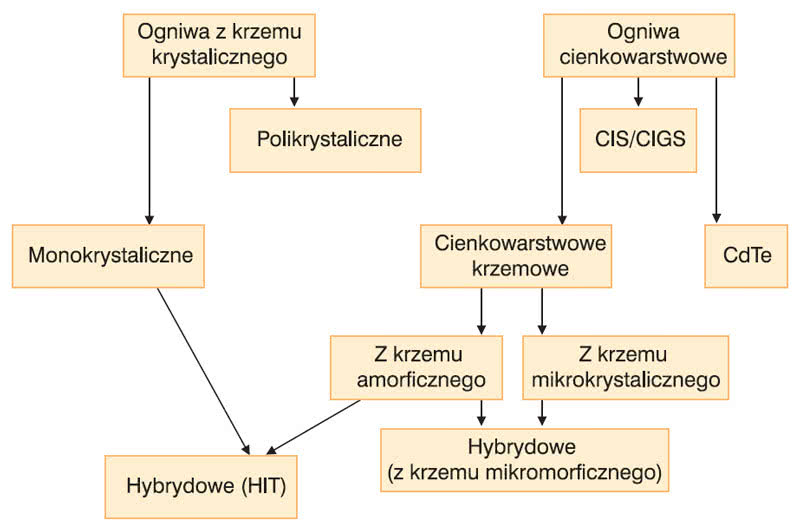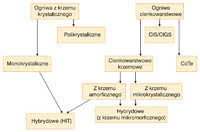
Rys. 1. Ogniwa PV są produkowane w różnych odmianach - dostępne są np. ogniwa cienkowarstwowe z tellurku kadmu (CdTe), selenku indowo-miedziowego (CIS), produkowane z połączenia miedzi, indu, galu i selenu (CIGS) oraz hybrydowe HIT (heterojunction with intristic thin layer)
Na rynku systemów fotowoltaicznych dominują obecnie dwa typy ogniw słonecznych: krystaliczne, wykonane na podłożu w postaci krzemowej płytki, oraz cienkowarstwowe, które budowane są na podłożu szklanym, metalowym lub z tworzyw sztucznych.
W obrębie każdej z grup w zależności od użytych materiałów wprowadza się dalszą klasyfikację (rys. 1), wyróżniając np. ogniwa z krzemu polikrystalicznego lub monokrystalicznego oraz w przypadku krzemowych cienkowarstwowych: ogniwa z krzemu amorficznego lub mikrokrystalicznego.
Każdy z rodzajów ma zalety, ale też wady. Przykładowo ogniwa krystaliczne charakteryzuje wyższa sprawność konwersji energii słonecznej w energię elektryczną (około 20%) w porównaniu do sprawności ogniw cienkowarstwowych (około 10%). Produkcja w technologii cienkowarstwowej jest z kolei tańsza i prostsza, podczas gdy wytwarzanie ogniw krystalicznych jest skomplikowane i wieloetapowe, a przez to droższe.
JAK POWSTAJĄ OGNIWA KRYSTALICZNE
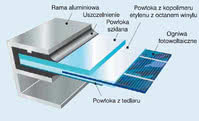
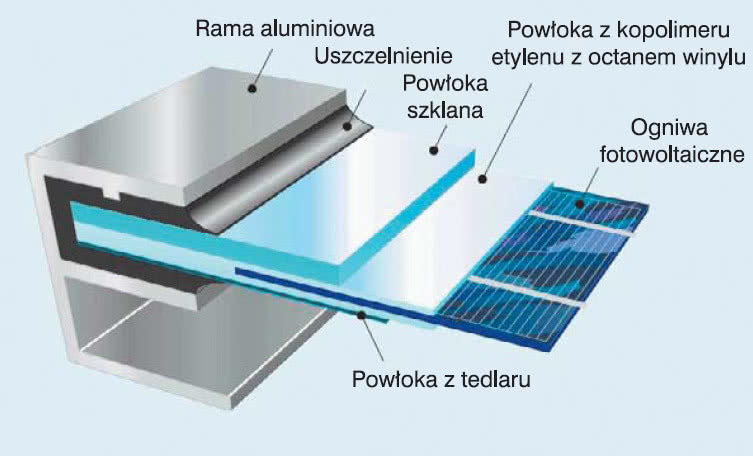
Rys. 2. Moduł z ogniw krystalicznych
Proces produkcji rozpoczyna się od stopienia w tyglu krzemu, do którego dodawany jest bor niezbędny do uzyskania półprzewodnika typu p. Z surowca tego formuje się pręty, cięte następnie na płytki o grubości kilkuset mikrometrów i średnicy około kilkunastu cm. Cienkie krążki narażone są na różne uszkodzenia (zarysowania, pęknięcia, zniekształcenia, odpryski), czasem noszą też ślady po cięciu lub są trwale zabrudzone.
Dlatego kolejnym etapem jest inspekcja wizyjna. Płytki, które przejdą ją pomyślnie, poddawane są obróbce chemicznej w ramach czyszczenia, teksturyzacji oraz domieszkowania. Po oczyszczeniu powierzchni krążków przeprowadza się teksturyzację, która np. w przypadku płytek z krzemu monokrystalicznego polega na zanurzeniu w gorącym roztworze wodorotlenku sodu i izopropanolu. W wyniku reakcji roztworu z krzemem na powierzchni formują się wypukłości, które zmniejszają refleksyjność płytki i tym samym zwiększają absorpcję promieniowania słonecznego.
Następnie krążki są domieszkowane fosforem w procesie dyfuzji. W ten sposób powstają złącza p-n. Realizuje się to w piecach nagrzewanych do bardzo wysokiej temperatury, a efektywność domieszkowania w największym stopniu zależy od precyzyjnej kontroli tego parametru. Fosfor osadza się też na brzegach płytek i aby usunąć te niepożądane warstwy tworzące pasożytnicze złącza na krawędziach, krążki układa się w stosy i umieszcza w komorze chemicznego trawienia. Skuteczność tej operacji sprawdzana jest w czasie kolejnej kontroli jakości.
Następnie płytki pokrywa się antyrefleksyjną warstwą z azotku krzemu lub tlenku tytanu. Powłokę nanosi się w procesie PECVD, czyli chemicznego osadzania z fazy lotnej wspomaganego plazmą. Ostatnim z etapów jest utworzenie kontaktów elektrycznych - zazwyczaj w formie pasków z dobrego przewodnika. Najczęściej wykorzystuje się srebro, głównie ze względu na plastyczność tego materiału.
Metodą sitodruku nanosi się kontakty: przednie z pasty srebrowej oraz tylne z pasty aluminiowej. Pasty są następnie suszone i wypalane w piecu. Pojedyncze ogniwa przygotowane w ten sposób łączy się ze sobą, tworząc fotowoltaiczne moduły, które dodatkowo zabezpiecza się przed wpływem warunków atmosferycznych, tak by przez lata mogły spełniać swoją funkcję.
JAK TWORZYĆ MODUŁY FOTOWOLTAICZNE?

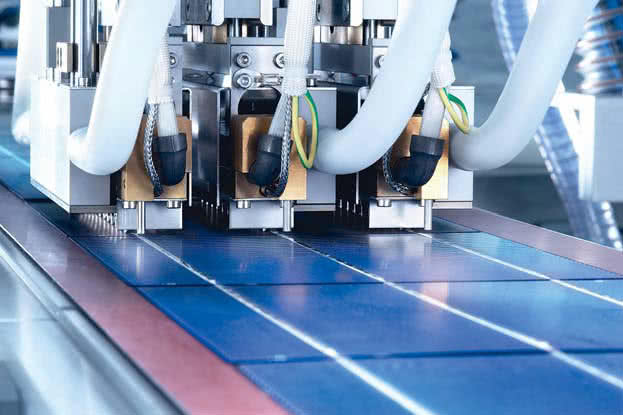
Fot. 1. Linia Rapid One do lutowania paneli PV w moduły oferowana przez firmę Somont
Drugim etapem produkcji jest lutowanie ogniw w łańcuchy. Jakość tego połączenia, na którą wpływa m.in. wybór stopu lutowniczego oraz temperatura lutowania, decyduje o mocy wyjściowej modułu. Złączone ogniwa są następnie w warunkach próżni pokrywane powłokami z kopolimeru etylenu z octanem winylu, a następnie zamyka się je w szklanych osłonach z obu stron. Górną osłonę pokrywa się powłoką przeciwodblaskową, natomiast tylną wykonuje się z materiału będącego połączeniem szkła z plastikiem - np. tedlarem (polifluorkiem winylu), który chroni moduł PV m.in. przed wilgocią.
Moduły krystaliczne są dalej zabezpieczane taśmą izolującą oraz umieszczane w aluminiowej, uszczelnianej ramie (rys. 2). Ostatnim etapem produkcji jest zamontowanie na module skrzynki przyłączowej. Oprócz tego, że umożliwia ona podłączenie do sieci elektrycznej, to zawiera też elementy zabezpieczające moduł, np. diody chroniące przed prądem wstecznym, który mógłby płynąć w nocy. Produkcja modułów krzemowych ogniw cienkowarstwowych rozpoczyna się od naniesienia kontaktu elektrycznego, czyli warstwy przezroczystego przewodzącego materiału, np. tlenku cynku, na szklane, metalowe lub plastikowe podłoże.
Realizuje się to w procesie napylania katodowego. Kolejnym etapem jest PECVD, w którym na podłożu tym osadza się warstwę krzemu o strukturze mikrokrystalicznej lub amorficznej. Poszczególne ogniwa są w strukturze modułu wyodrębniane laserowo. Następnie napyla się kolejną warstwę tlenku. Gotowe moduły laminuje się tworzywem sztucznym i umieszcza w szklanej osłonie. Na koniec usuwa się nierówności na krawędziach oraz umieszcza w ramie, o ile jest to wymagane. Dostępne są też cienkowarstwowe moduły bez ram.
ROBOTY W PRODUKCJI OGNIW I MODUŁÓW

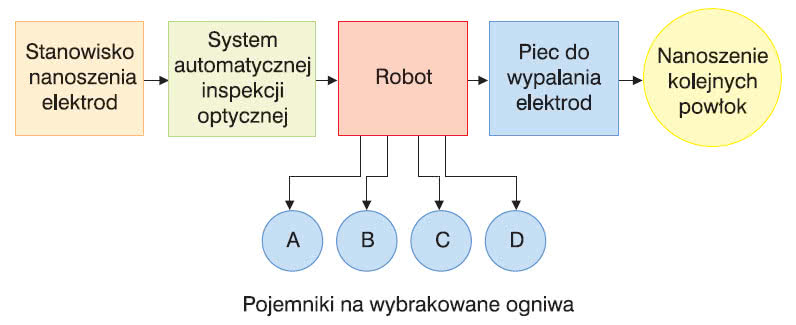
Rys. 3. System do badania jakości kontaktów elektrycznych ogniw przed ich wypaleniem w piecu zaprojektowany przez Adept Technology
Większość zadań na poszczególnych etapach produkcji ogniw i modułów PV można zautomatyzować, co nie uszło uwadze dostawców robotów przemysłowych. Odpowiadając na to zapotrzebowanie, systematycznie rozszerzają oni swoją ofertę o produkty dla branży solarnej. Na rynku dostępne są m.in. linie produkcyjne oraz zautomatyzowane stanowiska robocze czyszczenia płytek krzemowych, ich transportu i załadunku do pieców dyfuzyjnych lub maszyn nakładających powłoki antyodblaskowe, a także urządzenia do nanoszenia kontaktów elektrycznych, usuwania nadmiarowego materiału z krawędzi oraz obramowywania gotowych modułów.
Dostępne są też roboty przemysłowe z osprzętem specjalizowanym do sortowania płytek krzemowych, transportu kaset z ogniwami ułożonymi w stosy oraz montażu modułów i skrzynek przyłączowych i wreszcie do przenoszenia dużych lub nieporęcznych dla personelu modułów. Co więcej - potencjał robotów przemysłowych dzięki wyposażaniu ich w różne czujniki - np. siły oraz możliwość współpracy z systemami wizyjnymi - nieustannie rośnie.
Wpływa to na poprawę jakości produktów, co w przypadku ogniw słonecznych przekłada się na wyższą sprawność. Maleje też liczba wybrakowanych egzemplarzy, co oznacza większy uzysk produkcyjny. Oszacowano nawet, że inwestycja w robotyzację produkcji ogniw i modułów PV zwraca się średnio po około 1,5 roku od uruchomienia.