Systemy wizyjne w robotach Fanuc Robotics
| Prezentacje firmowe ArtykułyOd blisko 30 lat systemy zrobotyzowane rozwijane są tak, aby ich funkcjonalność pozwalała na zautomatyzowanie procesów produkcji w jak największym stopniu. Niezbędne są do tego tzw. „funkcje inteligentne”, w które coraz częściej wyposażane są roboty przemysłowe. Stanowiska zrobotyzowane przestają być rozwiązaniem wyłącznie dla produkcji masowej, wieloseryjnej, a zaczynają pojawiać się w aplikacjach, gdzie powtarzalność detali i ich położenie są coraz bardziej różnorodne. Wszystko to możliwe jest dzięki systemom wizyjnym, które zaczynają być popularne i powszechne w różnorodnych gałęziach przemysłu. Firma Fanuc Robotics, jako wiodący producent robotów przemysłowych na rynku, od wielu lat oferuje klientom rozwiązania pozwalające na identyfikowanie detali w przestrzeni pracy robota. Służą temu różnorodne systemy, mające jeden wspólny cel – uczynić roboty bardziej inteligentnymi.


Rysunek 1
Kontrolery robotów Fanuc R30iA zawierają zintegrowany system wizyjny, eliminujący konieczność rozbudowy sterowania o kolejne elementy. Poprzez całkowitą integrację systemu wizyjnego ze sterownikiem robota, system może pracować w różnorodnym środowisku bez potrzeby wyposażania go w dodatkowe układy chłodzenia czy ochrony (np. przed pyłem).
System jest w całości produktem Fanuc Robotics. Upraszcza konserwację i serwis stanowiska zrobotyzowanego, gdyż zarówno nad robotem, jak i systemem wizyjnym opiekę sprawuje Fanuc Robotics. Znika problem sterowania kamery i jej komunikacji z robotem. System wizyjny, w jaki standardowo wyposażone są kontrolery R30iA, nosi ogólną nazwę iRVision (Integrated Robot Vision). W rodzinie rozwiązań iRVision możemy wyróżnić następujące grupy:
- iRVision 2DV,
- iRVision 2 ½ D,
- iRVision 3D Compensation,
- iRVision 3DL.
DWA WYMIARY, WIELE MOŻLIWOŚCI
Rysunek 2
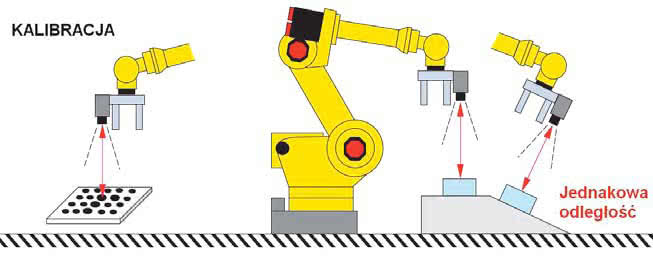
Najczęściej spotykanym w aplikacjach rozwiązaniem, które wykorzystuje obraz do przetwarzania informacji z otoczenia, jest iRVision 2DV, czyli system z kamerą 2D. Kamera może być montowana niezależnie (na stałe) lub na robocie (rys. 1). Głównym zadaniem tak stworzonego systemu jest odnalezienie wcześniej nauczonego wzorca, a następnie przekazanie do robota informacji o położeniu części.
Nie jest to jedyna możliwość, gdyż system jest w stanie dostarczyć nam wielu dodatkowych informacji o parametrach odnalezionych detali. Konfiguracja i uczenie robota jest prostą procedurą, która nie wymaga dodatkowego oprogramowania. Całość konfiguracji odbywa się z poziomu komputera osobistego poprzez port Ethernet.
System 2D udostępnia użytkownikowi całą gamę funkcjonalności, poprzez różnorodne procesy wizyjne, jakie można przy jego pomocy tworzyć. Dzięki możliwości montażu kamery na robocie można wyszukiwać części w różnych miejscach przestrzeni roboczej, bez konieczności przeliczania pozycji i ułożenia robota.
Rysunek 3
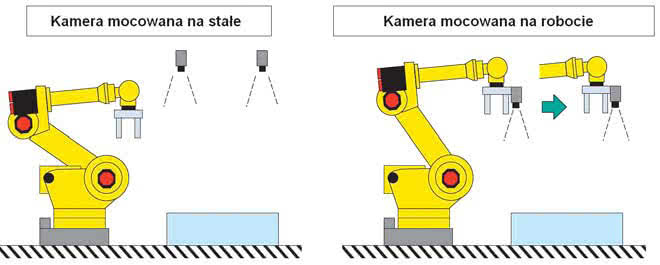
System wizyjny przeprowadza kalkulacje położenia robota i obrazu z kamery, dzięki czemu oszczędzamy czas na skomplikowanym programowaniu i zyskujemy maksymalny obszar pracy kamery (rys. 2). Montaż kamery na robocie daje także inne możliwości w przypadku, gdy operacje dokonywane na wielkogabarytowych elementach (palety) i przy spawaniu dużych elementów.
Złożenie off setów z kilku ujęć daje bardzo dokładny pomiar, który w przypadku dużych detali ciężko osiągnąć w łatwy i tani sposób. Gdy wymagana jest duża wydajność stanowiska, poszczególne ujęcia można wykonywać kilkoma kamerami. Większa ilość kamer nie stanowi problemu w przypadku użycia najnowszego kontrolera R30iA. Obsługuje on do 8 kamer, a po rozszerzeniu systemu nawet 40 (rys. 3).
2 ½D – TRZECI WYMIAR W DWÓCH WYMIARACH
Rysunek 4
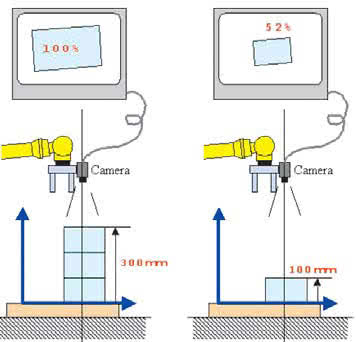
Systemy 2D dają informację zwrotną o przesunięciu zlokalizowanej części jedynie w kierunkach X, Y oraz obrocie wokół osi Z. Nie jest to jednak wystarczające do pobierania detali znajdujących się na różnych poziomach względem robota i kamery. W tym celu firma Fanuc zaimplementowała system 2 ½ D, pozwalający na estymację odległości na podstawie zdjęcia wykonanego w klasyczny sposób. Najważniejszą korzyścią takiego rozwiązania jest brak konieczności stosowania dodatkowych czujników w celu wykrywania poziomu warstwy do pobierania (rys. 4).
3DL LASER = TRZECI WYMIAR
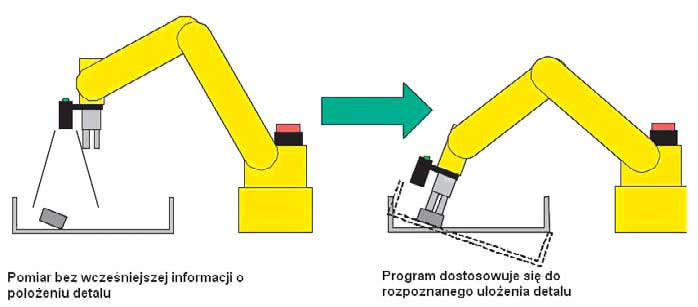
Proces iRVision 3DL używa sensora laserowego do pomiarów w trzech wymiarach oraz kamery 2D do zgrubnego odnajdywania detali. Sensor dokonuje pomiaru pozycji detalu, po czym realizowana jest modyfi- kacja programu robota w odniesieniu do wyników pomiaru. Użycie funkcji iRVision 3DL z czujnikiem laserowym może w ogromnym stopniu wpłynąć na redukcję mocowań części, które są standardowo używane do niwelowania odchyłek w pozycjonowaniu detalu.
Zastosowanie tego systemu może wyeliminować koszty wytworzenia adapterów do gniazd dla poszczególnych modelów elementów, poprzez co uzyskujemy tańszy, bardziej elastyczny system z mniejszą ilością osprzętu peryferyjnego. Co za tym idzie, nasz system nie potrzebuje przezbrojeń w przypadku zmiany produkcji.
Rysunek 5
Powyższe zastosowanie może być realizowane w dwojaki sposób. Ze względu na charakter procesu elementy poszukiwane mogą leżeć w dowolnej pozycji w obszarze pracy robota. Na podstawie pomiaru, robot otrzymuje informacje o położeniu (pozycja X, Y, Z i obroty W, P, R) i modyfikuje program TCP tak, aby dostosować położenie chwytaka (rys. 4).
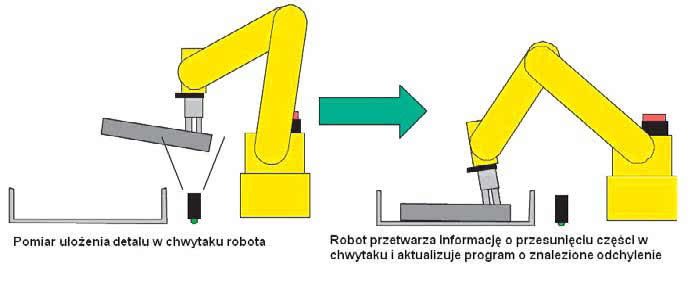
Rozwinięciem tego typu rozwiązania jest kompensacja odchylenia detalu na chwytaku, np. m momencie pobierania detalu z kosza z elementami. Tego typu aplikacje są szczególnie popularne w miejscach, gdzie potrzebujemy bardzo dokładnego pozycjonowania części w chwytaku, a robot ma służyć jako pozycjoner.
Kompensacja odchylenia jest też pożądana w momencie, gdy robot ma umieścić detal w maszynie do dalszej obróbki. Przy pomocy sensora laserowego 3DL rozpoznawane jest dokładne odchylenie od oryginalnej pozycji detalu w chwytaku. Na tej podstawie kompensowana jest różnica.
VISION SHIFT
Rysunek 6
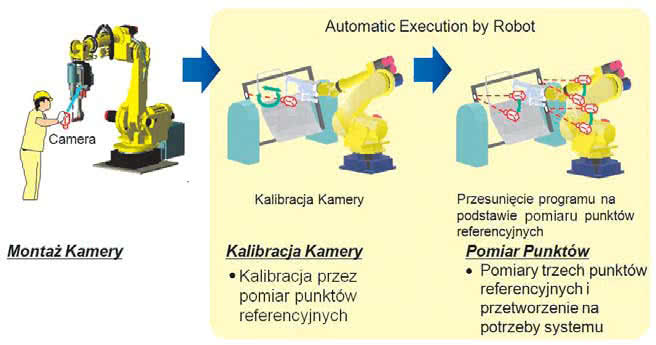
Rozwiązaniem, które łączy ze sobą różne funkcje inteligentne, w jakie wyposażone są kontrolery R30iA robotów Fanuc Robotics, jest opcja iRVision VisionShift . Funkcja ta jest pomocna podczas programowania systemów przeznaczonych do spawania łukowego lub zgrzewania punktowego w celu kompensowania rozbieżności pomiędzy konfiguracją pokazywaną w programach off- line (Roboguide) i konfiguracją rzeczywistą.
Funkcja przesunięcia trajektorii wykorzystuje możliwość trójwymiarowego pozycjonowania kamery wizyjnej w celu dokonania pomiaru rozbieżności, a następnie automatycznej kalibracji programu robota.
- Daje możliwość automatycznego ustawienia punktów centralnych narzędzia (TCP) oraz uchwytu spawalniczego, który uprzednio był programowany ręcznie (TCP Setting).
- W trakcie pracy funkcja mierzy i kalibruje programy robota z duża precyzją w pomiarze bezkontaktowym (w przeciągu 30 minut) zamiast spędzenia wielu godzin na ręcznym dopracowywaniu trajektorii. Pozwala to na znaczną redukcję całkowitego czasu konfiguracji (Vision Frame Setting).
- Istnieje możliwość zastosowania funkcji do ustawiania koordynacji ruchu 2-4 robotów sterowanych z jednego kontrolera, pracujących w jednej celi spawającej (Coordinated Pair Setting).
- Dostępna jest funkcja pozwalająca na wykonanie masteringu za pomocą systemu wizyjnego, stosowana do uzyskania dużej powtarzalności trajektorii po zmianie np. serwonapędów (Vision Mastering).
Rysunek 7
Systemy wizyjne wprowadzają nowe standardy dla robotów przemysłowych i otwierają nowe, do tej pory niedostępne obszary zastosowań. Fragmenty linii produkcyjnych, czy też całe aplikacje do niedawna obsługiwane przez człowieka, ze względu na zmienność produktów i brak pozycjonowania elementów, mogą być teraz automatyzowane. Zastosowanie inteligentnych opcji robotów Fanuc daje możliwość implementacji niezawodnych, odpornych i łatwych w obsłudze systemów, które przynoszą użytkownikowi długofalowe korzyści.
Grzegorz Karczewski
Fanuc Robotics Polska