Napisy wprost na obiekt znakowania nanosi się różnymi metodami. Są one przykładowo wybijane w całości od razu albo wytłaczane znak po znaku. Pierwsza technika jest szybsza, jednak wymaga użycia większej siły. Z tego powodu nie można w ten sposób znakować powierzchni podatnych na uszkodzenie.
Ograniczeniem obu metod jest czas wymagany do wymiany stempli. Oprócz tego nie powinno się tak znakować oddzielnych elementów, przed ich złożeniem. Gotowe wyroby pod wpływem nacisku mogą się bowiem rozpaść. Wybite i wytłoczone symbole są trwałe, a w razie starcia łatwo można je odtworzyć.
ZNAKOWANIE IGŁĄ, ŻŁOBIENIE, TRAWIENIE I DRUKOWANIE
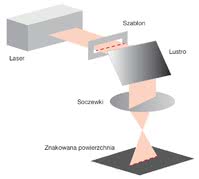
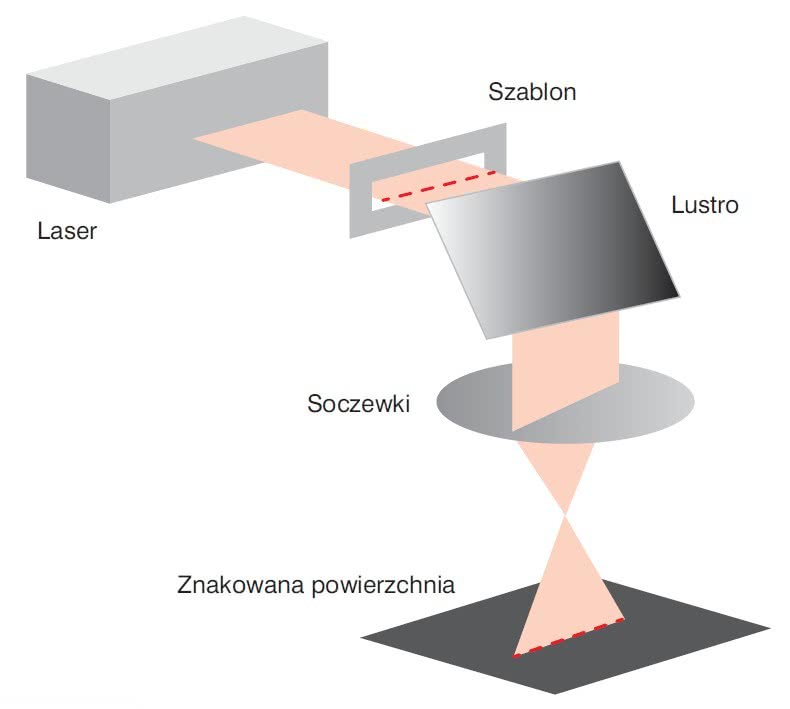
Rys. 1. Znakowarka laserowe typu mask marking
W metodzie mikropunktowej (mikroudarowej) napis powstaje przez połączenie mikrootworków, które są wybijane przez igłę z diamentową końcówką. Jej zaletą jest łatwość modyfikacji wzoru i możliwość zmiany głębokości znaków. Ponadto nacisk wywierany przez igłę przy wykonywaniu pojedynczego otworka jest słabszy niż w czasie wybijania całego napisu od razu. Dzięki temu mikropunktowo można znakować detale o delikatnej strukturze.
Wybijanie, wytłaczanie oraz metodę mikroudarową łączy to, że na trwale zmieniają strukturę znaczonej powierzchni. Inaczej jest podczas żłobienia. Napisy nanosi się w tym wypadku za pomocą rylca, którym usuwa się wierzchnią warstwę materiału. Podobnie jak uderzenia igłą, żłobienie jest mniej inwazyjne niż wybijanie oraz wytłaczanie. Niestety, napisy wykonane tą techniką łatwo ulegają zatarciu i trudno je odtworzyć.
Symbole można również wytrawić. W ten sposób wykonuje się napisy trwałe i dobrej jakości, szybko i tanio, bez deformacji i osłabienia struktury elementu. Ograniczeniem jest możliwość znakowania wyłącznie materiałów przewodzących prąd elektryczny. Te, które pokrywane są powłokami nieprzewodzącymi, trzeba wytrawiać, odpowiednio głęboko, przed nałożeniem tej warstwy.
Najmniej inwazyjną metodą jest druk CIJ (Continous Ink-Jet). Zasada pracy znakowarek tego rodzaju jest prosta. Część kropli ze strumienia wyrzucanego z dużą prędkością z dyszy zostaje naładowana elektrostatycznie. Pozwala to, odchylając je w polu elektrycznym, nakierować na produkt tak, aby uformowały zadany wzór. Niewykorzystany tusz jest zasysany do zasobnika. Zaletą tej techniki jest szybkość, natomiast głównym ograniczeniem rozmiar wzorów. Większe drukuje się wolniej.
Jakie lasery są częścią znakowarek?
 Najczęściej do utrwalania napisów używane są lasery neodymowe Nd:YAG oraz gazowe CO2. Te pierwsze emitują promieniowanie w zakresie bliskiej podczerwieni (1,064 µm), natomiast drugie - o długości fali 10,64 nm. Lasery neodymowe mają szersze zastosowanie, ponieważ promieniowanie przez nie emitowane jest absorbowane przez więcej materiałów. Lasery gazowe CO2 są natomiast tańsze. Najczęściej do utrwalania napisów używane są lasery neodymowe Nd:YAG oraz gazowe CO2. Te pierwsze emitują promieniowanie w zakresie bliskiej podczerwieni (1,064 µm), natomiast drugie - o długości fali 10,64 nm. Lasery neodymowe mają szersze zastosowanie, ponieważ promieniowanie przez nie emitowane jest absorbowane przez więcej materiałów. Lasery gazowe CO2 są natomiast tańsze.
W nanoszeniu napisów zastosowanie znalazły też lasery ekscymerowe. Ich zaletą, w porównaniu do pozostałych, jest największa rozdzielczość znakowania. Niestety są rzadko stosowane ze względu na małą wydajność i duży koszt
|
ZNAKOWANIE LASEREM
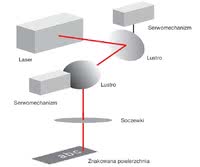
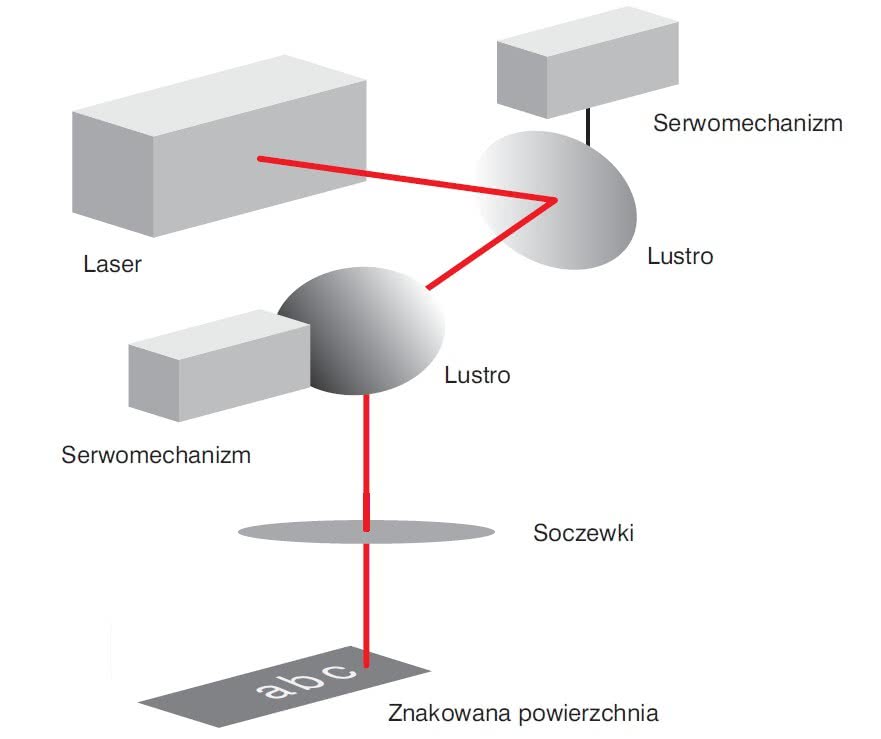
Rys. 2. Znakowarka wektorowa
W znakowaniu zastosowanie znalazły też lasery. Przy użyciu znakowarek tego typu wykonuje się napisy trwałe i dobrej jakości. Do zalet tych urządzeń zalicza się także wysoką wydajność, łatwość znakowania powierzchni o nieregularnych kształtach oraz elementów złożonych w gotowy produkt (metoda bezkontaktowa), czystość obróbki, powtarzalność, szybkość i łatwość automatyzacji. Dalej przedstawiamy mechanizmy nanoszenia symboli przy użyciu tych urządzeń i popularne konstrukcje znakowarek laserowych.
Pod wpływem promieniowania laserowego w znakowanym materiale zachodzą różne zjawiska. Jednym z nich jest odparowanie. Jego stopień zależy od tego, jak silnie dany materiał absorbuje promieniowanie o danej długości fali. Na przykład niektóre rodzaje szkła i materiały organiczne całkowicie pochłaniają promieniowanie o długości fali 10,6 µm.
Metale cechuje natomiast dość silna absorpcja promieniowania o długości fali 1,06 µm. Niektóre metale oraz szkła z kolei pod wpływem promieniowania podczerwonego ulegają stopieniu. Materiał może także zmienić kolor. Jest to zazwyczaj wynikiem reakcji fotochemicznej albo reakcji zachodzącej w wyniku działania wysokiej temperatury. Przykładem tego drugiego jest zmiana koloru PVC z szarego na czerwonobrązowy w miejscu naświetlenia go laserem gazowym CO2.
Wyróżnia się dwa rodzaje znakowarek laserowych. W pierwszych (mask marking) na obiekt pada wiązka lasera, która przeszła przez szablon ze wzorem do utrwalenia (rys. 1). W drugich (vector marking) wiązka jest nakierowywana przez lustra (rys. 2). Ich nachylenie jest zmieniane przez oprogramowanie przetwarzające napis. W znakowarkach pierwszego typu zwykle używane są lasery impulsowe, natomiast w drugich - te o działaniu ciągłym.
Technika mask marking jest szybsza. Najlepiej metoda ta sprawdza się w produkcji wielkoseryjnej, kiedy nanoszony napis jest rzadko zmieniany. Dzięki temu, że w znakowarkach wektorowych wzór można modyfikować w oprogramowaniu, zmiana symbolu do utrwalenia jest prostsza i szybsza niż w przypadku metody mask marking, która wymaga wykonania szablonu. Znakowarki wektorowe są jednak z reguły droższe.
Jak się sprawdza jakość kodów kreskowych?
 To, że dany kod kreskowy zostanie odczytany przez jeden skaner, nie gwarantuje, że w innych czytnikach nie wystąpią problemy z jego odkodowaniem. Dlatego jakość kodów kreskowych sprawdza się korzystając z metod bardziej uniwersalnych: inspekcji wizyjnej albo specjalnych urządzeń, tzw. weryfikatorów kodów kreskowych. To, że dany kod kreskowy zostanie odczytany przez jeden skaner, nie gwarantuje, że w innych czytnikach nie wystąpią problemy z jego odkodowaniem. Dlatego jakość kodów kreskowych sprawdza się korzystając z metod bardziej uniwersalnych: inspekcji wizyjnej albo specjalnych urządzeń, tzw. weryfikatorów kodów kreskowych.
Metodę sprawdzania poprawności oznaczeń zestandaryzowano m.in. w dokumencie PN-EN ISO/IEC 15416 pt. Technologia informatyczna. Techniki automatycznej identyfikacji i gromadzenia danych. Wymagania techniczne dotyczące badania jakości wydruku kodów kreskowych. Symbole liniowe. Jakość kodu kreskowego jest zgodnie z nim weryfikowana przez analizę jego kilku parametrów.
Każdy z nich otrzymuje ocenę. Ta ostateczna, charakteryzująca cały kod, odpowiada najgorszej z ocen uzyskanych dla każdego z parametrów. Te ostatnie to m.in.: kontrast symbolu, tj. różnica między najwyższą a najniższą wartością współczynnika odbicia światła zmierzoną w symbolu włącznie z jasnymi marginesami z lewej oraz z prawej strony kodu, minimalny współczynnik odbicia światła, minimalny kontrast krawędzi - najmniejsza różnica współczynnika odbicia światła między sąsiadującymi kreską i spacją, modulacja, tj. wynik ilorazu wartości minimalnego kontrastu krawędzi i kontrastu symbolu.
Analizuje się również defekty, tzn. plamki tuszu w przerwach pomiędzy kreskami i na marginesach oraz przerwy na kreskach kodu. W wypadku kodów 2D lista parametrów kontrolnych jest nieco dłuższa.
|
JAK BEZPIECZNIE UŻYWAĆ ZNAKOWAREK LASEROWYCH?
 Znakowarki laserowe z wielu powodów mogą być niebezpieczne dla obsługi. Stopień ryzyka jest zależny od typu lasera. Na przykład lasery gazowe CO2 wytwarzają napięcia rzędu kilkudziesięciu kV, a ich częścią są kondensatory gromadzące energię rzędu setek dżuli. Z tego powodu nie należy pochopnie otwierać ich obudowy. Lasery pulsacyjne wymagają natomiast podłączenia zbiorników ze sprężonym gazem. Pamiętać też trzeba, że wypalaniu może towarzyszyć emisja szkodliwych, a nawet trujących, gazów i par.
Znakowarki laserowe z wielu powodów mogą być niebezpieczne dla obsługi. Stopień ryzyka jest zależny od typu lasera. Na przykład lasery gazowe CO2 wytwarzają napięcia rzędu kilkudziesięciu kV, a ich częścią są kondensatory gromadzące energię rzędu setek dżuli. Z tego powodu nie należy pochopnie otwierać ich obudowy. Lasery pulsacyjne wymagają natomiast podłączenia zbiorników ze sprężonym gazem. Pamiętać też trzeba, że wypalaniu może towarzyszyć emisja szkodliwych, a nawet trujących, gazów i par.
Chociaż promieniowanie laserowe wykorzystywane do znakowania powierzchni może powodować uszkodzenia naskórka, to w największym stopniu zagraża oczom. Na przykład lasery gazowe CO2, ze względu na długość fali promieniowania przez nie emitowanego, mogą powodować poparzenia rogówki. Lasery typu Nd:YAG są z kolei w stanie uszkodzić siatkówkę. Ten uraz jest dotkliwszy, ponieważ ze względu na budowę oka operator może poczuć ból spowodowany oddziaływaniem tego promieniowania dopiero, gdy narząd ten zostanie już poważnie uszkodzony.
Znakowarki laserowe są projektowane w taki sposób, aby uniemożliwić bezpośrednie narażenie operatorów na oddziaływanie wiązki. Głównym zagrożeniem jest zatem promieniowanie odbite. Chociaż zabezpieczenia przed nim również są uwzględniane w konstrukcji znakowarek, okulary ochronne, które należy wybrać, uwzględniając długość fali wiązki laserowej, są obowiązkowe.
OD CZEGO ZALEŻY JAKOŚĆ ZNAKÓW WYPALANYCH LASEREM?
Trwałość i czytelność napisu to jego dwie najważniejsze cechy użytkowe. Na tę drugą ma wpływ jakość wykonania jego znaków. Charakteryzuje ją m.in.: kontrast, szerokość, głębokość, gładkość krawędzi oraz obecność mikropęknięć. Te ostatnie są skutkiem naprężeń termicznych i dodatkowo pogarszają właściwości mechaniczne detalu. Sprzyjają również rozwojowi korozji.
Szerokość znaków wykonanych metodą mask marking zależy od wymiarów szablonu oraz jakości układu ogniskującego. Może ona wynosić nawet kilka mikrometrów. W znakowaniu wektorowym ma na nią wpływ przede wszystkim średnica plamki wiązki lasera, która zwykle wynosi do kilkuset mikrometrów. Szerokość linii zależy też od: szybkości znakowania, gęstości mocy promieniowania oraz właściwości znakowanej powierzchni.
Na głębokość znaku wpływa z kolei głównie gęstość mocy wiązki, rodzaj powierzchni oraz czas wypalania. Zwykle w metodzie mask marking wynosi ona kilka-, kilkadziesiąt mikrometrów, a w wektorowej - nawet do kilkudziesięciu milimetrów. Kontrast można z kolei poprawić, zwiększając gęstość mocy wiązki. Ważna jest również ciągłość linii. Gdy używany jest laser impulsowy, zależy ona od częstości impulsów. Na ciągłość znaków ma ponadto wpływ szybkość znakowania.
Przykłady zastosowań systemów RFID
Systemy RFID znajdują liczne zastosowania w przemyśle. Przykładem jest nadzór nad przebiegiem procesów produkcyjnych oraz śledzenie przepływu zasobów przedsiębiorstwa. To pierwsze dotyczy m.in. montażu. Tag mocuje się w takim wypadku na podzespołach, z których zostanie zbudowany produkt.
Na kolejnych stanowiskach czytnik odczytuje informacje zapisane w znaczniku, które na przykład dotyczą kolejności montażu lub dodatkowej obróbki poszczególnych części, na przykład koloru farby do ich pomalowania. Przykładem zastosowania systemów RFID do śledzenia zasobów przedsiębiorstwa jest monitorowanie przepływu narzędzi oraz innego wyposażenia zakładu. O tym, jakie korzyści to zapewnia, świadczy przykład poniżej.
Case study: System RFID w monitorowaniu wypożyczeń wyposażenia laboratorium
 Częścią pewnego zakładu jest laboratorium badawcze. Jednostkę tę wyposażono w dużą liczbę drogich urządzeń pomiarowych wysokiej klasy (m.in. oscyloskopów, generatorów funkcyjnych, multimetrów, zasilaczy), których wartość oszacowano na kilka mln dol. Do nadzoru nad tym sprzętem oddelegowano jednego z pracowników oraz wyznaczono oddzielne pomieszczenie, w którym magazynowano wszystkie urządzenia. Częścią pewnego zakładu jest laboratorium badawcze. Jednostkę tę wyposażono w dużą liczbę drogich urządzeń pomiarowych wysokiej klasy (m.in. oscyloskopów, generatorów funkcyjnych, multimetrów, zasilaczy), których wartość oszacowano na kilka mln dol. Do nadzoru nad tym sprzętem oddelegowano jednego z pracowników oraz wyznaczono oddzielne pomieszczenie, w którym magazynowano wszystkie urządzenia.
Osoba ta zapisywała, kto, gdzie i od kiedy do kiedy ma zamiar korzystać z danego przyrządu pomiarowego. Rozwiązanie to miało liczne wady. Przede wszystkim sprzęt był dostępny wyłącznie w godzinach pracy tego magazynu. Wieczorami i w weekendy, kiedy pewne prace badawcze musiały być kontynuowane, korzystanie z zasobów laboratorium było utrudnione. Ponadto, na skutek błędów ludzkich, zdarzało się, że sprzęt uznawano za zagubiony. To generowało niepotrzebne koszty zakupu nowego przyrządu, kiedy za jakiś czas okazywało się, że poszukiwane urządzenie zostało zwrócone do magazynu.
Aby to zmienić, zdecydowano się w magazynie wdrożyć system RFID w połączeniu z systemem kontroli dostępu. Za pomocą tego pierwszego, przy wejściu do pomieszczenia, weryfikowana była tożsamość pracownika. W przejściu zamontowano też czytnik znaczników RFID. Jeżeli więc dana osoba wnosiła ze sobą jakieś urządzenie, od razu jego zwrot był odnotowywany w bazie danych. Podobnie, gdy ktoś zamierzał opuścić magazyn, musiał przy wyjściu potwierdzić, kim jest. Jeżeli jednocześnie wynosił ze sobą jakiś przyrząd, jego tag był automatycznie skanowany.
Poza usprawnieniem procesu wypożyczania sprzętów pomiarowych jego automatyzacja przyniosła też dodatkowe korzyści. System automatycznie przypominał użytkownikom o mijającym terminie zwrotu urządzenia, wysyłając e-mail. Jego działanie nie było również ograniczone czasowo i było niezależne od obecności pracowników w magazynie.
|
JAK WYBRAĆ SKANER KODÓW KRESKOWYCH?
 W procesie etykietowania też mogą zaistnieć czynniki, przez które detal zostanie nieczytelnie albo niewłaściwie oznakowany. Przykładowe przyczyny to zatkanie się dyszy drukarki skutkujące rozmazaniem się tuszu, błąd ludzki albo zablokowanie się etykieciarki, powodujące sklejenie się etykiet.
W procesie etykietowania też mogą zaistnieć czynniki, przez które detal zostanie nieczytelnie albo niewłaściwie oznakowany. Przykładowe przyczyny to zatkanie się dyszy drukarki skutkujące rozmazaniem się tuszu, błąd ludzki albo zablokowanie się etykieciarki, powodujące sklejenie się etykiet.
Kontrola jakości jest zatem koniecznością. Obecnie jest ona zwykle zautomatyzowana w oparciu o informacje na przykład z systemów wizyjnych. Metody oceny i klasyfikacji czytelności oznaczeń na podstawie ich określonych parametrów standaryzuje się. W ramce wyjaśniamy to na przykładzie kodów 1D.
Kontrola jakości powinna być przeprowadzona we właściwym momencie, tj. po oznakowaniu, ale przed pierwszym znaczącym odczytem kodu kreskowego. Do tego ostatniego używane są czytniki. Wybór tego urządzenia powinna poprzedzić analiza jego parametrów w odniesieniu do wymogów aplikacji. Przykładem jest wzór skanowania.
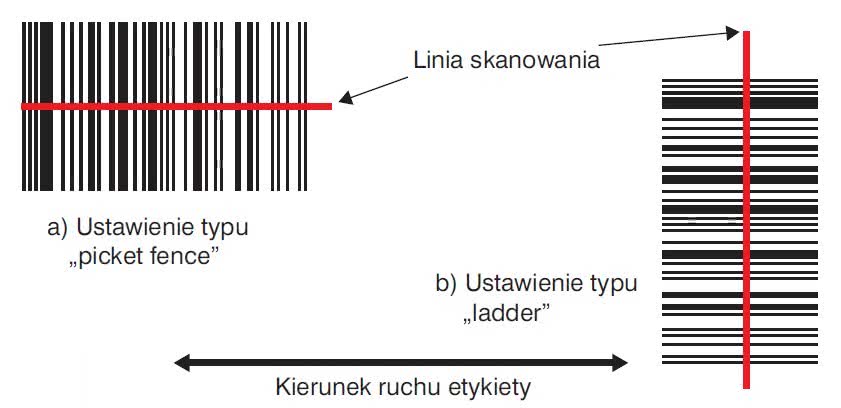
Dostępne są skanery m.in. ze wzorem jednoliniowym, wieloliniowym i wielokierunkowym. Te ostatnie są znacznie droższe od pozostałych, które zresztą w większości zastosowań są wystarczające. Jeżeli stacjonarny czytnik będzie skanował etykiety na detalach w ruchu, powinno się to odbywać na tyle szybko, by możliwy był odczyt zapisanej na nich informacji. Przyjmuje się, że wykonanie już dwóch skanów kodu wystarczy, choć im jest ich więcej, tym lepiej, zwłaszcza jeżeli kod kreskowy jest słabo czytelny.
ILE RAZY CZYTNIK ZESKANUJE KOD?

Rys. 3. Przykładowe ustawienia linii skanowania względem przesuwającej się etykiety
Aby wyznaczyć liczbę skanów, które zostaną wykonane w konkretnym przypadku, można skorzystać z jednego z dwóch wzorów zależnie od wzajemnego położenia linii skanowania i etykiety. Jeżeli są ustawione jak na rys. 3a właściwa formuła to:
N=[(W-L)/S]⋅R-2
gdzie: N - liczba pełnych skanów kodu, R - szybkość skanowania (liczba skanów w sekundzie), S - prędkość (mm/s), z jaką przemieszcza się etykieta, L - długość etykiety (mm), a W - długość linii skanowania (mm). Liczbę 2 odejmuje się od wyniku mnożenia dwóch pierwszych składników równania w celu uwzględnienia niepełnych skanów: pierwszego i ostatniego. Gdy iloczyn ten wynosi 2, należy odjąć 1, co oznacza, że zostanie wykonany jeden pełen skan kodu. Dla następujących wartości: W = 76,2 mm, L = 38,1 mm, S = 254 mm/s oraz R = 200 skanów na sekundę, wykonanych zostanie 28 kompletnych skanów kodu kreskowego.
Dla konfiguracji jak na rysunku 3b obowiązuje wzór:
N=(W/S)⋅R-2
gdzie: N - liczba pełnych skanów kodu, W - wysokość etykiety (mm), S - prędkość (mm/s), z jaką się ona przemieszcza, a R - szybkość skanowania (liczba skanów w sekundzie). Przy następujących wartościach: W = 12,7 mm, S = 254 mm/s oraz R = 200 skanów na sekundę, czytnik odczyta kod 8 razy.
ZNACZNIKI RFID PASYWNE VS. AKTYWNE

Rys. 4. Komponenty systemu RFID
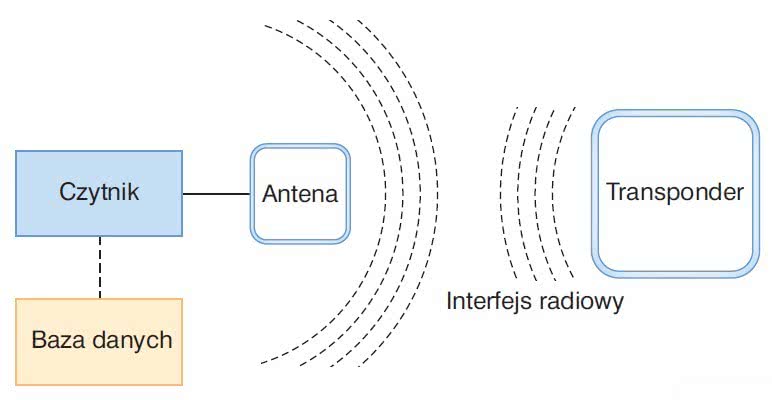
System RFID tworzą znaczniki (tagi, transpondery) i czytniki (rys. 4). Te pierwsze zbudowane są z układu elektronicznego z pamięcią, w której zapisywane są dane identyfikujące produkt oraz anteny nadającej i odbierającej sygnały radiowe. Komponenty te przymocowuje się do płytki wykonanej z tworzywa sztucznego lub taśmy montowanej na lub wbudowywanej w monitorowany obiekt. Dane ze znaczników są wyświetlane na ekranie czytnika albo są przez niego przesyłane do systemu. Tam są na przykład zapisywane w bazie danych albo dalej przetwarzane.
Jedną z pierwszych decyzji, jakie trzeba podjąć, projektując system RFID, jest wybór rodzaju tagów: aktywnych lub pasywnych. Te pierwsze są zasilane z baterii, dzięki czemu ich sygnał jest silniejszy i emitują go bez udziału czytnika. To natomiast sprawia, że mogą stale nadawać, na przykład swoje dane identyfikacyjne. Oprócz tego są odporniejsze na interferencje, a jeszcze do niedawna tylko ich można było używać w sąsiedztwie metali oraz wody.
Do zalet tagów pasywnych zalicza się z kolei przede wszystkim mniejszy koszt początkowy oraz dłuższą żywotność - bateria tagów aktywnych musi być zwykle wymieniana co kilka lat. Przekłada się to na większy koszt użytkowania tych znaczników. Ponadto tagi pasywne są z reguły mniejsze niż aktywne, co pozwala na znakowanie nimi mniejszych obiektów. Obecnie można już ich używać w pobliżu metali i wody, znacznie zwiększono również pojemność ich pamięci.
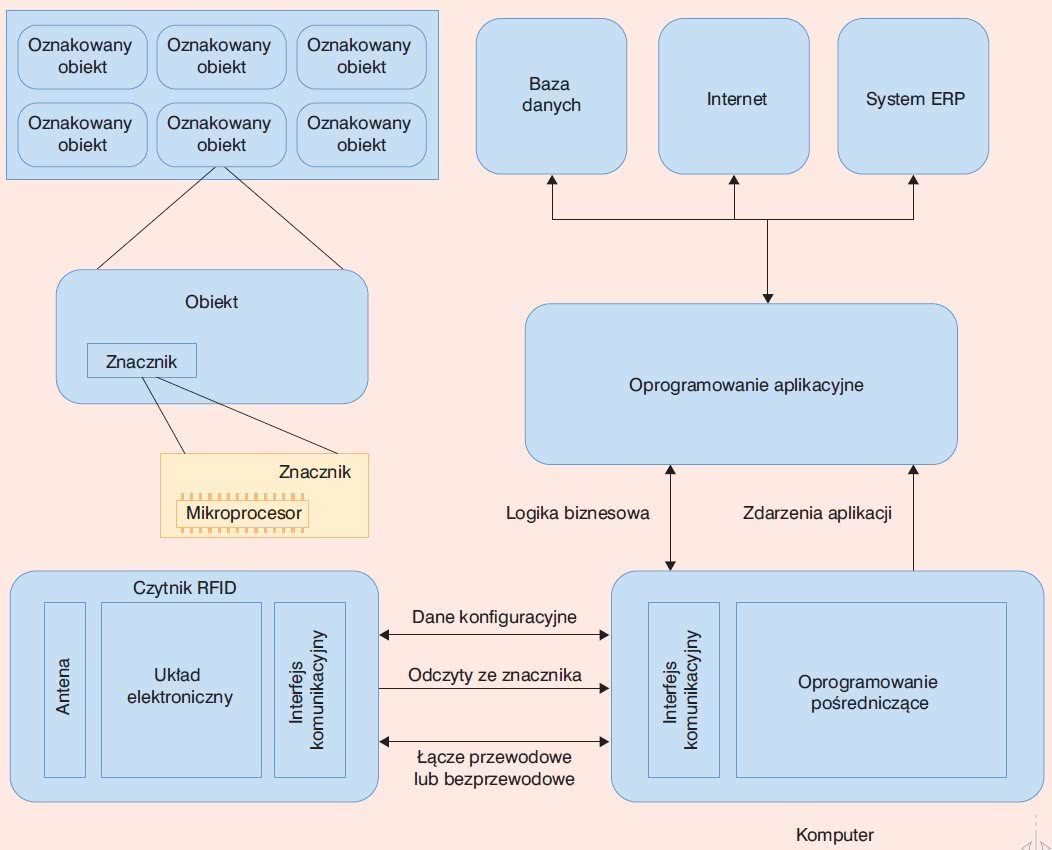
System RFID to nie tylko sprzęt
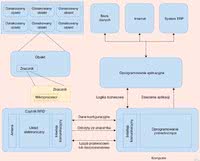 Na rysunku przedstawiono komponenty kompletnego systemu RFID. Oprócz części sprzętowej, czyli znaczników i czytnika, niezbędna jest część programowa. Składa się na nią m.in. oprogramowanie pośredniczące (middleware) i oprogramowanie aplikacyjne. Pierwsze pełni kilka funkcji - m.in. odpowiada ono za odbiór oraz przesyłanie danych (odczytów znaczników, poleceń konfiguracyjnych) pomiędzy czytnikiem a oprogramowaniem aplikacyjnym. Na rysunku przedstawiono komponenty kompletnego systemu RFID. Oprócz części sprzętowej, czyli znaczników i czytnika, niezbędna jest część programowa. Składa się na nią m.in. oprogramowanie pośredniczące (middleware) i oprogramowanie aplikacyjne. Pierwsze pełni kilka funkcji - m.in. odpowiada ono za odbiór oraz przesyłanie danych (odczytów znaczników, poleceń konfiguracyjnych) pomiędzy czytnikiem a oprogramowaniem aplikacyjnym.
Zadaniem warstwy pośredniczącej jest też filtrowanie danych odbieranych przez skaner RFID, w tym usuwanie tych powtarzających się, niekompletnych i błędnych. Część analityczna systemu RFID składa się z bazy danych oraz oprogramowania aplikacyjnego. W tym drugim zaimplementowana jest logika biznesowa. Przetwarza ono zatem informacje pod kątem wymagań wyższych warstw systemu zarządzania, na przykład magazynem, a w nim zamówieniami, wysyłką, odbiorem, fakturami itp. lub systemu ERP.
|
JAK WYBRAĆ ZNACZNIK, A POTEM GO WŁAŚCIWIE ZAMOCOWAĆ?
 Wybierając konkretny model znacznika RFID, uzyskać należy kompromis między jego rozmiarem, a zasięgiem odczytu. Zazwyczaj im większy jest rozmiar tagu, tym dłuższy jest jego zasięg odczytu. W pewnych zastosowaniach ten ostatni powinien być odpowiednio długi, na przykład aby zapewnić swobodę operatorowi czytnika skanującego, tagi zamocowano na pojazdach, gdy system RFID służy do nadzoru nad flotą transportową. Jeżeli natomiast znakowane obiekty będą znajdować się bardzo blisko siebie, zbyt długi zasięg odczytu może uniemożliwić ich rozróżnienie.
Wybierając konkretny model znacznika RFID, uzyskać należy kompromis między jego rozmiarem, a zasięgiem odczytu. Zazwyczaj im większy jest rozmiar tagu, tym dłuższy jest jego zasięg odczytu. W pewnych zastosowaniach ten ostatni powinien być odpowiednio długi, na przykład aby zapewnić swobodę operatorowi czytnika skanującego, tagi zamocowano na pojazdach, gdy system RFID służy do nadzoru nad flotą transportową. Jeżeli natomiast znakowane obiekty będą znajdować się bardzo blisko siebie, zbyt długi zasięg odczytu może uniemożliwić ich rozróżnienie.
Nie mniej ważne jest właściwie zamocowanie znaczników. Pokazuje to przykład pewnego centrum logistycznego, w którym do zamocowania jednorazowo bardzo dużej liczby tagów zdecydowano się wynająć pracowników tymczasowych. Wkrótce po zakończeniu przez nich prac zauważono, że większość tagów odpadła od znakowanych obiektów.
Początkowo sądzono, że przyczyną była słaba jakość kleju. Ostatecznie jednak okazało się, że powodem było nieprzeszkolenie pracowników. Bez wyraźnych wskazówek, odnośnie tego, jak należy mocować tagi, zdarzało im się m.in.: przyklejać je na powierzchnie zakrzywione, brudne, nie dociskać przez odpowiednio długi czas oraz odrywać już po aplikacji i przyklejać ponownie.
BEZPIECZEŃSTWO SYSTEMÓW RFID
 Systemy RFID narażone są na różnego rodzaju ataki, których celem może być chęć uzyskania nieautoryzowanego dostępu do informacji zapisanych w znacznikach, wprowadzenia w błąd operatorów lub użytkowników systemu przez wprowadzenie do niego fałszywych danych lub uniemożliwienie mu spełniania jego funkcji. W drugim przypadku niezmienny pozostaje numer identyfikacyjny znacznika, przez co czytnik rozpoznaje go prawidłowo i przesłane przez niego informacje traktuje jako wiarygodne.
Systemy RFID narażone są na różnego rodzaju ataki, których celem może być chęć uzyskania nieautoryzowanego dostępu do informacji zapisanych w znacznikach, wprowadzenia w błąd operatorów lub użytkowników systemu przez wprowadzenie do niego fałszywych danych lub uniemożliwienie mu spełniania jego funkcji. W drugim przypadku niezmienny pozostaje numer identyfikacyjny znacznika, przez co czytnik rozpoznaje go prawidłowo i przesłane przez niego informacje traktuje jako wiarygodne.
Alternatywnym rozwiązaniem jest odczyt numeru ID tagu, a następnie użycie go do podszycia się pod dany znacznik z wykorzystaniem urządzenia potrafiącego symulować jego działanie. Dostęp do danych mogą też próbować uzyskać czytniki spoza systemu. Aby sparaliżować jego działanie, atakujący może także wydać komendę dezaktywującą znaczniki. Inne sposoby to: oddzielenie tagu i oznakowanego obiektu i podsłuchanie lub zakłócanie transmisji między znacznikiem a czytnikiem.
Aby zapobiec zdarzeniom takim jak wymienione, konieczne jest wzajemne uwierzytelnienie znacznika i czytnika. Ten drugi rozpoznaje pierwszy na podstawie jego numeru ID. Dodatkowo czytnik może przesyłać pewną, losowo wybraną, każdorazowo inną liczbę, którą znacznik, korzystając z takiego samego klucza szyfrującego, co nadawca, musi odesłać zakodowaną. Popularną metodą identyfikacji czytnika jest natomiast zabezpieczenie dostępu do tagu hasłem.
Przykłady produktów
 Znakowarka laserowa Integra Fiber Znakowarka laserowa Integra Fiber
Obszar znakowania: 100 × 100 mm (200 × 200 mm), moc lasera: 10 W (i wyższa), długość fali świetlnej: 1060~1085 nm, moc impulsu: 20 kHz 0,25 mJ, szerokość impulsu: 20kHz <100 ns, częstotliwość impulsu 20-60 kHz (2-200 kHz), długość światłowodu: 2 m (i dłuższa), chłodzenie powietrzem, temperatura pracy: 0°C - 45°C, żywotność źródła światła: powyżej 100 tys. godzin, system bezobsługowy. Funkcjonalność oprogramowania m.in.: znakowanie po okręgu, czcionka punktowa, kody kreskowe, znakowanie kodów 2D Data Matrix, skalowanie obiektów, dowolna zmiana pozycji obiektów, import danych, import grafik BMP, PLT i DXF.
www.znakowanie.biz
 Weryfikator kodów Axicon 15000 Weryfikator kodów Axicon 15000
Sprawdza kody 1D o długości do 52 mm (łącznie z cichymi strefami) oraz kody 2D o maksymalnym rozmiarze 52 mm × 31 mm (łącznie z cichymi strefami). Weryfikowane są m.in.: parametry normy ISO/ANSI, dekodowalność poszczególnych znaków symbolu, średni przyrost grubości, poprawność cyfry kontrolnej, długość symbolu, szerokość pojedynczego modułu, struktura symbolu, marginesy, znaki specjalne, proporcje znaków.
www.hit-kody.com.pl
 Ręczny czytnik RFID Motorola MC919 0-Z (wersja ze skanerem kodów kreskowych) Ręczny czytnik RFID Motorola MC919 0-Z (wersja ze skanerem kodów kreskowych)
Obsługiwane standardy: EPC Gen 2 DRM (zgodność z DRM do 0,5 W), znamionowy zakres odczytu: do 9,14 m, znamionowy zakres zapisu: do 1,22 m, pole: 70-stopniowy stożek (ok.) zmierzony od nosa urządzenia, antena: zintegrowana, spolaryzowana liniowo, zakres częstotliwości: Europa 865-868 MHz, moc wyjściowa: Europa, 2 W ERP.
www.rfidsolutions.pl
|
IM MNIEJ DANYCH, TYM LEPIEJ
Szyfrowanie informacji jest natomiast najpowszechniej stosowaną metodą zabezpieczenia przed podsłuchaniem transmisji. Najskuteczniejszym sposobem na uniknięcie tego jest jednak po prostu niezapisywanie w znaczniku żadnych ważnych informacji oprócz jego numeru identyfikującego. Dane są wówczas w zamian przechowywane w bazie danych systemu. Stamtąd są pobierane na podstawie numeru ID odczytanego przez skaner. Takie rozwiązanie ma dodatkowe zalety. Można wówczas skorzystać ze znaczników tańszych, o małej pamięci, a w tej systemowej zapisać nieporównywalnie więcej informacji.
Kiedy wiele znaczników jednocześnie odpowiada czytnikowi na sygnały, które są przez nie emitowane w tym samym paśmie częstotliwości, mogą się wzajemnie zakłócać. Dochodzi wówczas do kolizji danych, która skutkuje błędami transmisji. By czytnik mógł równocześnie, niezawodnie i bezbłędnie komunikować się z wieloma tagami, trzeba zaimplementować jakiś mechanizm zapobiegania takiej sytuacji. Te stosowane w systemach RFID wykorzystują metody TDMA (wielodostępu z podziałem czasowym).
JAK ZAPOBIEC KOLIZJI DANYCH?
 Wyróżnia się dwie techniki: procedurę nadzorowaną przez znaczniki i przez czytnik. Ta pierwsza jest wolniejsza - czytnik rozsyła zapytanie o numer identyfikacyjny do wszystkich znaczników, znajdujących się w jego zasięgu. Każdy z nich odpowiada na to z opóźnieniem trwającym określony, losowo wybrany czas, inny dla każdego tagu.
Wyróżnia się dwie techniki: procedurę nadzorowaną przez znaczniki i przez czytnik. Ta pierwsza jest wolniejsza - czytnik rozsyła zapytanie o numer identyfikacyjny do wszystkich znaczników, znajdujących się w jego zasięgu. Każdy z nich odpowiada na to z opóźnieniem trwającym określony, losowo wybrany czas, inny dla każdego tagu.
Ponieważ czas transmisji numeru ID jest krótki, kolizja danych występuje niezwykle rzadko, pomiędzy ograniczoną liczbą znaczników. Zapytanie jest powtarzane wielokrotnie, dzięki czemu prawdopodobieństwo tego, że każdy z tagów przynajmniej raz bez problemu prześle swój numer identyfikacyjny, jest bardzo wysokie.
By jeszcze zmniejszyć prawdopodobieństwo wystąpienia kolizji w niektórych implementacjach tej metody, czytnik w kolejnych cyklach zapytań dezaktywuje już rozpoznane znaczniki. W drugiej metodzie skaner RFID kolejno odpytuje tagi o następujących po sobie numerach ID z określonej przestrzeni adresowej.
Monika Jaworowska
W artykule wykorzystano informacje udostępnione m.in. przez firmy Microscan i Omni-ID.