Roboty bezpieczne i niezawodne. Roboty współpracujące i utrzymanie ruchu
| TechnikaAby inwestycja w zakup robotów przemysłowych zwróciła się w jak najkrótszym czasie, powinny one działać wydajnie i niezawodnie. Nie mogą też stanowić zagrożenia dla osób znajdujących się w pobliżu. Tematem pierwszej części artykułu poświęconego robotyce były zagadnienia dotyczące wyboru maszyn oraz organizacji i bezpieczeństwa stanowisk zrobotyzowanych. W kontynuacji przedstawiamy roboty współpracujące z ludźmi ramię w ramię, bez barier. Ponieważ robot sprawny to robot bezpieczniejszy, w artykule poruszamy też temat utrzymania ruchu robotów przemysłowych.


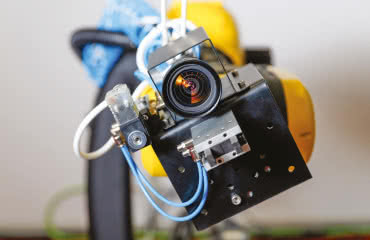
Fot. 1. APAS firmy Bosch
Roboty przemysłowe zyskały popularność dzięki temu, że zastępują ludzi w zadaniach męczących, nieprzyjemnych lub niebezpiecznych. Z drugiej strony ze względu na rozmiary, wagę, szybkość i fakt, że poruszają się na dużej przestrzeni, wykraczającej poza ich podstawę, same stanowią dla nich zagrożenie.
W pierwszej części artykułu (patrz ramka) przedstawiliśmy przykłady wypadków, w których człowiek został poszkodowany na skutek uderzenia ruchomą częścią robota, znalazł się w pułapce między nią a inną maszyną lub ścianą albo został uderzony przez obiekt, który robot przenosił lub upuścił. Ich analiza doprowadziła do wniosku, że bezpieczeństwo najłatwiej zapewnić, oddzielając stanowiska zrobotyzowane od ludzi.
W tym celu otacza się je ogrodzeniem i/albo używa sensorów, które wykrywają wejście człowieka do strefy zabronionej, na przykład kurtyn świetlnych, skanerów laserowych oraz mat naciskowych. Wówczas robot jest spowalniany lub wyłączany.
Alternatywą są roboty współpracujące z ludźmi na jednym stanowisku bez tych zabezpieczeń (collaborative robots, corobots, cobots). Dzięki zaimplementowanym w nich rozwiązaniom konstrukcyjnym nie stanowią one dla człowieka zagrożenia, a w każdym razie to ostatnie jest bardzo znacznie ograniczone.
|
Na zdjęciu tytułowym pierwszy z robotów współpracujących wykorzystywanych w Grupie Volkswagen - znajduje się on w fabryce Audi w Ingolstadt w dziale montażu końcowego |
CO WYRÓŻNIA ROBOTY WSPÓŁPRACUJĄCE?

Fot. 2. YuMi - robot firmy ABB
W przeciwieństwie do tradycyjnych robotów przemysłowych, te współpracujące wykrywają kolizję z innymi obiektami, na przykład współpracownikami czy elementami stanowiska, i potrafią na nią odpowiednio zareagować. Jest to możliwe, ponieważ dzięki czujnikom siły instalowanym w ich przegubach "czują", kiedy wywierana jest na nie siła większa niż podczas normalnej pracy.
W razie zderzenia robot, dzięki implementacji funkcji szybkiego hamowania i algorytmów detekcji kolizji w kontrolerze oraz serwonapędom o małej inercji, powinien się automatycznie zatrzymać. Ponadto, jeżeli zostanie tak zaprogramowany, może w razie popchnięcia przez operatora odsunąć się na bok. Dzięki temu, że robot "czuje" i reaguje, łatwiej jest go też "nauczyć" nowych zadań.
Ewentualne zderzenie robota z człowiekiem złagodzić ma sposób wykończenia jego elementów. Ich krawędzie są zaokrąglone, dzięki czemu mniejsze jest prawdopodobieństwo, że przy kontakcie kogoś skaleczą. Oprócz tego zaokrąglenia rozpraszają siłę uderzenia na większej powierzchni, co zmniejsza nacisk wywierany na obiekt, z którym doszło do kolizji. Niektóre roboty współpracujące wyposaża się też w amortyzowane osłony, które absorbują wstrząsy i zmniejszają oddziaływanie części maszyny na ciało człowieka podczas jej hamowania.
JAKIE SĄ ZALETY ROBOTÓW WSPÓŁPRACUJĄCYCH?
Ponadto pokrywa się je miękkimi tworzywami - gumowa "skóra" to kolejny sposób na zmniejszenie nieprzyjemnych doznań w kontakcie z robotem. W tym celu do budowy maszyn współpracujących używa się też lekkich materiałów i dąży do uzyskania kompaktowej konstrukcji, m.in. przez ukrywanie w obudowie okablowania i napędów.
Jedynym rzeczywistym zagrożeniem jest w tym przypadku samo narzędzie montowane na nadgarstku. Niektóre roboty współpracujące zachowują się też podobnie jak te, które na podstawie sygnału na przykład ze skanera laserowego w razie zbliżenia się człowieka zwalniają lub zatrzymują się. W ich przypadku efekt ten jest jednak uzyskiwany bez użycia zewnętrznych czujników.
Wszystko powyższe sprawia, że roboty współpracujące mają wiele zalet. Po pierwsze, decydując się na ich użycie, nie trzeba wprowadzać wielu zmian w obrębie stanowiska, które chcemy zautomatyzować. Nie wymagają bowiem instalacji urządzeń ochronnych ani wydzielania specjalnej przestrzeni. W miarę rozwoju tej technologii wdrożenie robota do pracy będzie być może przebiegać podobnie jak dziś wprowadzenie nowego pracownika - po przeszkoleniu, polegającym w tym przypadku na jego zaprogramowaniu, robot będzie mógł dołączyć do reszty załogi.
Jak pokazują badania, roboty współpracujące z ludźmi mają wielki potencjał. Według ABI Research w latach 2015?2020 wartość rynku robotów tego typu wzrośnie około dziesięciokrotnie - z 95 mln dol. do ponad 1 mld dol. Nic więc dziwnego, że takie maszyny ma w swojej ofercie wielu producentów robotów przemysłowych (zdjęcia tych przykładowych przedstawiono w artykule).
ROBOT SPRAWNY TO ROBOT BEZPIECZNY

Fot. 3. Fanuc CR-35iA
Jak wspomniano we wstępie, sprawne działanie robota przyczynia się do poprawy bezpieczeństwa całego stanowiska. Aby spełnić ten warunek, należy podejmować zarówno działania prewencyjne, jak i reagować na bieżące anomalie w jego działaniu. Te pierwsze to przede wszystkim okresowo dokonywane przeglądy.
Jeżeli nie będą przeprowadzane regularnie, z czasem robot może przestać wykonywać swoje zadania tak dokładnie i powtarzalnie, jak tuż po instalacji, częściej będzie się psuł, a niektóre jego podzespoły, na przykład kable lub końcówka robocza, mogą ulec trwałemu uszkodzeniu. Prewencja wydłuża zatem żywotność tych maszyn, co pozwala uzyskać zwrot z inwestycji w ich zakup. Ponadto koszty przeglądów są dużo mniejsze niż te spowodowane zatrzymaniem linii produkcyjnej.
Inspekcja robota powinna być przeprowadzana kompleksowo. Oznacza to, że równie uważnie monitorować trzeba stan wszystkich jego podzespołów mechanicznych, które bezpośrednio odpowiadają za wykonanie zadania, elektronicznych, które nim sterują, oprogramowania, czujników, jak i okablowania.
W zależności od stopnia obciążenia robota i liczby godzin pracy przeglądy trzeba wykonywać z różną częstotliwością i wnikliwością. Najczęściej przyjmowane odstępy między inspekcjami to kwartał, rok oraz trzy lata. Pewne czynności powinno się również powtarzać codziennie.
CO ROBIĆ CODZIENNIE, A CO RAZ NA KWARTAŁ?
Codziennie, przed uruchomieniem robota, należy przetrzeć wszystkie jego komponenty, włącznie z elementami optyki oraz otworami wentylacyjnymi sterownika, przy okazji sprawdzając ich ogólny stan. Pozwoli to szybko wykryć drobne uszkodzenia i wycieki oleju. Dotyczy to też kabli jednostki mechanicznej, w przypadku których zaniepokoić powinny wyraźne załamania, przebicia, rozcięcia i rozdarcia izolacji. By uchronić się przed resetem ustawień, sprawdzić trzeba stan baterii.
Po wstępnym rozruchu robota należy sprawdzić, czy nie słychać żadnych niepokojących odgłosów, na przykład skrzypienia albo stukania. Jeśli tak, może to oznaczać, że łożyska nie obracają się prawidłowo albo jakiś inny element się zablokował. Ponadto poziom wibracji nie powinien odbiegać od normy, a żadna część nadmiernie nagrzewać. Sprawdzić trzeba też, czy robot współpracuje z urządzeniami peryferyjnymi, a jego hamulce są sprawne.
Raz na kwartał zaleca się natomiast, żeby upewnić się, czy złącza przewodów, śruby mocujące robota do podłoża i końcówkę roboczą do ramienia nie są obluzowane. Z taką częstością warto również gruntownie usuwać wszelkie zanieczyszczenia będące skutkiem procesu produkcyjnego, które osadzają się na robocie.
JAK CZĘSTO WYMIENIAĆ SMAR OSI?

Fot. 4. IIWA firmy KUKA
Raz w roku powinno się z kolei wymieniać smar osi robota oraz kontrolować jego właściwości. To ostatnie pozwala wykryć problemy, które nie dają innych objawów. Na przykład zawartość drobin metali w smarze z jednej osi większa, niż w pozostałych, może świadczyć o występującym w niej nadmiernym tarciu. To może być objawem przeciążenia tej osi. Raz w roku powinno się też wymienić baterie.
Oprócz tego w ramach przeglądów rocznych, i tych wykonywanych co trzy lata, rozszerza się zakres wszystkich czynności codziennych i kwartalnych. Na przykład dodatkowo sprawdza się wewnętrzne kable robota i te, które łączą go z kontrolerem, a także gniazda oraz wyprowadzenia kabli. Szuka się ponadto mechanicznych uszkodzeń kontrolera oraz usuwa zanieczyszczenia z jego wnętrza.
Sprawdza się również, czy smar nie wycieka spod uszczelek na osiach, przegubach, hamulców oraz balansera i uzupełnia się albo wymienia go w napędach. Ponadto mierzy się luzy przekładni oraz dokręca wszystkie śruby. Zwykle sprawdzana jest także funkcjonalność panelu operatorskiego, obwodów awaryjnych i ograniczników ruchu robota.
Norma dotycząca robotów współpracujących
Norma dotyczy instalacji przemysłowych, gdzie roboty oraz ludzie pracują we wspólnej przestrzeni roboczej. W takich przypadkach kluczowe jest, zdaniem przedstawicieli ISO, poprawne działanie systemów sterowania, gdyż to one odpowiadają za szybkość i siłę pracy robotów, a więc w efekcie bezpieczeństwo znajdujących się w pobliżu osób. Zgodnie z przedstawionymi wytycznymi ocena występującego ryzyka powinna również dotyczyć nie tylko samego robota, ale też środowiska jego pracy. Norma nie ma zastosowania do robotów współpracujących zaprojektowanych przed terminem jej publikacji. |
 Międzynarodowa Organizacja Normalizacyjna opublikowała niedawno długo oczekiwaną normę dotyczącą bezpieczeństwa ludzi pracujących z robotami we wspólnej przestrzeni roboczej. ISO/ TS 15066:2016 - Robots and robotic devices - Collaborative robots stanowi uzupełnienie i rozszerzenie dotychczasowych norm z zakresu robotyki przemysłowej, tj. ISO 10218-1 oraz ISO 10218-2. Nowy dokument kierowany jest m.in. do integratorów systemów automatyki, którym ma pomagać w ocenie ryzyka podczas tworzenia instalacji produkcyjnych zawierających roboty współpracujące.
Międzynarodowa Organizacja Normalizacyjna opublikowała niedawno długo oczekiwaną normę dotyczącą bezpieczeństwa ludzi pracujących z robotami we wspólnej przestrzeni roboczej. ISO/ TS 15066:2016 - Robots and robotic devices - Collaborative robots stanowi uzupełnienie i rozszerzenie dotychczasowych norm z zakresu robotyki przemysłowej, tj. ISO 10218-1 oraz ISO 10218-2. Nowy dokument kierowany jest m.in. do integratorów systemów automatyki, którym ma pomagać w ocenie ryzyka podczas tworzenia instalacji produkcyjnych zawierających roboty współpracujące.UWAGI EKSPLOATACYJNE
Czujności nie powinno się tracić również podczas codziennej pracy robota. Na przykład jeżeli da się zauważyć zbyt długie opóźnienie między załączeniem ssania w przyssawce a podniesieniem obiektu, można podejrzewać uszkodzenie jej przewodu podciśnieniowego. Za każdym razem, kiedy robot przestaje działać prawidłowo, warto najpierw sprawdzić, czy nie został ostatnio przeprogramowany, czy właśnie nie uruchomiono go po długim czasie nieużywania lub czy niedawno nie wymieniono jakiegoś jego podzespołu. W takich przypadkach rozwiązanie problemu może wymagać prostej interwencji.
Nie zawsze jednak jest tak łatwo. Aby efektywnie przywracać stanowiska zrobotyzowane do pełnej sprawności, trzeba też uwzględnić specyfikę realizowanych na nim procesów. Przedstawiamy to na przykładzie zautomatyzowanego spawania. Na tym stanowisku spodziewać się można m.in. problemów z podawaniem drutu. Ich przyczyną jest z reguły zatkanie się prowadnicy drutu, nieprawidłowo działający jego podajnik albo splątanie się drutu. Bez względu na przyczynę skutkiem jest pogorszenie się jakości spawania. Aby rozwiązać pierwszy problem, można wymienić prowadnicę drutu.
ZAUTOMATYZOWANE SPAWANIE - ROZWIĄZYWANIE PROBLEMÓW
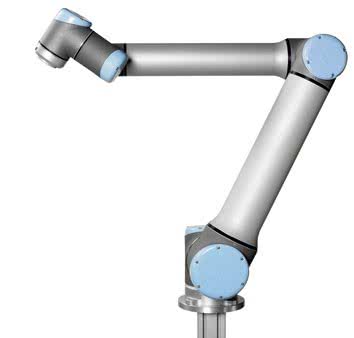
Fot. 5. UR10 od Universal Robots
Zapobieganie omawianemu problemowi w przyszłości wymaga częstszego korzystania z funkcji przedmuchiwania prowadnika powietrzem, która dostępna jest w niektórych spawarkach, albo dokonywania czyszczenia samodzielnie, wykorzystując sprężone powietrze. Jeżeli z kolei przyczyną jest podajnik, zwykle nie działa on prawidłowo z powodu zużytych rolek. Trzeba je wymienić, a splątany drut spawalniczy należy rozwinąć i wyprostować.
Jeśli wykonywane spawy są nieciągłe lub przesunięte względem pozycji zadanej, prawdopodobnie przyczyną jest przesunięcie się punktu pracy robota (Tool Center Point, TCP). To z kolej zwykle jest skutkiem wygięcia się palnika, zazwyczaj w wyniku jego kolizji z innym obiektem. Rozwiązaniem jest przywrócenie jego pierwotnego kształtu i automatyczna kalibracja TCP. Zła jakość spawu może być również spowodowana zmianą położenia spawanych powierzchni lub przesunięciem robota. W obu przypadkach odchylenia od stanu wcześniejszego trzeba skorygować i skalibrować TCP.
Częścią zrobotyzowanych stanowisk spawalniczych jest również zwykle automatyczna stacja czyszczenia palnika i zabezpieczania go przed przyleganiem odprysków. Jeżeli zadania te nie są wykonywane skutecznie, przyczyną może być nieprawidłowe ustawienie palnika względem ostrza czyszczącego, stępienie się tego ostatniego, niewłaściwe ustawienie palnika względem dyszy, którą doprowadzany jest spray antyodpryskowy albo brak tego ostatniego. Należy wówczas skorygować odchylenia położenia, uzupełnić płyn antyodpryskowy lub wymienić ostrze.
Monika Jaworowska