W tym zakresie wsparcie i możliwość tworzenia przewagi rynkowej zapewniają systemy informatyczne klasy MES (Manufacturing Execution System). W artykule przedstawiamy w skrócie ich charakterystykę, najważniejsze cechy oraz zastosowania w przemyśle.
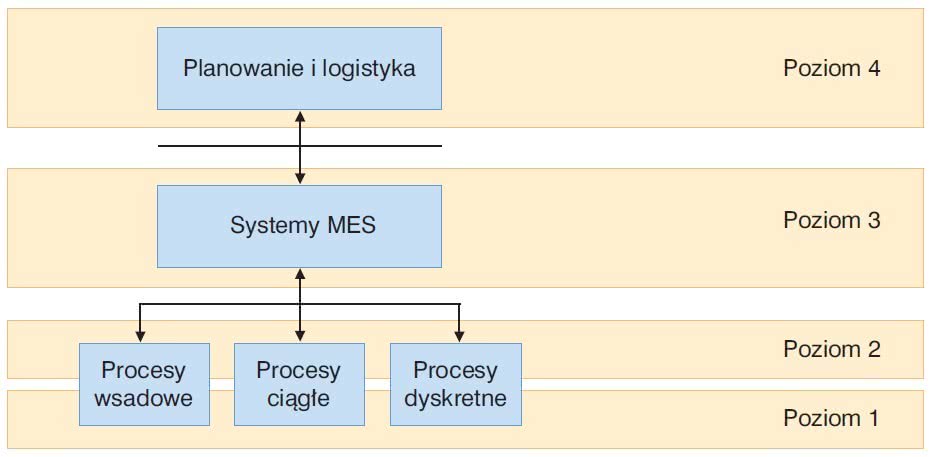
W hierarchii funkcjonalnej przedsiębiorstwa można wyróżnić w uproszczeniu cztery poziomy (rys. 1). Najwyższy związany jest z planowaniem oraz logistyką. Jest to warstwa biznesowa przedsiębiorstwa, w obrębie której działają systemy ERP (Enterprise Resource Planning). Najniższe trzy poziomy odpowiadają za nadzór oraz sterowanie procesami.
Jest to warstwa produkcyjna przedsiębiorstwa, w obrębie której działają m.in. systemy SCADA (Supervisory Control And Data Acquisition) oraz urządzenia takie jak komputery czy sterowniki. Systemy MES zajmują poziom trzeci, który traktować można jako łącznik pomiędzy warstwą biznesową a produkcyjną.
CHARAKTERYSTYKA SYSTEMÓW MES
Rys. 1. Hierarchia funkcjonalna przedsiębiorstwa
Punktem wyjścia dla charakterystyki systemów MES jest ich definicja opracowana przez organizację Manufacturing Enterprise Solutions Association (MESA) International. Według niej systemy zarządzania produkcją dostarczają informacji, które pozwalają zoptymalizować operacje produkcyjne, począwszy od procesu zamówienia, aż do etapu dostarczenia gotowych produktów.
Dzięki temu ograniczane są koszty dodatkowe, czyli te, które nie przekładają się na wartość finalnego produktu, zwiększa się wydajność produkcji, uzyskiwany jest większy zwrot z aktywów, zwiększa się wskaźnik rotacji zapasów, skraca się czas dostaw oraz rośnie marża brutto.
11 obszarów funkcjonalnych systemów MES wyszczególnionych przez MESA International:
- zarządzanie wykonywaniem produkcji (Process Management),
- zarządzanie wydajnością (Performance Analysis),
- śledzenie produkcji i jej genealogia (Production Tracking and Genealogy, Traceability),
- zarządzanie jakością (Quality Management),
- gromadzenie i akwizycja danych (Data Collection and Aquisition),
- zarządzanie obiegiem dokumentów (Document Control),
- zarządzanie alokacją zasobów ( Resource Allocation and Status),
- zarządzanie zasobami ludzkimi (Labor Management),
- zarządzanie ruchem (Maintenance Management),
- harmonogramowanie produkcji (Operations/Detailed Scheduling)
- rozdział zadań produkcyjnych ( Dispatching Production Units).
Poszczególne obszary funkcjonalne są często realizowane jako oddzielne moduły oprogramowania MES.
MODUŁY SYSTEMÓW MES - TE PODSTAWOWE I RZADZIEJ STOSOWANE

źródło: Air Products
Pierwsza z wymienionych funkcji polega na monitorowaniu produkcji oraz zarządzaniu zachodzącymi w niej zmianami. Zapewnia ona również wsparcie operatorom w zakresie podejmowania decyzji oraz odpowiada za dostarczanie im informacji o sytuacjach alarmowych. Dzięki niej można m.in. ograniczyć liczbę wybrakowanych produktów oraz częstość występowania problemów spowodowanych błędami personelu.
Łatwiejsza jest również zmiana profilu produkcji oraz dostosowanie się do standardów narzucanych odgórnie. Funkcja zarządzania wydajnością służy do monitorowania oraz analizy wydajności maszyn, linii oraz stanowisk produkcyjnych. W jej zakresie zbierane są informacje m.in. o przestojach oraz postępie w realizacji zleceń, a także generowane są raporty wskaźnika OEE (Overall Equipment Effectiveness).
Kolejna funkcja odpowiada za śledzenie produkcji, tzn. monitorowanie danych m.in. o dostawcach, zużyciu surowców oraz zadaniach wykonywanych przez konkretnych pracowników, w tym wprowadzanych przez nich modyfikacjach (na przykład receptur), które wpływają na jakość produktów. Dane te są zapisywane w bazie danych.
Na ich podstawie można odtworzyć genealogię produkcji, do czego coraz częściej obligują przedsiębiorców odpowiednie przepisy. Moduł zarządzania jakością służy zaś do analizy danych pomiarowych pod kątem przyczyn odchyleń parametrów produktów od zadanych wartości. Dzięki niemu można sprawdzić, jakie są przyczyny rozrzutu jakościowego wyrobów. Na tej podstawie później wprowadza się odpowiednie działania korekcyjne.
Moduł gromadzenia oraz akwizycji danych odpowiada za zapis informacji produkcyjnych (na przykład statusów zleceń, stanów maszyn, parametrów procesów i produktów) rejestrowanych przez sterowniki PLC, systemy SCADA, systemy DCS i inne do bazy danych. Informacje te są prezentowane w postaci spersonalizowanych raportów, na przykład wiążących parametry danego procesu z ustawianiami maszyn oraz zestawiających koszty produkcji z jej jakością. Pierwszy raport przeznaczony jest dla personelu produkcyjnego, natomiast wnioski z drugiego wyciągnąć powinna kadra zarządzająca przedsiębiorstwem.
W ramach zarządzania obiegiem dokumentów kontrolowany jest ich przepływ między poszczególnymi działania przedsiębiorstwa, jak również między jego pracownikami. Dokumenty te to m.in. instrukcje, zapisy procedur, receptury, schematy, zapisy wytycznych w zakresie montażu, transportu i przechowywania, programy maszyn, zlecenia, zalecenia odnośnie do kompletowania zamówień oraz harmonogramy.
Funkcja zarządzania alokacją zasobów dostarcza informacji o stanie maszyn, materiałów, zapasów oraz dokumentach wymaganych do wykonania danej operacji produkcyjnej. Pozwala ona na przykład sprawdzić, czy dany surowiec jest dostępny w magazynie w wystarczającej ilości lub zarezerwować na określony przedział czasowy konkretną maszynę.
Moduł zarządzania zasobami ludzkimi udostępnia informacje o pracownikach, w tym dane o obecności, dopuszczeniu ich do wykonywania konkretnych zadań (certyfikatach) oraz aktualnie realizowanym przez nich zadaniu. Na tej podstawie generowane są raporty, na przykład o wydajności oraz kosztach pracy personelu.
Funkcja zarządzania ruchem zapewnia wsparcie w zakresie prac konserwacyjnych, naprawczych oraz modernizacyjnych.
W tym celu dostarcza ona informacji m.in. o aktualnym stanie wyposażenia zakładu, terminach jego przeglądów, historii remontów i napraw oraz wynikach inspekcji. Wreszcie moduł harmonogramowania służy do opracowywania planów produkcji. Sekwencja czynności układana jest z uwzględnieniem specyfiki jednostek produkcyjnych, priorytetów zleceń oraz alternatywnych metod wykonania danej operacji. Moduł rozdziału zadań produkcyjnych służy natomiast do zarządzania podziałem pracy w ramach realizowanych zamówień między poszczególnymi jednostkami produkcyjnymi zakładu.
Kluczowe wskaźniki efektywności
 Stopień efektywności wytwarzania i wykorzystania zasobów zakładu można określać wieloma parametrami - zazwyczaj wykorzystuje się tutaj kilka tzw. kluczowych wskaźników efektywności (Key Performance Indicators). W produkcji zautomatyzowanej najczęściej korzysta się z kilku KPI. Pierwszym jest liczba wytworzonych produktów. Tego typu wskaźnik charakteryzuje wydajność w określonym przedziale czasu - na przykład podczas jednej zmiany lub w ciągu dnia, tygodnia czy miesiąca. Stopień efektywności wytwarzania i wykorzystania zasobów zakładu można określać wieloma parametrami - zazwyczaj wykorzystuje się tutaj kilka tzw. kluczowych wskaźników efektywności (Key Performance Indicators). W produkcji zautomatyzowanej najczęściej korzysta się z kilku KPI. Pierwszym jest liczba wytworzonych produktów. Tego typu wskaźnik charakteryzuje wydajność w określonym przedziale czasu - na przykład podczas jednej zmiany lub w ciągu dnia, tygodnia czy miesiąca.
Porównując kilka takich KPI, można wykryć czynniki, które wpływają na poprawę lub pogorszenie się produktywności. Kolejny użyteczny wskaźnik odnosi się do liczby odpadów produkcyjnych. Ważne jest, aby jego wartość nie przekraczała wcześniej ustalonego limitu. W przeciwnym wypadku może to oznaczać, że w funkcjonowaniu zakładu zaistniał problem - na przykład doszło do awarii maszyny lub procedura produkcji zawiera błędy.
Istotnym KPI jest czas realizacji kompletnego zadania - na przykład wytworzenia gotowego produktu lub (częściej) zakończenia pewnego etapu produkcji. Analiza tego wskaźnika ułatwia wykrycie tzw. wąskich gardeł. Kluczowym wskaźnikiem jest OEE (Overall Equipment Effectiveness), który charakteryzuje efektywność wykorzystania wyposażenia zakładu oraz produkcji.
Jest on wypadkową trzech innych wskaźników, które opisują dostępność sprzętu (zmniejszaną przez awarie lub czas wymagany do zaprogramowania/ustawienia maszyny), jego wykorzystanie (na to wpływa z kolei m.in. sprawność obsługi i jakość jej wyszkolenia) oraz jakość produkcji (stosunek produktów dobrych do tych wybrakowanych). Na wydajność produkcji ma wpływ również średni czas usunięcia awarii. W analizie jej kosztów pomocny jest natomiast wskaźnik obrotu zapasami.
Wybierając wskaźniki KPI należy dążyć do tego, aby były one jak najlepiej dopasowane do specyfiki przedsiębiorstwa i rzeczywiście pomagały w ocenie stopnia realizacji przyjętych celów. Ponadto zaleca się, aby ich liczba nie przekraczała dwudziestu. Ważne również, aby były to wskaźniki, które (uwzględniając możliwości zakładu i jego pracowników) można w praktyce poprawić.
|
WYBÓR SYSTEMU MES - JAKOŚĆ I SKALOWALNOŚĆ

źródło: PSI
Wybór, a później wdrożenie systemu zarządzania produkcją należą do złożonych procesów. Jednocześnie błędy popełnione na tych etapach mogą uniemożliwić osiągnięcie takiego zwrotu z inwestycji, jaki zakładano podczas planowania. Na jej całkowity koszt składają się bowiem nie tylko wydatki na sprzęt oraz oprogramowanie, ale również wartość czasu poświęconego na konfigurację oraz walidację systemu. Im będzie on krótszy, tym mniejsze straty. Ważna jest również jakość użytkowa samego oprogramowania.
Jakość użytkową systemów MES charakteryzuje: łatwość i szybkość nauczenia się jego obsługi, łatwość jego używania, niezależność od platformy sprzętowo-programowej oraz skalowalność. O ile dwie pierwsze stanowią wypadkową starań producenta oraz użytkowników (m.in. ich chęci, gotowości do nauki, predyspozycji), o tyle pozostałe leżą w większości w gestii tego pierwszego.
Niezależność od platformy sprzętowo-programowej jest wymagana, ponieważ czas użytkowania systemów MES liczony jest w latach. W tym czasie systemy komputerowe w zakładzie mogą być wielokrotnie wymieniane oraz modernizowane, co nie powinno wpływać na działanie oprogramowania do zarządzania produkcją. Konieczna jest zatem niezależność od aktualnie używanego sprzętu (na przykład procesora) oraz systemu operacyjnego. Aby ją uzyskać, najczęściej korzysta się z języków programowania charakteryzujących się przenośnością kodu (na przykład Javy) oraz otwartych standardów komunikacji (na przykład OPC).
Skalowalność systemu MES gwarantuje, że będzie on spełniał swoją funkcję zarówno w wypadku zmian w zakładzie o charakterze funkcjonalnym, jak i ilościowym. Te pierwsze to na przykład zmiana lub rozszerzenie profilu produkcji. Ich obsługa bywa implementowana jako dodatek do podstawowej wersji systemu MES. Zmiana ilościowa może dotyczyć liczby maszyn, stanowisk roboczych oraz mierzonych wielkości, wolumenu produkcji, częstości raportowania oraz czasu archiwizowania danych. Ponieważ wymagana jest wtedy większa pamięć oraz moc obliczeniowa, rozwiązuje się to zwykle sprzętowo.
Ponieważ system MES jest łącznikiem między innymi systemami informatycznymi używanymi w przedsiębiorstwie, upewnić się trzeba, czy jest z nimi kompatybilny. Należy również pamiętać, że ma on dostęp z jednej strony do danych produkcyjnych, a z drugiej może korzystać z łączności za pośrednictwem sieci Internet. W obliczu zagrożeń związanych z cyberatakami, których celem coraz częściej stają się zakłady przemysłowe, sprawdzić też trzeba, w jaki sposób oprogramowanie zostało przed nimi zabezpieczone.
Architektura oprogramowania MES
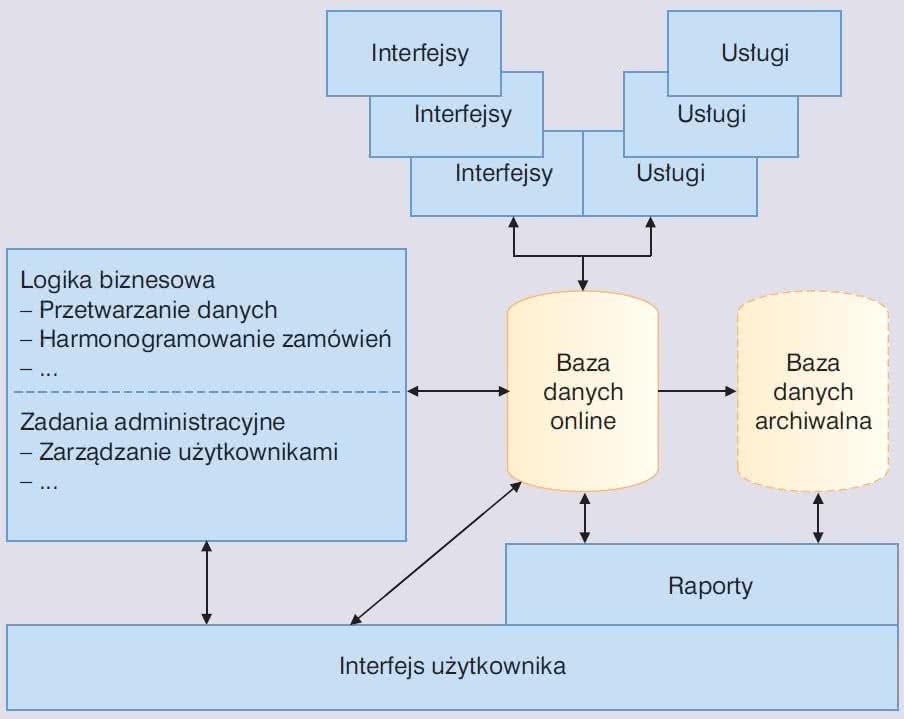
Na rysunku przedstawiono uproszczony model oprogramowania MES - w tej lub podobnej postaci tworzonych jest wiele systemów dostępnych obecnie na rynku. Ich ważną częścią są relacyjne bazy danych. Aby usprawnić zarządzanie dużymi zbiorami informacji, często korzysta się z dwóch baz: online oraz archiwalnej.
Proste operacje na danych wykonywane są w obrębie bazy (procedury składowane), natomiast te bardziej złożone, zarówno z zakresu logiki biznesowej, jak i zadań administracyjnych (na przykład autoryzacji użytkowników), są realizowane w innym module. Za pośrednictwem interfejsów oraz usług system MES komunikuje się z innymi systemami informatycznymi. W modelu oprogramowania do zarządzania produkcją występuje także interfejs użytkownika oraz moduł raportowania.
Uproszczony model oprogramowania MES
|
|