Oferta tytułowej branży jest szeroka i obejmuje napoje alkoholowe, na przykład piwa i wina, i napoje bezalkoholowe, w tym soki owocowe i warzywne, wody mineralne i produkty mleczne, na przykład kefiry i jogurty do picia. Ich produkcja jest złożona i wieloetapowa.
JAK POWSTAJE PIWO?
Pierwszym etapem w przypadku piwa jest zmielenie wysuszonych, skiełkowanych ziaren jęczmienia (słodu). W taki sposób powstaje śrut słodowy, który miesza się z wodą, a potem podgrzewa. Tak przygotowuje się zacier, który następnie poddaje się filtracji. Jej celem jest oddzielenie części stałych, takich jak łuski i zarodki, które nie rozpuściły się w procesie zacierania, od roztworu z rozpuszczalnymi składnikami. Tak powstaje brzeczka.
W kolejnym etapie gotuje się ją z dodatkiem chmielu w kotle warzelnym. Efektami tego procesu są m.in.: rozpuszczenie i przemiana substancji chmielu, odparowanie wody, sterylizacja brzeczki, jej zakwaszenie i zniszczenie enzymów. Później brzeczka trafia do kadzi wirowej. W tym zbiorniku dochodzi do wytrącenia się osadu, który zostaje oddzielony od brzeczki. Ta jest następnie schładzana. Kolejny etap to fermentacja.
W procesie tym drożdże przetwarzają cukry zawarte w brzeczce w etanol i dwutlenek węgla. Następne jest leżakowanie piwa. Później trafia ono do zbiorników, gdzie jest przechowywane przed rozlaniem do kegów, butelek lub puszek. Wcześniej jest jeszcze filtrowane i, typowo, pasteryzowane.
Rozwój browaru dzięki automatyce
 W pewnym browarze sukcesywnie od lat automatyzowano kolejne obszary produkcji. Zakład, który został otwarty w latach 90. ubiegłego wieku, początkowo składał się z warzelni, zbiornika fermentacyjnego i maszyn pakujących, które zostały zakupione okazyjnie od innej fabryki, która właśnie kończyła działalność. Po krótkim czasie, kiedy odnotowano pierwsze zyski, linię produkcyjną rozbudowano o zautomatyzowaną płuczkę do butelek. W pewnym browarze sukcesywnie od lat automatyzowano kolejne obszary produkcji. Zakład, który został otwarty w latach 90. ubiegłego wieku, początkowo składał się z warzelni, zbiornika fermentacyjnego i maszyn pakujących, które zostały zakupione okazyjnie od innej fabryki, która właśnie kończyła działalność. Po krótkim czasie, kiedy odnotowano pierwsze zyski, linię produkcyjną rozbudowano o zautomatyzowaną płuczkę do butelek.
Z czasem, wraz ze wzrostem popytu na piwo tej marki, wydajność i jakość pracy używanych maszyn przestały jednak zaspokajać potrzeby rynku. Na przykład zauważono, że jedna z maszyn pakujących podczas przekładania butelek uszkadza je, powodując mikro pęknięcia na ich denkach. Z tego powodu straty sięgały nawet 30% opakowań. Wraz ze wzrostem wolumenu produkcji liczba uszkodzonych butelek rosła.
Robot zastąpił niesprawną maszynę
W pierwszej kolejności spróbowano problematyczną maszynę naprawić, a później nieco zmodernizować, aby zwiększyć jej wydajność. Działania te przyniosły skutki - udało się ograniczyć straty i zwiększyć produkcję. Niestety kilka miesięcy później, w wyniku zużycia się kluczowych podzespołów, maszyna całkowicie przestała działać.
Właściciele browaru stanęli wówczas przed dylematem, czy ponieść kolejne koszty związane z naprawą urządzenia, które łącznie w ich browarze i fabryce, od której je odkupiono, było już używane przez przeszło dwadzieścia lat, czy zainwestować więcej środków w zakup nowej maszyny. Zdecydowano się na to drugie. Wysłużoną maszynę pakującą postanowiono zastąpić stanowiskiem zrobotyzowanym. Ramię robota podnosiło jednocześnie kilkanaście butelek i wstawiało je do kartonu. Dzięki inwestycji w stanowisko pick-and-place wydajność produkcji udało się zwiększyć prawie dwukrotnie. Odsetek uszkodzonych opakowań spadł natomiast aż dziesięciokrotnie.
Wielopoziomowe przenośniki na linii puszkowania
 Parę lat później podjęto decyzję o rozszerzeniu asortymentu o piwo w puszkach. W tym celu należało uzupełnić zakład o linię puszkowania. Parę lat później podjęto decyzję o rozszerzeniu asortymentu o piwo w puszkach. W tym celu należało uzupełnić zakład o linię puszkowania.
Okazało się to niełatwym przedsięwzięciem, gdyż budynku fabryki, z powodu jego statusu prawnego, nie można było rozbudować. W końcu udało się wygospodarować trochę wolnej przestrzeni. Dla oszczędności miejsca ustawiono tam wielopoziomowe przenośniki.
Proces puszkowania rozpoczynał się od dostarczenia na stanowisko depaletyzacji palet z pustymi puszkami. Następnie pojemniki te były rozładowywane na jeden przenośnik, a puste palety na drugi, którym wracały do magazynu. Puste opakowania były z kolei przewożone na stanowisko płukania i suszenia.
Dwuetapowa kontrola jakości
Tam najpierw puszki grupami odwracano do góry dnem, opłukiwano je, suszono i na powrót ustawiano w pozycji umożliwiającej ich napełnienie. W tym celu na przenośniku transportowano je do nalewarki. Potem puszki trafiały do zamykarki, gdzie były zamykane wieczkiem. Następnie opakowania jeszcze raz spłukiwano.
Kolejnym etapem była kontrola jakości. Puszki ważono, by sprawdzić, czy zawierają jednakową ilość płynu. System inspekcji wizyjnej kontrolował natomiast, czy wieczko jest szczelne. Opakowania, które nie przeszły kontroli jakości pozytywnie, były zrzucane z przenośnika. Pozostałe pakowano po kilka jednocześnie do kartonów. Zadanie to wykonywał robot podobny do tego, jaki był używany na stanowisku pakowania butelek z piwem. Stanowisko puszkowania było przystosowane do pakowania puszek o różnych pojemnościach. System sterowania nim oparty był na sterowniku PLC.
|
JAK WYPRODUKOWAĆ SOK?
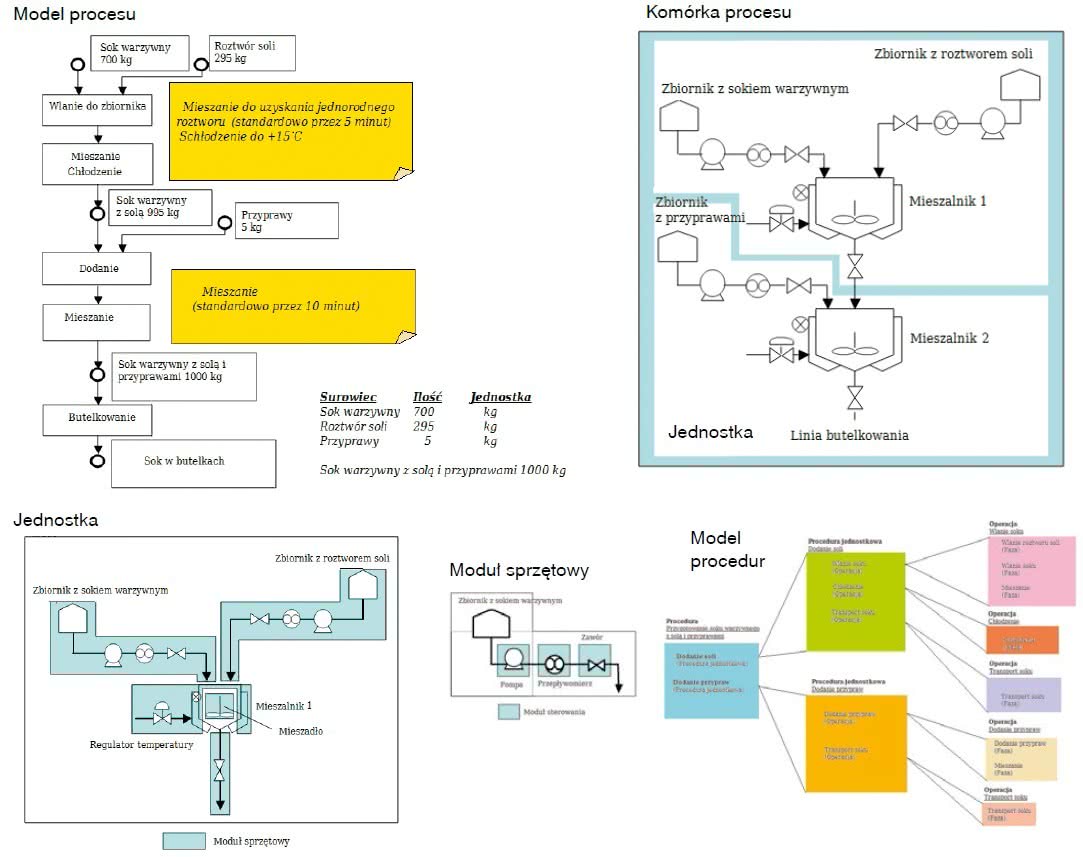
Rys. 1. Przykład zastosowania zaleceń normy ISA- 88 w projektowaniu systemu sterowania procesem wzbogacania soku warzywnego o dodatki smakowe
Sok owocowy przygotowuje się z koncentratu. Jego produkcja rozpoczyna się od przebrania, umycia i obrania owoców, które później rozdrabnia się i zgniata. Powstała miazga poddawana jest depektynizacji. Jej celem jest rozkład związków pektynowych, co ułatwia tłoczenie i poprawia jego wydajność.
Z miazgi tłoczy się sok, kolejnym etapem jest jego dearomatyzacja, która ma na celu pozyskanie kondensatu substancji zapachowych. Przeprowadza się ją w podgrzewaczu, w którym sok jest równocześnie pasteryzowany. Następnie jeszcze raz wykonuje się jego depektynizację.
W dalszej kolejności sok jest klarowany i filtrowany. Potem zagęszcza się go przez odparowanie wody. Przed zmagazynowaniem koncentrat zostaje schłodzony. Aby później móc wyprodukować z niego sok, do koncentratu dodaje się wodę i kondensat zapachowy.
JAK POWSTAJE JOGURT?
Jest to efekt zmieszania sfermentowanego mleka z różnymi dodatkami - na przykład środkami barwiącymi i dodatkami smakowymi. Najpierw przygotowuje się mleko, zmniejszając zawartość tłuszczu i zwiększając zawartość całkowitej suchej masy. Tę pierwszą redukuje się, odwirowując mleko. Wymaganą zawartość suchej masy uzyskuje się, odparowując część wody, dodając skoncentrowane mleko, mleko lub serwatkę w proszku.
W kolejnym kroku do mleka dodawane są stabilizatory. Zwiększają one m.in. lepkość jogurtu oraz zapobiegają oddzielaniu się od niego serwatki. Następnie mleko jest pasteryzowane.
Kolejnym etapem jest homogenizacja, podczas której duże cząstki tłuszczu są rozdrabniane. Poprawia to konsystencję surowca na bardziej jednolitą i zapobiega zbieraniu się tłuszczu na powierzchni.
Homogenizację przeprowadza się metodą wirową albo ciśnieniową. W tej drugiej mleko jest przetłaczane pod dużym ciśnieniem przez małe otworki, których krawędzie rozcinają kulki tłuszczu. W kolejnym kroku mleko jest schładzane.
Następnie dodaje się do niego kultury bakterii. Po zakończeniu fermentacji jogurt schładza się. Przed rozlaniem do pojemników dodaje się do niego wspomniane dodatki. Te smakowe to przeważnie purée owocowe albo kawałki owoców w syropie.
Zarządzenie procesami wsadowymi
 Przykłady oprogramowania Przykłady oprogramowania
Wonderware InBatch
System zarządzania procesami wsadowymi. Najważniejsze cechy oraz funkcje: zgodność ze standardem ISA-88 umożliwia prowadzenie produkcji wsadowej w oparciu o zamodelowane wcześniej procesy i receptury, śledzi wykorzystanie surowców, urządzeń produkcyjnych, tworzy genealogię produkcji, udostępnia wyniki w postaci raportów.
www.astor.com.pl
 C Batch C Batch
System zarządzania procesami wsadowymi. Najważniejsze cechy i funkcje: zgodność ze standardem ISA-88, platforma sprzętowa: sterowniki PAC, tworzenie i zarządzanie recepturami, tworzenie wsadów, kontrola ich wykonania, automatyczne wykonywanie receptur, jednoczesne wykonanie kilku receptur.
www.techsystem-automatyka.pl
|
ZADANIA DO ZAUTOMATYZOWANIA - OBIERANIE I KROJENIE
Przykładami zadań podlegających automatyzacji są te związane z przygotowaniem surowców, z których produkowane są napoje. W tym celu wykorzystywane są maszyny specjalistyczne - na przykład w produkcji soków z owoców i warzyw są to m.in. otrząsacze, płuczki, ocieraczaki, krajalnice i rozdrabniacze.
Główny element otrząsacza to wibrujące sito. Pomiędzy jego pręty, w wyniku podrzucania na przykład owoców, wpadają gałązki i suche liście. Płuczka z kolei zazwyczaj składa się z trzech sekcji: wanny, przenośnika oraz szczotek. Te ostatnie wycierają z mokrych roślin przenoszonych na taśmociągu piach i inne zabrudzenia.
Kolejnym etapem jest zdjęcie skórki. W tym celu używa się ocieraczek, w których owoce lub warzywa przesuwa się na specjalnych rolkach. Docisk od góry, od którego zależy głębokość zdjęcia skórki, można regulować. Niektóre owoce wymagają też użycia odszypułczarki.
Krajalnica składa się natomiast z podajnika, którym surowce dostarczane są do wirnika. Ten przesuwa produkty na zespół tnący. Tam, zależnie od typu krajalnicy oraz potrzeb, są one cięte na plastry, paski albo w inny sposób rozdrabniane.
 Jaka pompa i jaki zawór będą najlepsze? Jaka pompa i jaki zawór będą najlepsze?
Jak w przypadku każdej branży, także w realizacji konkretnych zadań w produkcji napojów, lepiej niż inne sprawdzają się niektóre rodzaje urządzeń. Wybierając pompy, trzeba sprawdzić, czy dany typ pompy nadaje się do transportu produktu o danej konsystencji, gęstości oraz lepkości. Na przykład do transportu cieczy charakteryzujące się dużą lepkością zaleca się pompy membranowe, zwłaszcza z podwójną membraną i pompy zębate.
Do pompowania produktów płynnych z cząstkami stałymi, na przykład jogurtów albo soków z kawałkami owoców, nadają się natomiast pompy krzywkowe. Nie naruszają one bowiem struktury takich składników. W przypadku płynów o małej lepkości najlepiej jest korzystać z pomp odśrodkowych. Jeżeli zaś chodzi o zawory, to na przykład w wypadku cieczy o niskiej i średniej lepkości można zastosować zawory motylkowe. Dla cieczy lepkich i z cząstkami stałymi najlepszym wyborem są zawory kulowe.
|