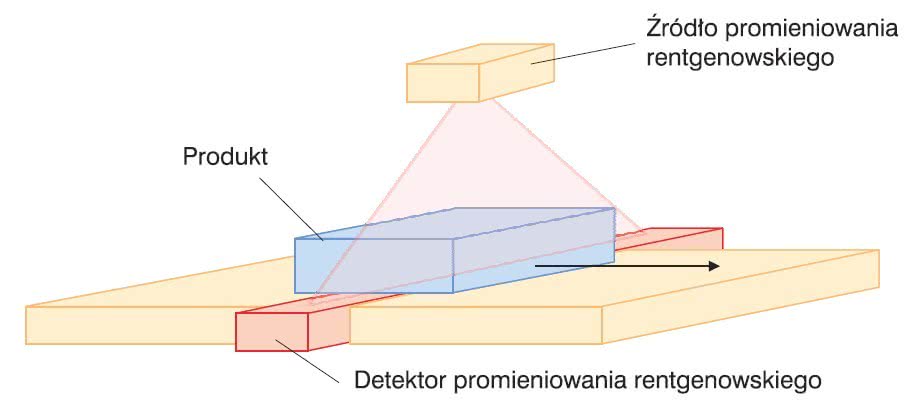
Rys. 1. Źródło i detektor promieniowania to główne komponenty stanowiska do inspekcji rentgenowskiej
Ciała obce są szczególnym problemem w produktach farmaceutycznych, kosmetycznych oraz spożywczych. Ponieważ wyroby te są konsumowane lub mają kontakt z ciałem człowieka, zanieczyszczenia w nich występujące mogą stanowić bezpośrednie zagrożenie dla zdrowia lub życia ludzi.
Wprowadzenie ich do obrotu uderza też w interesy producenta w przypadku, gdy musi on wycofać ze sprzedaży całą partię artykułów, rozpatrzyć masowo napływające reklamacje lub wypłacić odszkodowania. W przypadku poważniejszych skutków dla zdrowia lub życia konsumentów możliwe są też konsekwencje prawne.
Takie zdarzenia mogą pogorszyć wizerunek firmy na długie lata. Oprócz tego ciała obce w produkcie lub w jego składnikach mogą zablokować lub uszkodzić maszyny. Również to powoduje straty finansowe, gdy konieczne jest naprawienie urządzenia, zakup nowego lub wstrzymanie produkcji.
Przykłady systemów inspekcji rentgenowskiej. 1
 System kontroli radiograficznej X-Cube firmy General Electric System kontroli radiograficznej X-Cube firmy General Electric
Głównym elementem systemu jest ekranowana komora. Znajduje się w niej źródło promieniowania rentgenowskiego (lampa 225 kV lub 160 kV), układ zmian położenia źródła oraz stół do mocowania i manipulowania elementami.
Częścią X-Cube jest również wzmacniacz obrazu Vistalux, który przetwarza promieniowanie rentgenowskie w obraz wideo oraz system poprawy jakości obrazu Vistaplus. Sterowanie całością odbywa się za pośrednictwem dotykowego pulpitu sterowniczego w technologii X-Touch.
System kontroli radiograficznej X-Cube przeznaczony jest do zastosowań w przemyśle - przykładowo do kontroli jakości odlewów oraz elementów ze stali, z tworzyw sztucznych, ceramiki oraz stopów specjalnych.
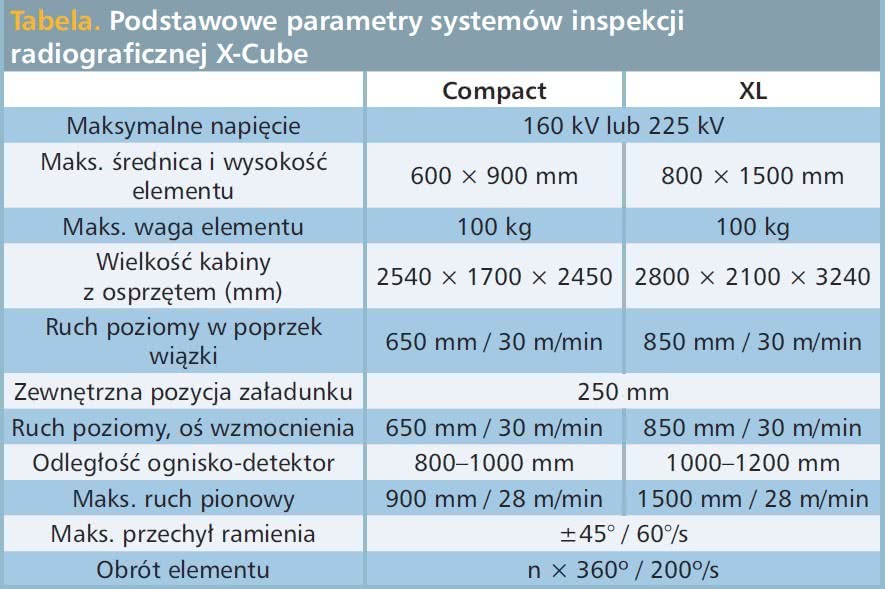
Dostępne są dwa modele tego urządzenia: X-Cube Compact oraz X-Cube XL. Ten drugi ma większą szafkę kontrolną, można też w nim poddawać kontroli elementy o większych rozmiarach (patrz tabela).
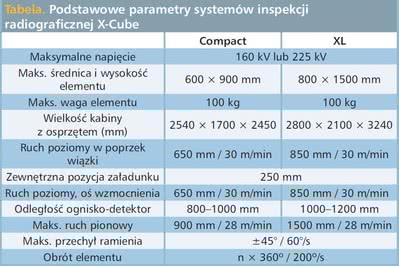
Tabela. Podstawowe parametry systemów inspekcji radiografi cznej X-Cube
|
|
INSPEKCJA RENTGENOWSKA

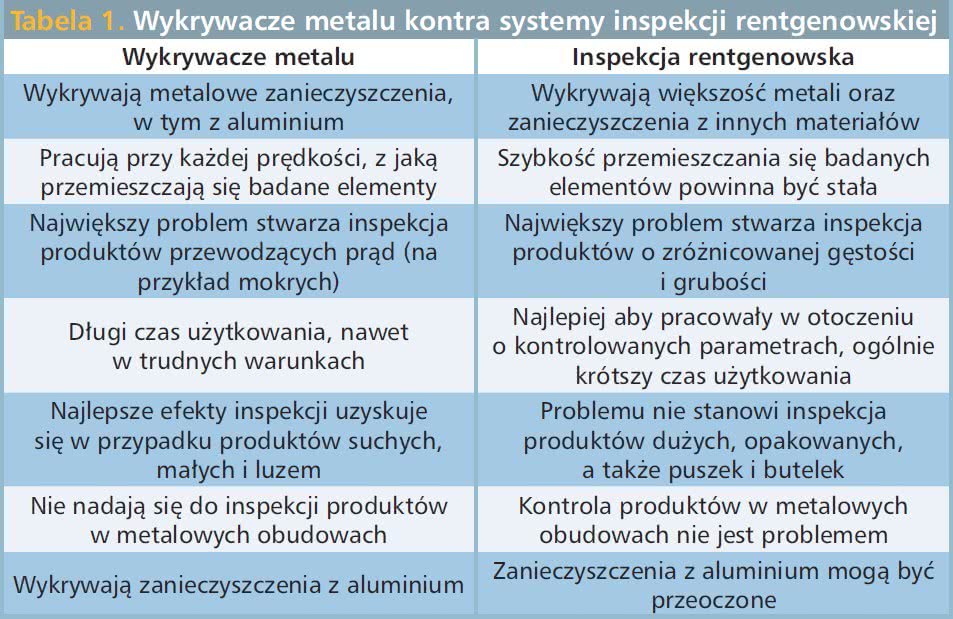
Tabela 1. Wykrywacze metalu kontra systemy inspekcji rentgenowskiej
Wykrycie zanieczyszczeń, zwłaszcza w produktach w płynie, w proszku, w formie masy plastycznej lub paczkowanych, nie jest niestety łatwym zadaniem. Ze względu na właściwości takich wyrobów, możliwość ich zniszczenia albo wymóg zachowania sterylności lub higienicznych warunków metody wymagające bezpośredniego kontaktu z produktem są bezużyteczne, a kontrola wizualna zwykle nieefektywna.
Alternatywą jest inspekcja rentgenowska. Stanowisko do badania jakości tą metodą składa się ze źródła oraz detektora promieniowania rentgenowskiego, między którymi umieszcza się badany obiekt (rys. 1). Jego częścią jest również system analizy wyników kontroli oraz powiadamiania, przykładowo sygnałem świetlnym lub dźwiękowym, o wykryciu produktów uszkodzonych lub zanieczyszczonych.
Niektóre stanowiska uzupełnia się też o system eliminowania takich wyrobów. W zależności od wymagań, zwłaszcza specyfiki obiektów poddawanych inspekcji, w tym celu są wykorzystywane m.in. systemy pneumatyczne do przemieszczania detali oraz klapy.
Klasyfikacja systemów inspekcji rentgenowskiej
W zależności od konfiguracji oraz przeznaczenia systemy inspekcji rentgenowskiej podzielić można na trzy grupy. Pierwszą stanowią systemy zabudowane w linii produkcyjnej, których zadaniem jest wykrywanie zanieczyszczeń w produktach przesuwających się na taśmociągu. Rozwiązanie takie jest popularne zwłaszcza w przemyśle spożywczym, farmaceutycznym oraz kosmetycznym.
Do grupy drugiej zaliczane są wydzielone stanowiska kontrolne zrealizowane w postaci kabin wolnostojących lub pomieszczeń ekranowanych. Przeprowadza się w nich zwykle kontrolę jakości produktów, w czasie której wykrywane są wady konstrukcyjne oraz weryfikowana jest kompletność, poprawność rozmieszczenia elementów oraz ich wymiary.
Inspekcja rentgenowska realizowana jest zwykle w ten sposób w przemyśle ciężkim, lotniczym, motoryzacyjnym, elektronicznym oraz w przetwórstwie tworzyw sztucznych. W przypadku gdy konieczne jest poddanie badaniu elementu w czasie jego eksploatacji, a specyfika jego lub instalacji, w której pracuje, wyklucza transport do stanowiska inspekcji, wykorzystywane są systemy mobilne.
Najczęściej w ten sposób kontroluje się elementy dużych maszyn, rurociągi oraz połączenia w konstrukcjach stałych, które w czasie eksploatacji mogą ulec uszkodzeniu lub po prostu się zużyć.
|
PROMIENIOWANIE X, LAMPY RENTGENOWSKIE
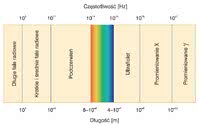
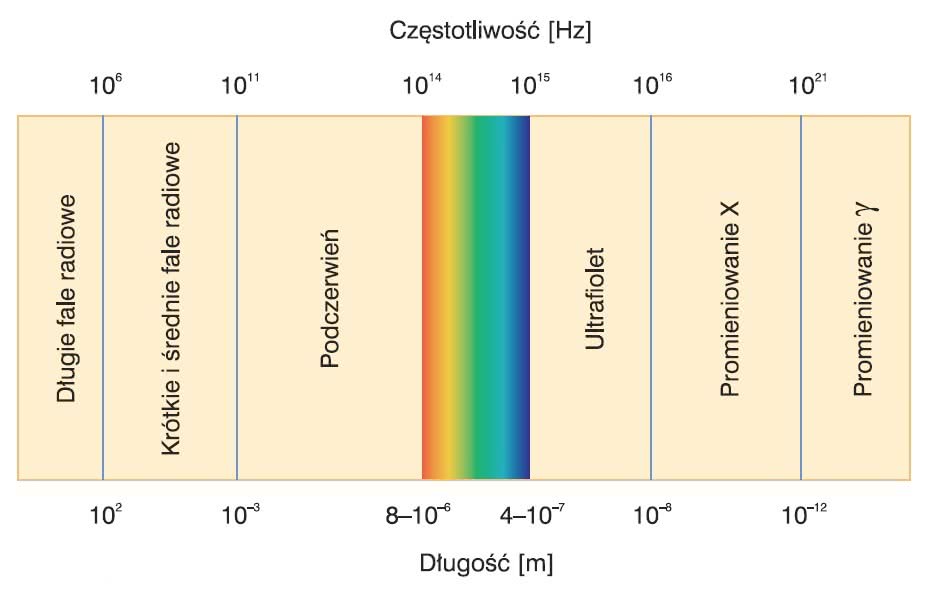
Rys. 2. Widmo promieniowania elektromagnetycznego
Promieniowanie rentgenowskie (promieniowanie X, RTG) to rodzaj promieniowania elektromagnetycznego o długości fali w przedziale od kilku pm do 10 nm (rys. 2). Ma ono specyficzną właściwość - może przenikać przez materiały nieprzezroczyste dla światła widzialnego.
Stopień tej przepuszczalności zależy od gęstości danego materiału - im jest ona większa, tym mniej promieni przez niego przenika. Pozwala to odróżnić od siebie na obrazie RTG produktu elementy o różnej gęstości, w tym na przykład zanieczyszczenia. Źródłem promieniowania w systemach inspekcji RTG są lampy rentgenowskie.
Ich zaletą jest to, że nie wykorzystują izotopów promieniotwórczych - wystarczy odłączyć je od zasilania, by promieniowanie nie było emitowane. Zwiększa to bezpieczeństwo użytkowania omawianych urządzeń. Lampa wykonywana jest w postaci szklanej banki próżniowej, wewnątrz której umieszcza się dwie elektrody: katodę i anodę połączone ze źródłem wysokiego napięcia.
Katoda, zwykle w postaci włókna wolframowego dodatkowo zasilanego z drugiego źródła niższego napięcia, żarząc się emituje elektrony. Cząstki te przyspieszane są w polu elektrycznym między elektrodami i bombardują anodę, w momencie zderzenia z nią emitując promieniowanie rentgenowskie.
Procesowi temu towarzyszy wydzielanie dużych ilości ciepła w anodzie, którą z tego powodu pokrywa się materiałem o dużej temperaturze topnienia (na przykład wolframem). Ponieważ wysoka temperatura skraca żywotność lampy wymagane jest też chłodzenie anody. Najczęściej realizuje się to montując w niej system odprowadzania ciepła. Zwykle ma on postać przewodu, przez który pompowana jest ciecz chłodząca.
Przykłady systemów inspekcji rentgenowskiej. 2
 System kontroli radiograficznej DP 150.10 do kontroli małych elementów firmy General Electric System kontroli radiograficznej DP 150.10 do kontroli małych elementów firmy General Electric
Główne elementy systemu:
- 5-osiowy manipulator (cztery napędzane osie o ustalonej prędkości ustawiania i jedna oś ustawiana ręcznie - powiększenie geometryczne), którym można sterować joystikiem na pulpicie sterowniczym,
- w standardowej wersji system ma wbudowany aparat rentgenowski Eresco 160 MFR3, chłodzony powietrzem, o plamce ogniskowej 1 mm według EN 12543 (0,5 mm według IEC 336), napięciu od 5 kV do 160 kV nastawnym w krokach co 1 kV i prądzie nastawianym krokowo od 0,5 mA do 10 mA,
- wzmacniacz obrazu rentgenowskiego V istalux sprzężony z kamerą C CD,
- 17-calowy czarno-biały monitor,
- maksymalne wymiary elementu badanego: średnica 300 mm, wysokość 300 mm; waga 10 kg.
Jako opcję można wybrać m.in.:
- chłodzoną wodą wersję aparatu rentgenowskiego E resco M FR3 przeznaczonego do pracy w wysokich temperaturach otoczenia,
- aparat rentgenowski Isovolt 160 HS z lampą RTG Isovolt 160 M2/0,4-0,4 z podwójną plamką ogniskową (każda o wielkości 1 mm) i prądzie 4 mA przy napięciu 160 kV lub z lampą RTG Isovolt 160 MM2/0,2 z pojedynczą plamką ogniskową < 0,5 mm i prądzie 2 mA przy napięciu 160 kV,
- system poprawy jakości obrazu V istaplus.
|