Boeing rozwija systemy służące do pomiarów hałasu samolotów z wykorzystaniem rozwiązań PXI oraz NI LabVIEW
| Prezentacje firmowe ArtykułyDuży hałas generowany przez samoloty w trakcie startu, lądowania i samego lotu to jeden z istotnych problemów transportu lotniczego. Firma Boeing w ramach projektu Quiet Technology Demonstrator 2 (QTD2) przeprowadziła testy nowych rozwiązań technologicznych mających na celu zredukowanie poziomu natężenia dźwięków przy przelotach produkowanych przez nią samolotów. Wykorzystano tutaj kontrolery i moduły PXI firmy National Instruments, urządzenia do analizy sygnałów dynamicznych oraz oprogramowanie LabVIEW, z użyciem których opracowano skalowalny, rozproszony system do pomiarów i akwizycji danych.

W celu określenia korzyści z wprowadzanych w samolotach zmian mających na celu ich wyciszenie konieczne było zbudowanie precyzyjnego i jednocześnie skalowalnego systemu pomiarowego. Składał się on z szeregu mikrofonów pracujących w technologii Phased Array. Konieczne było też utworzenie systemu akwizycji danych mogącego obsłużyć do tysiąca kanałów pomiarowych, przy zachowaniu ich ścisłej synchronizacji i odpowiednich zależności fazowych. O jego budowie i wykorzystaniu opowiadają twórcy aplikacji zatrudnieni w firmie Boeing.
WYKORZYSTANA METODA POMIAROWA
Omawiane testy, będące elementem projektu mającego na celu opracowanie rozwiązań zmniejszających hałas generowany przez samoloty, odbywały się w jednostce testowej firmy w Glasgow (USA). Wykorzystaliśmy matrycę mikrofonów do pomiarów hałasu, następnie sygnały te były przetwarzane cyfrowo i wizualizowane w postaci obrazów generowanego hałasu. Zawierały one rozkład głośności dla różnych częstotliwości akustycznych. Poprzez nakładanie wirtualnych obrazów rozkładu i poziomu dźwięku na zdjęcia samolotu możliwa było łatwa ocena działania zastosowanych technologii redukcji hałasu, zidentyfikowanie innych możliwości jego zmniejszania, a także rozróżnienia pomiędzy hałasem generowanym przez silniki a korpus samego samolotu. Wykorzystując narzędzia firmy National Instruments, mogliśmy zweryfikować szereg sposobów redukcji hałasu, w tym te, obejmujące modyfikacje wylotów silników, akustyczne wygłuszenie ich kanałów wlotowych, a także zastosowanie aerodynamicznych owiewek montowanych na głównym podwoziu.
OGRANICZENIA POPRZEDNIO WYKORZYSTYWANEGO SYSTEMU

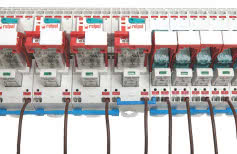
Fot. 1. Układ mikrofonów użytych w pomiarach
Podczas pierwszego etapu projektu QTD, który odbywał się w 2001 roku, utworzyliśmy system testowy bazujący na standardzie VXI. Cechował się on, w stosunku do później opracowanego, mniejszą liczbą kanałów pomiarowych i szerokością pasma. System ten wymagał również zastosowania architektury scentralizowanej, wymagającej umieszczenia w jednej lokalizacji wszystkich modułów VXI, tak aby możliwa była ich odpowiednia synchronizacja. Skutkiem tego konieczne było zastosowanie długich kabli pomiędzy mikrofonami a urządzeniami do akwizycji danych - na 100 kanałów pomiarowych zużyliśmy około 17 kilometrów przewodów!
Oprócz ograniczeń związanych z liczbą kanałów pomiarowych i samą architekturą systemu, problemem okazały się opóźnienia w synchronizacji modułów wchodzących w skład różnych chassis VXI, a także dosyć duże koszty kanału pomiarowego i długi czas, konieczne do późniejszego pobierania danych. Z tych powodów w drugiej fazie projektu (QTD2) postanowiliśmy zaprojektować nowy system, który byłby pozbawiony wymienionych wad.
ROZWIĄZANIE OPARTE NA PXI
Elastyczność zastosowań i modułowość urządzeń w standardzie PXI umożliwiły utworzenie skalowalnego systemu o praktycznie nieskończonej liczbie kanałów pomiarowych. Dodatkowo, z wykorzystaniem z kart do synchronizacji zegarów, możliwe było umieszczenie modułów akwizycji danych tuż przy mikrofonach, co pozwoliło na zredukowanie zastosowanego okablowania o blisko 80%, zachowując synchronizację fazową pomiędzy kanałami poniżej jednego stopnia.
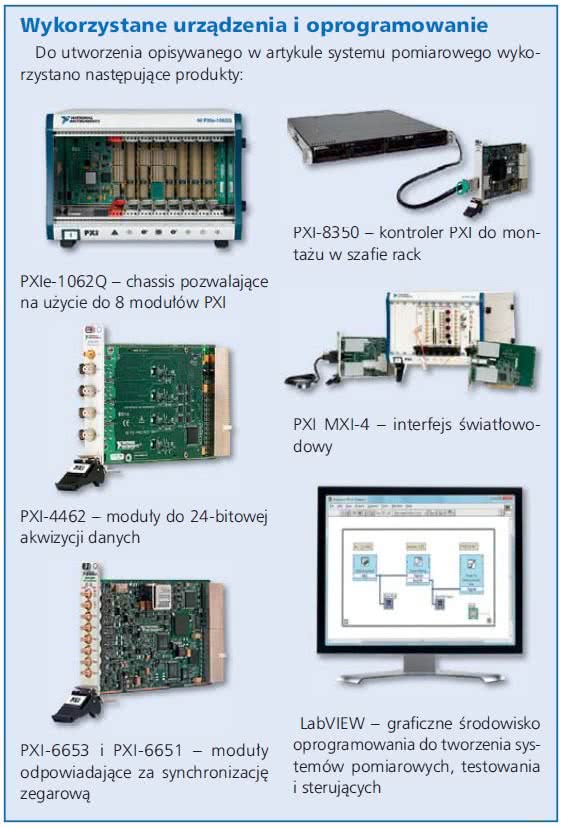
Do akwizycji danych wykorzystane zostały moduły NI PXI-4462, które zapewniają przepustowość na poziomie do 204,8 kS/s. Wykorzystaliśmy osiem obudów (chassis) PXI, z których każda zawierała moduły PXI-4462, interfejs światłowodowy PXI MXI-4 oraz karty do synchronizacji i dystrybucji sygnału zegarowego. Z wykorzystaniem tych ostatnich przesyłany był sygnał zegarowy i wyzwalający pomiary do każdego elementu systemu.
Każda obudowa połączona była z wykorzystaniem karty PXI z interfejsem światłowodowym MXI-4 z kontrolerem NI PXI-8350. Ten ostatni jest serwerem i pracuje pod kontrolą systemu Windows XP oraz wykorzystuje oprogramowanie NI LabVIEW. Dzięki użyciu do ich komunikacji połączenia światłowodowego możliwe było bezproblemowe oddzielenie tych dwóch elementów o 200 metrów od siebie. Z kolei kontroler połączony został z wykorzystaniem interfejsu Gigabit Ethernet do jednego komputera nadzorującego pracę systemu, co przyspieszyło późniejsze przetwarzanie i analizę danych. Wykorzystując rozproszoną architekturę i zwiększoną wydajność systemu, zredukowaliśmy koszt wdrożenia przypadający na jeden kanał o ponad 50% w porównaniu z wcześniej wykorzystywanym rozwiązaniem.
POMIARY PRZELOTOWE Z WYKORZYSTANIEM METODY PHASED ARRAY
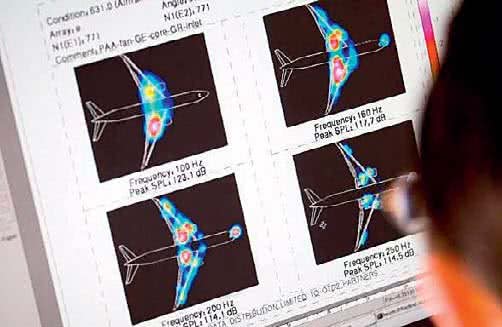
Fot. 2. Przykład wizualizacji hałasu różnych częstotliwości
Stanowisko testowe wyposażone zostało w ponad 600 znajdujących się na ziemi mikrofonów, które ułożone zostały w spiralny wzór przy końcu pasa startowego. Tak wykonana matryca zajmowała obszar 75 na 90 metrów. System mierzył dźwięk generowany przez przelatującego Boeinga 777-300ER, przy czym dane pomiarowe natychmiast transmitowane były do systemu akwizycji danych w celu utworzenia „obrazu dźwiękowego” samolotu. Klaster komputerów przetwarzających dane połączony był z głównym komputerem systemu z wykorzystaniem sieci Gigabit Ethernet i przetwarzał dane pomiarowe w czasie rzeczywistym.
Podczas typowego cyklu testowego samolot przelatywał nad zestawem mikrofonów co sześć minut. W tym czasie system musiał przetworzyć wcześniej zarejestrowane dane i pozostawać w gotowości do akwizycji kolejnych. Podczas całej sekwencji testowej przeprowadzone zostało ponad 300 pomiarów i zarejestrowanych dla 78 minut przelotów. Uzyskaliśmy w ten sposób sumarycznie ponad 1TB danych.
ARCHITEKTURA SPRZĘTOWA SYSTEMU
Aby móc utworzyć system, dla którego wymogiem była skalowalność do tysiąca kanałów pomiarowych, wykorzystano rozwiązanie firmy National Instruments składające się z szeregu kontrolerów typu PC-based i urządzeń w standardzie PXI. Urządzenie pełniące rolę mastera PXI odpowiada za kontrolę synchronizacji czasowej i wyzwalania pomiarów przez urządzenia typu slave, kontroluje również lokalną akwizycję danych oraz zapis danych na dysk. Istnieje również komputer nadzorujący pracę i konfi- gurację systemów PXI, zapewniający odpowiedni interfejs do ich ustawiania i kontroli, a także przejmujący dane przesyłane z każdego urządzenia PXI.
Do zdalnej kontroli omawianych urządzeń wykorzystano kontroler PXI-8350. Jest on przeznaczony do montażu w szafie rack (1U) i zawiera moduł do komunikacji światłowodowej w standardzie MXI. Dzięki temu możliwe było zapewnienie łatwej komunikacji ze zdalnymi urządzeniami akwizycji danych, które ulokowane były w klastrach wraz z mikrofonami i oddalone od głównego modułu o około 200 metrów. Elementem omawianego system była również macierz RAID 0 wykonana z wykorzystaniem komercyjne dostępnych dysków SATA. Zainstalowane one były w module PXI-8350, co pozwoliło na bezpośredni zapis strumienia danych uzyskanego przy pełnej częstotliwości próbkowania. Tak wykonany system cechował się dużą skalowalnością - zarówno jeżeli zachodziłaby potrzeba uzyskania większej liczby kanałów, jak też możliwością podziału na układy dla aplikacji o niższych wymogach co do liczby kanałów wejściowych.
WYKORZYSTANE OPROGRAMOWANIE
Ważnym elementem omawianego systemu było oprogramowanie, które w pełni bazowało na wykorzystaniu LabVIEW. Jego użycie umożliwiło skorzystanie lub łatwą adaptację modułów programowych już opracowanych przez innych inżynierów firmy Boeing oraz użytkowników portalu firmy National Instruments. Zgodnie z naszą oceną czas tworzenia systemu, biorąc nawet pod uwagę konieczność nauki obsługi LabVIEW, wyniósł poniżej sześciu miesięcy, przy czym dotyczy to opracowania kompletnej aplikacji przez jednego inżyniera.
Wykorzystanie omawianego oprogramowania w połączeniu z modułowymi układami PXI zapewniło pełną skalowalność systemu. Przykładem jest konieczność dodania 128 kanałów pomiarowych, która wystąpiła w trakcie tworzenia aplikacji. Wcześniej wykorzystywanych było 320 kanałów, co rozszerzyliśmy do 448, przy czym cała zmiana zajęła około dwóch godzin! Konieczne było jedynie fi- zyczne dodanie modułów wejściowych i wykonanie modyfikacji w pliku konfiguracyjnym systemu.
SYNCHRONIZACJA CZASOWA I WYZWALANIE
W celu synchronizacji czasowej urządzeń i ich wyzwalania wykorzystaliśmy moduły NI PXI-665x. Zapewniają one precyzyjną synchronizację pracy modułów zainstalowanych w obrębie jednej obudowy (chassis), jak również wielu różnych, zdalnie zainstalowanych podzespołów. Wspólne wykorzystanie modułów NI PXI-6653 jako master oraz NI PXI-6651 jako slave pozwoliło na sterowanie wszystkimi obudowami PXI z wykorzystaniem jednego sygnału zegarowego. Transmitowany był on na odległość do 200 metrów, zapewniając precyzyjną synchronizację pracy urządzeń i dynamiczną akwizycję sygnałów. Wykorzystując opisywaną architekturę można było zsynchronizować pracę 448 kanałów pomiarowych w ośmiu obudowach z dokładnością co do jednego stopnia, przy pracy z częstotliwością 93kHz.
DYNAMICZNA AKWIZYCJA SYGNAŁÓW
 Tworząc system również z myślą o jego przyszłych zastosowaniach, wiedzieliśmy, że jego elementy powinny umożliwić tworzenie rozwiązań pozwalających na pomiary w aplikacjach wykorzystujących zarówno rzeczywiste samoloty, jak i ich modele w tunelach powietrznych. Wymogiem było również opracowanie rozwiązania cechującego się wyższą częstotliwością próbkowania i większym zakresem pracy niż poprzednio wykonany przez nas system. Wymogi te spełnił opisywany układ bazujący na modułach akwizycji sygnałów dynamicznych PXI-4462, każdy z czteroma jednocześnie próbkowanymi kanałami i pasmem 93kHz.
Tworząc system również z myślą o jego przyszłych zastosowaniach, wiedzieliśmy, że jego elementy powinny umożliwić tworzenie rozwiązań pozwalających na pomiary w aplikacjach wykorzystujących zarówno rzeczywiste samoloty, jak i ich modele w tunelach powietrznych. Wymogiem było również opracowanie rozwiązania cechującego się wyższą częstotliwością próbkowania i większym zakresem pracy niż poprzednio wykonany przez nas system. Wymogi te spełnił opisywany układ bazujący na modułach akwizycji sygnałów dynamicznych PXI-4462, każdy z czteroma jednocześnie próbkowanymi kanałami i pasmem 93kHz.
W przypadku testów rzeczywistych samolotów nie są wymagane typowo częstotliwości próbkowania większe niż 11,2kHz, natomiast wyższe częstotliwości są niezbędne dla modeli w tunelu powietrznym (modele takie wykonywane są w skali 1:20). Omawiane moduły zawierają przetworniki A/D typu sigma-delta, które pozwalają na pomiary sygnałów nawet o wartości 1,25μV. Moduły PXI-4462 zawierają zintegrowane, piezoelektryczne źródła prądowe, co pozwoliło na trzydziestokrotną redukcję kosztów i znaczne zmniejszenie złożoności niektórych aplikacji przetwornikowych.
Podsumowując - z wykorzystaniem oprogramowania i urządzeń National Instruments możliwe było wdrożenie wydajnego, a jednocześnie charakteryzującego się niskimi kosztami systemu, który umożliwił akwizycję sygnałów z układów rozproszonych, a także precyzyjną synchronizację działania wykorzystanych modułów. Dodatkowo zapewnił on możliwość stworzenia rozwiązania o dużej liczbie kanałów wejściowych, cechując się równocześnie dużym pasmem pomiarowym, a także możliwością nieskończonej skalowalności. Skutkiem tego nastąpiło nie tylko zwiększenie możliwości aplikacji, ale też pięciokrotne zredukowanie ilości wymaganego okablowania i okołotrzydziestokrotne zmniejszenie kosztu podzespołów zastosowanych w omawianej aplikacji.
James Underbrink
Boeing Aero/Noise/
Propulsion Laboratory
james.r.underbrink@boeing.com