Sterowanie napędami za pomocą sterowników Fatek
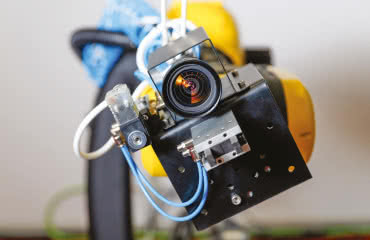
| TechnikaWśród sterowników kompaktowych produkowanych przez firmę Fatek można wyróżnić serie MN i MC, które stosuje się w aplikacjach sterujących serwonapędami lub silnikami krokowymi. Ich funkcje specjalne pozwalają w prosty i szybki sposób skonfigurować napęd, a bardzo dobre parametry techniczne umożliwiają sterowanie z dużymi prędkościami przy jednoczesnym utrzymaniu dużej dokładności.

W artykule zaprezentowane zostały możliwości konfiguracji aplikacji ze sterownikiem i serwonapędami.
Sterowanie serwonapędami może obywać się w trzech trybach pracy: sterowania momentem, prędkością lub pozycją. Najczęściej wykorzystywane jest sterowanie pozycją za pomocą wbudowanego lub zewnętrznego enkodera. Enkodery wbudowane w serwonapęd mają pewne ograniczenia związane np. z liczbą możliwych do zaprogramowania ruchów. Takich ograniczeń nie ma enkoder wbudowany w sterowniki serii MN czy MC firmy Fatek. Pozwala on niemalże dowolnie konfigurować każdą oś oraz modyfikować parametry ruchu, również w czasie jego trwania. Jednocześnie użytkownik korzysta ze wszystkich udogodnień płynących z zastosowania swobodnie programowalnego sterownika PLC, takich jak możliwość podłączenia dodatkowych modułów analogowych lub cyfrowych, komunikacja przy użyciu portów USB, RS-232, RS-485 oraz Ethernet i sterowanie podajnikiem narzędzi. Wszystkie sterowniki produkowane przez firmę Fatek wyposażone są w funkcje do pozycjonowania. Jedynym ograniczeniem jest liczba osi oraz częstotliwość sygnałów wejść i wyjść, która w serii MN może dochodzić do 920kHz. Częstotliwość ta liczona jest niezależnie dla każdej osi.
Większość dostępnych na rynku sterowników PLC ma standardowo wbudowane wyjścia, które mogą pracować z częstotliwością do 20kHz. Poprzez zastosowanie specjalnych modułów rozszerzeń użytkownik może uzyskać częstotliwości rzędu od 100 do 200kHz.
Konfiguracja wejść i wyjść cyfrowych
Konfiguracja sterownika do pracy z napędami polega na odpowiednim ustawieniu wejść i wyjść oraz na określeniu parametrów napędów poszczególnych osi. Sterowniki te mogą wysyłać oraz zliczać impulsy w różnych trybach pracy: A/B, PLS/DIR i innych. Dzięki temu jednostka główna może wysyłać impulsy np. jako Master Enkoder. Dla każdego wejścia i wyjścia tryb pracy może być ustalany indywidualnie. Dopuszczalne tryby przedstawiono na rys. 1.
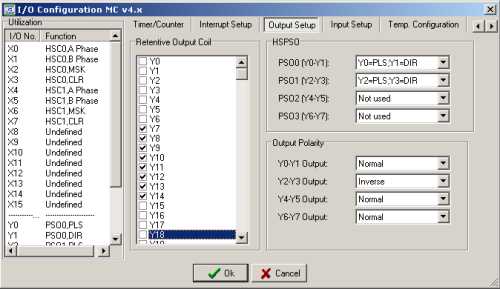
Sterowniki Fatek pozwalają na indywidualne ustalenie podtrzymania wyjść, rejestrów oraz znaczników. Na rys. 2 wyjścia Y7 do Y14 są ustawione jako podtrzymywane po zaniku zasilania. Można również dokonać zmiany polaryzacji wyjść. W czasie konfiguracji należy wybrać osie, które będą sterowane.
Konfiguracja napędów poszczególnych osi
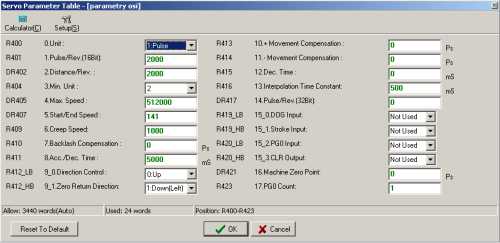
Kolejnym etapem konfiguracji jest ustawienie parametrów poszczególnych napędów. Należy m.in. podać jednostki przesunięcia i prędkości, rozdzielczość napędu, czas przyspieszania i zwalniania, parametr kompensujący luzy, maksymalną prędkość oraz prędkość najazdu na czujnik krańcowy. Deklarowany jest również kierunek obrotów silnika, kierunek wykonywania bazowania osi oraz różne inne ustawienia. Przykładowo programista ustala wejście czujnika krańcowego i punkt zerowy maszyny. Zrzut ekranu z powyższymi parametrami pokazano na rys. 3. Wszystkie parametry przechowywane są w rejestrach sterownika i mogą być zmieniane w czasie jego pracy.
Wykonywanie ruchu
Jednokrotne wywołanie funkcji uruchamiającej napędy pozwala na wykonanie do 250 ruchów. Parametry, takie jak czas przyspieszania i opóźniania mogą być dla każdego z nich ustawiane oddzielnie. Prędkość można modyfikować w trakcie trwania ruchu. Między poszczególnymi ruchami można ustalić przejście łagodne lub z przestojem. Istnieje również możliwość awaryjnego zatrzymania każdego z napędów. Informacje o numerze aktualnie wykonywanego ruchu oraz o innych parametrach związanych z nim są cały czas dostępne w rejestrach sterownika. Kroki nie muszą być wykonywane zgodnie kolejnością ich zadeklarowania. Ustalając wartość specjalnego rejestru można wybrać numer kolejnego kroku. Przykładową tabelę z parametrami poszczególnych ruchów pokazano poniżej.
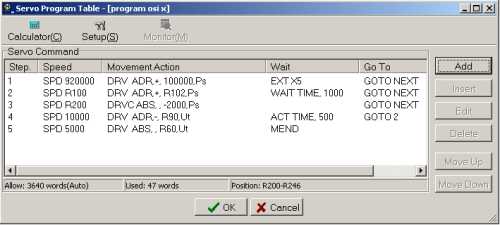
Na rys. 4 w kroku 2 prędkość zostaje określona w 32-bitowym rejestrze R100, ruch jest względny, w kierunku dodatnim, droga jaka zostanie wykonana określona jest w rejestrze R102. Po zakończonym ruchu sterownik czeka 10 sekund i przechodzi do następnego zdeklarowanego kroku.
Dodanie nowego kroku wykonuje się za pomocą okna dialogowego przedstawionego na rys. 5. Użytkownik musi podać m.in. prędkość przesuwu, długość przesunięcia, czas oczekiwania przed skokiem do następnego kroku programu, itd.
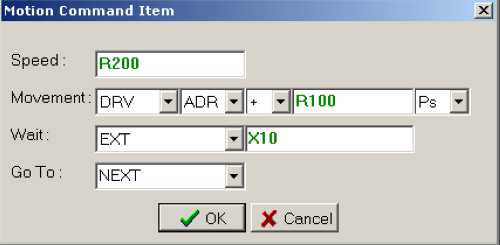
Na rys. 5 prędkość podana w jednostkach wybranych wg tabeli z rys. 3 (Servo Parametr Table) zapisana jest w rejestrze 32-bitowym R200 a droga, jaką ma przebyć zgodnie z tabelą z rys. 3. jest podana w rejestrze R100. Jeśli podczas wykonywania ruchu pojawi się sygnał X10 wówczas aktualnie wykonywany krok zostaje przerwany a sterownik zaczyna realizować krok następny. Istnieje również możliwość określenia stanu, jaki ma wystąpić po lub w trakcie wykonywania ruchu przez napęd.
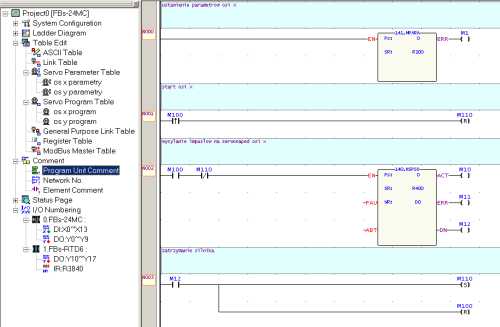
Przemieszczenie i prędkość są parametrami, które mogą być podawane na stałe lub poprzez 32-bitowe rejestry. Omawiane sterowniki obsługują 49 przerwań o 5 poziomach priorytetów. Łatwość tworzenie programów sterujących napędami obrazuje przykład przedstawiony na rys. 6, w którym pokazano gotowy program składający się tylko z dwóch funkcji. Polegają one na konfiguracji osi (MPARA) oraz na wykonaniu do 250 ruchów napędem w funkcji HSPS0.
Nowości w programowaniu NC
Sterowniki Fatek pozwalają na tworzenie różnorodnych rozwiązań, przy czym w praktyce są często stosowane w aplikacjach takich jak cięcie, paletyzacja, pakowanie, przenoszenie i w obróbce numerycznej CNC. W ciągu ostatniego roku firma Fatek wprowadziła do sterowania NC interpolację liniową. W planach jest także wprowadzenie modułu do pozycjonowania z interpolacją kołową. W celu ułatwienia programowania sterownika wprowadzono również kilka sposobów bazowania maszyny. Dostępne jest bazowanie do czujnika krańcowego lub z wykorzystaniem dodatkowego impulsatora. Inna możliwość pozycjonowania związana jest z pracą w trybie analogowym. Sygnałem sterującym wówczas jest np. sygnał ±10VDC określający kierunek oraz prędkość obrotową silnika. Dodatkowo oprócz sygnału analogowego podawanego np. ze sterownika należy zliczać buforowane przez napęd impulsy z enkodera silnika i w zależności od wartości licznika sterować przemieszczeniem.
Slawomir Bydoń
|
Tabele
|