W strukturze każdego przedsiębiorstwa, w tym w firmach produkcyjnych, można wyróżnić wiele poziomów. W ramach każdego z nich podejmowane są różne działania, dzięki którym zakład może funkcjonować jako całość.
Na poziomie biznesowym, organizacyjnym podejmowane są decyzje w zakresie zarządzania przedsiębiorstwem. Dotyczą one planowania produkcji na podstawie prognoz popytu, ustalania harmonogramów zamówień surowców u poddostawców i zarządzania zasobami zakładu. Dlatego na tym poziomie korzysta się z oprogramowania, które wspomaga administrowanie majątkiem firmy, zarządzanie pracownikami, przepływem materiałów i cyklem życia produktów oraz relacjami z poddostawcami i klientami. Przykładami są systemy ERP (Enterprise Resource Planning), HRM (Human Resources Management) czy CRM (Customer Relationship Management).
Z kolei warstwa najniższa odpowiada za nadzór i sterowanie procesami. Do głównych zadań wykorzystywanego tutaj oprogramowania zalicza się zapewnienie ciągłości produkcji oraz realizację poleceń, które przychodzą z systemów zarządzania z wyższej warstwy i umożliwienie interakcji z operatorami. Z kolei w obrębie warstwy procesowej działają m.in. systemy SCADA (Supervisory Control And Data Acquisition). Wykorzystuje się je zarówno w przypadku pojedynczych maszyn, całych ciągów technologicznych, jak i obiektów i instalacji zajmujących rozległy teren.
JAKĄ FUNKCJĘ PEŁNIĄ SYSTEMY SCADA?
 Częścią systemów SCADA jest zazwyczaj oprogramowanie HMI (Human-Machine Interface). Odpowiada ono za przekazywanie i wizualizację danych o procesie albo systemie automatyki operatorom oraz umożliwienie im kontrolowania ich pracy.
Częścią systemów SCADA jest zazwyczaj oprogramowanie HMI (Human-Machine Interface). Odpowiada ono za przekazywanie i wizualizację danych o procesie albo systemie automatyki operatorom oraz umożliwienie im kontrolowania ich pracy.
SCADA poza tym umożliwiają zarządzanie alarmami i użytkownikami, zapisywanie danych i ich podstawowe przetwarzanie. Zapewniają też automatyczną reakcję na określone stany urządzeń. Są one często wdrażane razem z systemami bazodanowymi. Pozwalają na zbieranie danych procesowych, na temat zdarzeń, alarmów i dostępu użytkowników.
Narzędzia typu Historian służą do wyszukiwania informacji i wykonywania ich analiz, śledzenia trendów przez tworzenie wykresów oraz realizacji wielu innych działań na danych archiwalnych. Są to zwykle aplikacje o architekturze typu client-server.
Warstwa produkcyjna jest łącznikiem pomiędzy warstwą biznesową a procesową. Pośredniczy ona w przekazywaniu informacji pomiędzy nimi. W ramach warstwy produkcyjnej korzysta się m.in. z systemów MES (Manufacturing Execution System).
FUNKCJONALNOŚĆ SYSTEMÓW MES
Systemy MES dostarczają danych pozwalających zoptymalizować zadania produkcyjne, od procesu zamówienia po etap dostarczenia gotowych produktów. Wyróżnić można kilkanaście ich obszarów funkcjonalnych. Są to:
- zarządzanie wykonywaniem produkcji (Process Management),
- zarządzanie wydajnością (Performance Analysis),
- śledzenie produkcji i jej genealogia (Production Tracking and Genealogy, Traceability),
- zarządzanie jakością (Quality Management),
- gromadzenie i akwizycja danych (Data Collection and Aquisition),
- zarządzanie obiegiem dokumentów (Document Control),
- zarządzanie alokacją zasobów (Resource Allocation and Status),
- zarządzanie zasobami ludzkimi (Labor Management),
- zarządzanie ruchem (Maintenance Management),
- harmonogramowanie produkcji (Operations/Detailed Scheduling),
- rozdział zadań produkcyjnych (Dispatching Production Units).
Poszczególne typy funkcjonalności są często realizowane jako oddzielne moduły oprogramowania MES.
Jak mierzyć efektywność i wydajność?
Stopień efektywności wytwarzania i wykorzystania zasobów charakteryzuje się m.in. za pomocą kluczowych wskaźników efektywności (Key Performance Indicators). Jest to wiele wskaźników, aczkolwiek w praktyce najczęściej korzysta się z kilku z nich. Przykładem jest liczba wytworzonych produktów. Wskaźnik ten charakteryzuje wydajność w określonym przedziale czasu - na przykład podczas jednej zmiany lub w ciągu dnia, tygodnia czy miesiąca. Porównując kilka takich KPI, można wykryć czynniki, które wpływają na poprawę lub pogorszenie się produktywności.
OEE cały czas najpopularniejsze
Innym przykładem jest wskaźnik, który odnosi się do liczby odpadów produkcyjnych. Ważne jest, aby jego wartość nie przekraczała wcześniej ustalonego limitu. W przeciwnym wypadku może to oznaczać, że doszło do awarii maszyny lub procedura produkcji zawiera błędy.
Ważnym KPI jest czas realizacji kompletnego zadania, na przykład wytworzenia produktu albo (częściej) zakończenia pewnego etapu produkcji. Analiza tego wskaźnika ułatwia wykrycie tzw. wąskich gardeł.
Istotnym wskaźnikiem jest także OEE (Overall Equipment Effectiveness), który charakteryzuje efektywność wykorzystania wyposażenia zakładu oraz produkcji. Jest on wypadkową trzech KPI, które opisują dostępność sprzętu, jego wykorzystanie i jakość produkcji.
Na wydajność produkcji ma wpływ również średni czas usunięcia awarii. W analizie jej kosztów pomocny jest natomiast wskaźnik obrotu zapasami.
|
PRZEGLĄD MODUŁÓW SYSTEMÓW MES
Pierwsza z wymienionych funkcji dotyczy monitorowania produkcji i zarządzania zachodzącymi w niej zmianami. Zapewnia ona również wsparcie operatorom w zakresie podejmowania decyzji i odpowiada za dostarczanie im informacji o sytuacjach alarmowych. Dzięki niej można ograniczyć liczbę wybrakowanych produktów i częstość występowania problemów spowodowanych błędami personelu. Łatwiejsza jest również zmiana profilu produkcji oraz dostosowanie się do standardów narzucanych odgórnie.
Funkcja zarządzania wydajnością służy do monitorowania i analizy efektywności maszyn, linii i stanowisk produkcyjnych. W jej zakresie zbierane są informacje m.in. o przestojach i postępie w realizacji zleceń i generowane są raporty wskaźnika OEE (Overall Equipment Effectiveness).
Kolejna funkcja odpowiada za śledzenie produkcji, czyli monitorowanie danych o dostawcach, zużyciu surowców oraz zadaniach wykonywanych przez konkretnych pracowników, w tym wprowadzanych przez nich modyfikacjach (na przykład receptur), które wpływają na jakość produktów. Dane te są zapisywane w bazie danych. Na ich podstawie odtwarza się genealogię produkcji, do czego w niektórych branżach, na przykład w przemyśle farmaceutycznym, obligują przepisy.
Case study 1
Zepsuty czujnik rozregulował pompę
 W pewnym zakładzie zostało wdrożone oprogramowanie do zdalnego monitoringu instalacji w przepompowni. Za jego pośrednictwem operator mógł z centrum sterowania śledzić zmiany najważniejszych parametrów pracy urządzeń w tym obiekcie. W pewnym zakładzie zostało wdrożone oprogramowanie do zdalnego monitoringu instalacji w przepompowni. Za jego pośrednictwem operator mógł z centrum sterowania śledzić zmiany najważniejszych parametrów pracy urządzeń w tym obiekcie.
Po jakimś czasie oprogramowanie zaalarmowało obsługę o tym, że jedna z pomp pracuje z maksymalną szybkością. Sytuacja powtórzyła się kilkakrotnie. Po analizie danych z dłuższego okresu potwierdziło się, że czasami pompa pracowała z maksymalną prędkością, choć w danych warunkach wystarczyłoby, że pompowałaby wodę z szybkością o 20% mniejszą.
Informacje te odniesiono do wskazań czujnika, który monitorował poziom napełnienia zbiornika zasilanego przez tę pompę. Okazało się, że nie działał on poprawnie i czasem wskazywał zaniżony poziom, w stosunku do rzeczywistego. W związku z tym, że sensor był częścią układu sterowania pompy wówczas zaczynała ona pracować z prędkością nieadekwatną do potrzeb.
Dzięki temu, że dość wcześnie wykryto uszkodzenie czujnika, udało się zapobiec wielu problemom. Przede wszystkim w razie przedłużającej się dysfunkcji sensora mogłoby dojść do przepełnienia zbiornika. Poza tym pompa pracując z największą możliwą prędkością, zużywała niepotrzebnie nadmierne ilości energii. Prowadziło to też do jej przedwczesnego zużywania się, przez co wymagała częstszej konserwacji.
|
JAKIE FUNKCJE REALIZUJE MODUŁ ZARZĄDZANIA JAKOŚCIĄ?
Służy on do analizy danych pomiarowych pod kątem przyczyn odchyleń parametrów produktów od zadanych wartości. Dzięki niemu można sprawdzić, jakie są przyczyny rozrzutu jakościowego wyrobów. Na tej podstawie później wprowadza się odpowiednie działania korekcyjne.
Moduł gromadzenia oraz akwizycji danych odpowiada za zapis informacji produkcyjnych (na przykład statusów zleceń, stanów maszyn, parametrów procesów i produktów) rejestrowanych przez sterowniki PLC, systemy SCADA, systemy DCS i inne do bazy danych. Informacje te są prezentowane w postaci spersonalizowanych raportów, na przykład wiążących parametry danego procesu z ustawieniami maszyn i zestawiających koszty produkcji z jej jakością. Pierwszy raport przeznaczony jest dla personelu produkcyjnego, zaś drugi dla kadry kierowniczej.
W ramach zarządzania obiegiem dokumentów kontrolowany jest ich przepływ pomiędzy działami przedsiębiorstwa i między jego pracownikami. Dokumenty te to m.in. instrukcje obsługi, zapisy procedur, receptury, schematy, instrukcje montażu, zalecenia z zakresu transportu i magazynowania, programy maszyn, zlecenia, zalecenia odnośnie do kompletowania zamówień i harmonogramy.
Nowe technologie w oprogramowaniu dla przemysłu
 Rozwój najnowszych technologii nie pozostaje bez wpływu na oprogramowanie dla przemysłu - wszelkie nowinki są w nim wdrażane bardzo szybko. Dzięki temu obecnie w większości aplikacji standardem jest możliwość dostępu online za pomocą przeglądarki internetowej, powiadamiania przez SMS oraz zdalnego sterowania przez SMS i Internet. Rozwój najnowszych technologii nie pozostaje bez wpływu na oprogramowanie dla przemysłu - wszelkie nowinki są w nim wdrażane bardzo szybko. Dzięki temu obecnie w większości aplikacji standardem jest możliwość dostępu online za pomocą przeglądarki internetowej, powiadamiania przez SMS oraz zdalnego sterowania przez SMS i Internet.
Mobilność wpływa na efektywność pracy
Wraz z upowszechnianiem się elektroniki przenośnej w życiu codziennym, również w przemyśle coraz częściej korzysta się z tego typu urządzeń. Równie szybko zaczęło pojawiać się oprogramowanie przemysłowe dla tego typu urządzeń. Współczesne strategie zarządzania produkcją zakładają, że rozwiązań problemów i nowych pomysłów na usprawnienie pracy należy szukać przede wszystkim na miejscu, tzn. na przykład w hali produkcyjnej lub w magazynie, itd. Tam bowiem można uzyskać najwięcej użytecznych informacji od osób, które tam pracują oraz z własnych obserwacji. Jeśli dodatkowo pod ręką, czyli w tym wypadku za pośrednictwem smartfona / tabletu, pracownik ma dostęp do niezbędnego oprogramowania, tym efektywniej może pracować.
Rozwój Internetu Rzeczy
 W ostatnich latach na znaczeniu zyskuje koncepcja Internetu Rzeczy (Internet of Things, IoT), w przypadku którego urządzenia, systemy i... przedmioty mogą komunikować się bez udziału ludzi. Rozwijają się również technologie przetwarzania i analizy dużych, zmiennych i różnorodnych zbiorów danych (Big Data). W ostatnich latach na znaczeniu zyskuje koncepcja Internetu Rzeczy (Internet of Things, IoT), w przypadku którego urządzenia, systemy i... przedmioty mogą komunikować się bez udziału ludzi. Rozwijają się również technologie przetwarzania i analizy dużych, zmiennych i różnorodnych zbiorów danych (Big Data).
Przewiduje się, że powyższe trendy będą miały duży wpływ na rozwój oprogramowania przemysłowego. W przyszłości bowiem spodziewane jest powstawanie urządzeń i maszyn, które automatycznie same będą monitorować swój stan, decydować o konieczności podjęcia niezbędnych działań, serwisu lub naprawy, i autonomicznie komunikować się z innymi systemami.
|
JAKICH INFORMACJI DOSTARCZA MODUŁ ALOKACJI ZASOBÓW?
Funkcja zarządzania alokacją zasobów dostarcza informacji o stanie maszyn, materiałów, zapasów i dokumentach wymaganych do wykonania danej operacji. Pozwala ona m.in. sprawdzić, czy dany surowiec jest dostępny w magazynie w wystarczającej ilości albo zarezerwować na określony przedział czasowy konkretną maszynę.
Zarządzanie zasobami ludzkimi to moduł udostępniający informacje o pracownikach, w tym dane o ich obecności, dopuszczeniu ich do wykonywania konkretnych zadań (certyfikatach) oraz aktualnie realizowanym przez nich zadaniu. Na tej podstawie generowane są raporty, m.in. o wydajności i kosztach pracy personelu.
Funkcja zarządzania ruchem zapewnia wsparcie w zakresie prac konserwacyjnych, naprawczych i modernizacyjnych. W tym celu dostarcza informacji m.in. o aktualnym stanie wyposażenia zakładu, terminach jego przeglądów, historii remontów, napraw i wynikach inspekcji.
Moduł harmonogramowania służy do opracowywania planów produkcji. Sekwencja czynności układana jest z uwzględnieniem specyfiki jednostek produkcyjnych, priorytetów zleceń oraz alternatywnych metod wykonania danej operacji. Moduł rozdziału zadań produkcyjnych służy z kolei do zarządzania podziałem pracy w ramach realizowanych zamówień między poszczególnymi jednostkami produkcyjnymi zakładu.
 Paweł Czepiel Paweł Czepiel
VIX Automation
- Jak krajowe firmy produkcyjne wyliczają wartość wskaźnika OEE (Overall Equipment Effectiveness)? Czy można to robić "ręcznie"?
Przez ostatnie kilka lat z powodzeniem przeprowadziliśmy szereg projektów dotyczących monitorowania wydajności produkcji. Najczęściej kluczowym oczekiwaniem klienta było zautomatyzowanie wyliczania OEE, jak również wiarygodne monitorowanie przestojów i mikroprzestojów. Niejednokrotnie spotkaliśmy się z dużą presją w kontekście budżetu przeznaczonego na projekt.
Specyfika polskiego rynku sprawia, że rozwiązanie oferowane w pierwszym etapie, często zwanym pilotażem - musi być zwykle ekonomiczne. Znaleźliśmy sposób podejścia z powodzeniem stosowany w różnych branżach, a wykorzystujący od początku sprawdzoną platformę od GE Digital. Środowisko to może być następnie wygodnie rozbudowywane wraz ze wzrostem oczekiwań klienta oraz poszerzaniem obszaru objętego monitoringiem (kolejne maszyny, kolejne linie, kolejne zakłady produkcyjne).
Przez lata nie zmieniło się jednak podstawowe pytanie - czy OEE można liczyć ręcznie i jakie są argumenty za wdrożeniem systemu informatycznego? Zwykle w takim wypadku proponujemy klientom krótki audyt ich procesu. Zadajemy wtedy szereg pytań, m.in.:
- Czy możliwe jest, aby precyzyjnie zanotować start/stop każdej z maszyn? Nawet ten trwający kilka/kilkanaście sekund (tzw. mikroprzestoje)?
- Czy każda informacja o zdarzeniu produkcyjnym będzie zawsze zalogowana "tuż po", czy raczej arkusze wypełnione zostaną na koniec zmiany, gdy części informacji będzie brakować?
- Czy możliwe jest, aby ustrzec się naturalnie występujących błędów ludzkich?
- Czy ludzkie oko zauważy drobne spowolnienia w pracy maszyny?
- Kto, jak często, jak precyzyjnie zbiera dane od operatorów/brygadzistów? Gdzie je przepisuje do dalszych analiz? Czy i jak często się myli? Gdzie te dane są dostępne?
- Czy przy ręcznym systemie można mieć wgląd w OEE (zarówno chwilowe, jak i uśrednione) - w czasie rzeczywistym - w postaci wygodnych wykresów? Które można dowolnie konfigurować? Z dostępem w dowolnym momencie? Dla dowolnego urządzenia? Z pełnym alarmowaniem - gdy przykładowo oczekiwane OEE jest zbyt niskie - lub jest w trendzie spadkowym?
Zwykle na większość pytań tego typu odpowiedź jest negatywna. Ostatecznie powstaje zatem zbiór rekomendacji dotyczących najlepszej metody podejścia do zagadnienia wyznaczania wiarygodnego OEE w danym przedsiębiorstwie, wraz ze wskazaniem technologii, tj. optymalnego rozwiązania informatycznego, a także z uwzględnieniem założonego budżetu. Świadomy wybór narzędzia oraz partnera wdrożeniowego stanowi klucz do szybkiego zwrotu z inwestycji, a co najważniejsze - pozwoli na implementację oprogramowania, które nie tylko zaraportuje efektywność produkcji, ale - co istotne - będzie po prostu wygodne w użyciu. Zarówno dla kadry zarządzającej, jak i dla operatorów.
|
FUNKCJONALNOŚĆ EMS
W ofertach dostawców oprogramowania dla przemysłu oprócz narzędzi ogólnego przeznaczenia zaliczanych do wyżej wymienionych grup można również znaleźć programy stanowiące ich moduły albo niezależne aplikacje, o funkcjonalności dostosowanej do potrzeb konkretnych branż przemysłu i zastosowań. Te ostatnie to na przykład poprawa efektywności energetycznej zakładu i wsparcie dla służb utrzymania ruchu.
Ta pierwsza w przypadku zakładów przemysłowych bywa, z różnych przyczyn, bardzo niska. Żeby to zmienić, należy racjonalizować zużycie energii, co staje się łatwiejsze, jeśli w przedsiębiorstwie zostanie wdrożony system zarządzania energią (Energy Management System, EMS). Stanowi on połączenie narzędzi sprzętowych i programowych do pomiaru, transmisji i analizy parametrów procesowych i danych o zużyciu energii przez poszczególne urządzenia i instalacje.
Oprogramowanie EMS ma za zadanie ułatwić analizę zarejestrowanych wyników pomiarów. W tym celu są w nim implementowane rozmaite funkcje pomocnicze. Służą one przede wszystkim do obliczania różnych parametrów, m.in. zużycia energii na jednostkę wytworzonego medium, na przykład jednostkę objętości sprężonego powietrza, kosztów w oparciu o dane z taryfy opłat i innych wskaźników efektywności.
NA CZYM POLEGA PREDYKCYJNE UTRZYMANIE RUCHU?
W oprogramowaniu EMS można też tworzyć różne zestawiania. Są to na przykład porównania wskaźników wydajności różnych instalacji i sprawności poszczególnych urządzeń, zestawienia danych z różnych okresów i przy różnych obciążeniach, na przykład w zależności od wydajności produkcji.
Oprócz tego dostępne są też funkcje analizy czasu zwrotu z inwestycji umożliwiające optymalizację danego procesu, prognozowania zapotrzebowania energetycznego i kosztów energii na podstawie aktualnych cen oraz przy założeniu zmiany cen surowców energetycznych, a także tworzenia profili obciążenia i analizy jego zmian. Dane prezentowane są zazwyczaj również w postaci graficznej, na przykład wykresów i diagramów. Na ich podstawie można zlokalizować najbardziej energochłonne procesy produkcyjne lub działy przedsiębiorstwa.
Jeżeli natomiast chodzi o utrzymanie ruchu, to specjalistyczne oprogramowanie znajduje w nim zastosowanie szczególnie w podejściu predykcyjnym, które polega na wykonywaniu na bieżąco pomiarów oraz ocenianiu stanu infrastruktury. Dzięki temu prace serwisowe można zaplanować skuteczniej niż w prewencyjnej metodzie zapobiegania awariom, w której przeglądy i wymiana komponentów wykonywane są w regularnych odstępach czasu. Ponadto, zamiast dokonywać napraw już po wystąpieniu awarii, jak w reakcyjnym utrzymaniu ruchu, można zawczasu, wykrywając jej oznaki, jej uniknąć.
 Paweł Marks Paweł Marks
SPIID
- Jak monitorować produkcję i analizować dane pochodzące z instalacji technologicznych? Jakie są alternatywy dla dużych systemów takich jak MES?
Parametry produkcyjne są zazwyczaj odczytywane w celu zaprezentowania na panelach HMI lub przekazania tych danych do systemów typu SCADA. Zwykle są też one archiwizowane, zaś informacje te mogą posłużyć do wielu innych celów. Duże firmy dokonują zaawansowanych analiz, korzystając z systemów MES, wyznaczają współczynniki wydajnościowe i jakościowe procesu produkcyjnego, a dzięki integracji z systemem SAP mogą efektywnie planować produkcję i okresy serwisowe. Zalety posiadania dobrze wdrożonego systemu MES są niepodważalne, jednak jest to inwestycja bardzo złożona i niestety kosztowna.
- A co jeśli firma, która nie potrzebuje (jeszcze) systemu MES, chciałaby niewielkim kosztem analizować posiadane dane procesowe?
Tutaj można zastosować to, co w innych dziedzinach już na dobre się rozpowszechniło, czyli chmurę obliczeniową. Pod tym pojęciem kryją się usługi oferowane przez dostawcę lub operatora. Dzisiaj nie jest problemem technicznym, aby przykładowo dane pomiarowe ze sterownika PLC przekazać do chmury, a tam poddać je dalszej obróbce i zaprezentować użytkownikowi końcowemu wiedzę z nich wydobytą - wyznaczone współczynniki OEE, statystyki miesięczne produkcji, czasy i przyczyny przestojów, informacje o zużyciu mediów, itd. Co więcej - dane te można obserwować na bieżąco, korzystając z przeglądarki.
Przykładem systemu o takiej funkcjonalności jest IPLAS - wykonane w nowoczesnej technologii, kompletne rozwiązanie raportowo-analityczne, które znajduje zastosowanie u coraz większej liczby klientów z branży motoryzacyjnej oraz spożywczej, dając w krótkim czasie wymierne i dobrze widoczne oraz udokumentowane oszczędności. Koszt takiego rozwiązania chmurowego jest niewielki. Nie trzeba inwestować w infrastrukturę IT, a możliwość rozliczania na zasadzie abonamentu, porównywalnego z abonamentem za telefon, z pewnością przyczyni się do wzrostu zainteresowania tego typu usługami.
|
OPROGRAMOWANIE DO MONITOROWANIA RUROCIĄGÓW
Narzędzia programowe w predykcyjnym utrzymaniu ruchu znajdują zastosowanie w różnych branżach, w zakresie monitorowania stanu pojedynczych maszyn, linii technologicznych oraz rozległych obiektów i instalacji. Przykładem ostatnich są rurociągi. W przypadku tych instalacji priorytetem jest zapewnienie bezpieczeństwa oraz ciągłości przesyłu surowców.
Oprogramowanie do zarządzania ich pracą i monitorowania ich stanu umożliwia dynamiczną analizę z uwzględnieniem właściwości transportowanego medium i ich zmienności. Pod uwagę brane są także zmienne warunki środowiskowe, jak na przykład miejscowe nasłonecznienie oraz schłodzenie rurociągów, ich profile oraz sposób prowadzenia ze względu na ukształtowanie terenu.
Na podstawie tych danych w oprogramowaniu opracowywany jest model przepływów w instalacji, aktualizowany zgodnie z bieżącymi wynikami pomiarów takich parametrów medium, jak przepływ, ciśnienie, temperatura i gęstość. W oparciu o niego optymalizuje się proces tłoczenia surowców, a operatorzy szybko mogą wykryć awarię lub inne problemy. Aby to ułatwić, w oprogramowaniu do monitorowania stanu rurociągów implementuje się specjalne algorytmy wykrywające oraz lokalizujące wycieki medium, na przykład na podstawie obserwacji spadków jego ciśnienia.
 Tomasz Papaj Tomasz Papaj
COPA-DATA Polska
- Czym jest wskaźnik OEE i jak go mierzyć?
OEE, czyli Overall Equipment Effectiveness, to stosowany globalnie wskaźnik pozwalający na określanie efektywności wykorzystania maszyn w procesie produkcji. Jest on wypadkową innych trzech wskaźników: dostępności maszyny, wykorzystania (wydajności) maszyny oraz jakości uzyskiwanych produktów. Badania wykazały, że światowej klasy producenci z branży spożywczej osiągają OEE na poziomie 85%. Aby więc znaleźć się wśród najlepszych, należy po pierwsze wyznaczać omawiany wskaźnik, a po drugie zadbać o to, aby był on jak najwyższy.
- Jak uzyskiwać rzetelne wartości OEE?
Obecnie w wielu polskich zakładach produkcyjnych nie dokonuje się rzetelnych pomiarów wskaźnika OEE. Wynika to przede wszystkim z faktu, że wciąż duża ich liczba dysponuje przestarzałym, niezautomatyzowanym sprzętem. Pierwszym i najważniejszym warunkiem poprawnego wyznaczania efektywności pracujący maszyn i linii produkcyjnych jest kompleksowa, uzyskiwana w czasie rzeczywistym informacja pochodząca bezpośrednio z fabryki, z pracującej linii produkcyjnej, maszyny, PLC, I/O, czujnika. Dopełnieniem jest nowoczesny software, który poprzez wbudowane, natywne drivery komunikacyjne odczyta niezbędne informacje, które następnie przeanalizuje online i udostępni osobom decyzyjnym.
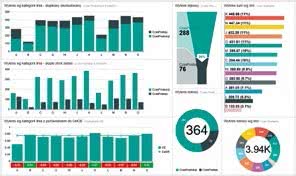
- Z jakich narzędzi skorzystać?
Na rynku istnieje wiele rozwiązań pozwalających na automatyzację procesu wyznaczania OEE. Powinno się wybierać narzędzia pozwalające w maksymalny sposób redukować koszty, dzięki ergonomicznemu sterowaniu maszynami i liniami produkcyjnymi, a w efekcie oszczędzać energię i optymalnie planować procesy produkcyjne. Przykładem takiego rozwiązania jest system zenon oferowany przez firmę COPA-Data. Zapewnia on możliwość bezpośredniego pozyskiwania informacji dzięki ponad trzystu różnym driverom komunikacyjnym, automatycznego wyznaczanie wartości współczynnika OEE, a także ma zaawansowane moduły do prezentacji wyników online, czego przykładami są zenon Waterfall Diagram oraz Sankey Diagram.
|
MONITORING MASZYN
Dostępne są także aplikacje, które w połączeniu z modułami akwizycji danych pozwalają na śledzenia stanu maszyn. Monitorowane urządzenia są opisywane w bazie danych programu. Na podstawie tych informacji i danych pomiarowych obliczane są różne wskaźniki charakteryzujące ich pracę. Te ostatnie, jak i wielkości mierzone, przedstawia się zazwyczaj w formie graficznej, na wykresach. Dostępne są również specjalne funkcje analizy, na przykład FFT.
Oprócz tego oprogramowanie tego typu, na podstawie wyników pomiarów, na przykład nadmiernych wibracji, wykrywa najczęściej występujące typy awarii, na przykład w przypadku urządzeń mechanicznych takie jak poluzowanie się pasa, niewyważenie wirujących elementów, zużycie łożysk lub przekładni, o czym od razu informowany jest operator maszyny. Powiadomienie realizuje się zazwyczaj w formie graficznej przez wyróżnienie na schemacie albo rysunku maszyny części, która uległa awarii.
W ramce przedstawiamy przykłady problemów, którym udało się zawczasu zapobiec dzięki oprogramowaniu analizującemu stan urządzeń i instalacji przemysłowych. Jeśli z kolei chodzi o narzędzia programowe dla konkretnych gałęzi przemysłu, to przykładem są te dla energetyki.
Case study 2
Błędne podłączenie źródłem anomalii
 W pewnym zakładzie na podstawie analizy danych historycznych z oprogramowania monitorującego pracę zespołu turbina parowa-sprężarka zauważono, że od jego ponownego uruchomienia po remoncie, na wale zaczęto rejestrować nadmierne wibracje. Drgania nasilały się wraz ze wzrostem prędkości obrotowej turbiny. W pewnym zakładzie na podstawie analizy danych historycznych z oprogramowania monitorującego pracę zespołu turbina parowa-sprężarka zauważono, że od jego ponownego uruchomienia po remoncie, na wale zaczęto rejestrować nadmierne wibracje. Drgania nasilały się wraz ze wzrostem prędkości obrotowej turbiny.
Po przeanalizowaniu widma częstotliwościowego wibracji zaczęto podejrzewać, że przyczyną tego problemu może być niewyważenie wirnika turbiny. Do takiego wniosku skłaniał również fakt, że w czasie konserwacji to właśnie ten komponent maszyny został wymieniony na nowy.
W celu sprawdzenia prawdziwości tej tezy zespół turbina parowa- sprężarka został rozłączony. Po uruchomieniu samej turbiny drgania nie przekraczały jednak dopuszczalnego poziomu, a ich poziom był zbliżony do wartości rejestrowanych przed remontem. Nie potwierdziło się więc założenie, że to turbina jest źródłem anomalii.
Przy okazji zwrócono jednak uwagę na to, że elementy podłączenia sprężarki do turbiny zostały założone odwrotnie niż przed demontażem tego zespołu. Po naprawieniu tego niedopatrzenia pomiary powtórzono.
Okazało się wtedy, że wibracje wróciły do poziomu sprzed modernizacji turbiny, który nie zagrażał jej prawidłowemu funkcjonowaniu. Zatem to niewłaściwie wykonane podłączenie było przyczyną niewyważenie, które stało się źródłem nadmiernych drgań. Dzięki temu, że szybko naprawiono błąd, uniknięto uszkodzenia komponentów zespołu takich jak łożyska, do którego z pewnością doszłoby, gdyby pracowały one w takich warunkach dłużej.
|
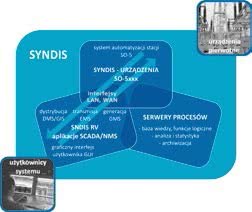
ROZWIĄZANIA DLA BRANŻY ENERGETYKI
Na potrzeby tej branży opracowywane są systemy typu NMS (Network Management System). Składają się one z wielu różnych modułów. Jednym z nich jest GMS (Generation Management System) wykorzystywany na etapie produkcji energii. Do jego głównych funkcji zaliczane jest prognozowanie obciążeń sieci i optymalizowanie na tej podstawie wykorzystania mocy produkcyjnych.
Kolejny przykład modułu to EMS (Energy Management System). Udostępnia on operatorom sieci przesyłowych funkcje do zarządzania bieżącymi przepływami energii w sposób zbilansowany, co zapewnia stabilność systemu energetycznego. Moduł DMS (Distribution Management System) z kolei zawiera funkcje do zarządzania siecią rozdzielczą, m.in. do automatycznego generowania sekwencji łączeniowych i zarządzania przerwami w dostawach energii.
Moduł OMS (Outage Management System) ułatwia analizę uszkodzeń sieci i przywracanie jej do działania poprzez pomoc w planowaniu niezbędnych działań i zarządzaniu pracownikami serwisu.
Innym przykładem jest oprogramowanie zaprojektowane w celu spełnienia potrzeb przemysłu obróbki blach. Dalej przedstawiamy wybrane funkcjonalności takich aplikacji.
 Tomasz Cwołek Tomasz Cwołek
ASKOM
- Z jakich rozwiązań IT korzysta dzisiaj krajowy przemysł?
Obecnie zdecydowana większość zakładów produkcyjnych w Polsce, a szczególnie mali i średni rodzimi producenci, nie wykorzystuje potencjału, jaki oferują dostępne na rynku kompleksowe systemy zarządzania produkcją klasy MES/MOM. W obszarach produkcyjnych nadal najczęściej wykorzystywanymi systemami IT są te służące do automatyzacji i wizualizacji procesów produkcyjnych typu SCADA/HMI, zaś do gromadzenia i analizy danych produkcyjnych wykorzystuje się podstawowe oprogramowanie biurowe MS Office Word i Excel.
Niestety w większości polskich firm przemysłowych systemy MES to nadal zupełna nowość czy wręcz pieśń przyszłości. Polscy producenci w zdecydowanej przewadze nie widzą na razie potrzeby wdrażania kompleksowych rozwiązań informatycznych do zarządzania produkcją. Raczej skupiają się oni na prostych funkcjonalnościach związanych głównie z automatycznym pozyskiwaniem danych procesowych w celu bardziej wiarygodnego rozliczania kosztów produkcji i raportowania bieżącej wydajności oraz czasu pracy i przestojów maszyn.
Z drugiej strony pojawiają się już także pierwsze jaskółki, głównie w postaci nowo budowanych polskich fabryk należących do globalnych koncernów, w których od samego początku wdrażane są korporacyjne standardy w zakresie planowania, kontroli i zapewnienia jakości, a także zarządzania procesem produkcji i logistyką wewnętrzną w oparciu o kompleksowe systemy klasy MOM, które obejmują m.in. MES, APS czy LIMS/QMS.
- Kto przoduje w procesach informatyzacji produkcji?
Potrzebę informatyzacji procesu produkcyjnego wymuszają najczęściej na polskich firmach ich bezpośredni klienci. Najbardziej zinformatyzowaną branżą produkcyjną jest zdecydowanie przemysł motoryzacyjny, w którym wdrożenie zaawansowanych systemów do śledzenia procesu produkcji i kontroli jakości produktu na każdym etapie wytwarzania wymuszają audyty wykonywane praktycznie w trybie ciągłym przez producentów samochodów, którzy monitorują swoje całe łańcuchy dostaw. Coraz większą informatyzację można dostrzec również w firmach z branży FMCG - szczególnie farmaceutycznej i spożywczej. Jest to podyktowane przede wszystkim ogromną dbałością o bezpieczeństwo produktów, ale także wymogami rynku konsumenckiego domagającego się coraz większej różnorodności produktów oferowanych w coraz bardziej przystępnych cenach.
|
OPROGRAMOWANIE W OBRÓBCE BLACH
W tej branży ważnym zadaniem jest na przykład rozmieszczenie detali na arkuszach blach w celu późniejszego ich wycinania lub wykrawania na maszynach CNC (nesting). Celem jest rozlokowanie ich w taki sposób, aby nie zmarnować za dużo materiału. Jego osiągnięcie ułatwia oprogramowanie klasy CAD/CAM.
Aplikacje tego typu korzystają z baz danych formatów arkuszy, które można zamówić oraz tych, będących odpadami pozostałymi po wcześniejszych cięciach, które znajdują się w magazynach zakładu. Na tej podstawie, dla danej partii produktu, program wybiera najlepszy rozmiar. Z oprogramowaniem CAD/CAM tego typu współpracują systemy do zarządzania produkcją.
Wśród typów funkcjonalności takich aplikacji warto wymienić podgląd nestingu oraz wgląd w listę nestingów. Ponadto operator może określić numer arkusza użytego do wykonania danego zlecenia, co pozwala na jego późniejszą identyfikację. Kolejną ważną funkcją jest automatyczna aktualizacja stanu magazynu.
Wykorzystane arkusze są z niego usuwane, podobnie jak te z różnych powodów utracone. Odpady, które będzie można jeszcze wykorzystać w przyszłości, są natomiast dopisywane do bazy danych z zawartością magazynu. Inne ważne funkcje to zmiana kolejności prac lub maszyny, konfigurowanie maszyn, podgląd programów CNC, rozróżnianie statusów realizacji zamówień (prenesting, nesting, w produkcji, zrealizowane) oraz optymalizacja kolejności wykonywania zleceń, na przykład w zależności od zajętości maszyn.
PODSUMOWANIE
 Wdrożenie w przedsiębiorstwie produkcyjnym aplikacji takich, jak te wyżej opisane przynosi liczne korzyści. Można mnożyć przykłady branż, w których dzięki oprogramowaniu zmniejsza się koszty dodatkowe, zwiększa wydajność produkcji, zwrot z inwestycji i wskaźnik rotacji zapasów, skraca się czas dostaw, eliminuje marnotrawstwo zgodnie z koncepcją produkcji lean, a w rezultacie zwiększa się zysk.
Wdrożenie w przedsiębiorstwie produkcyjnym aplikacji takich, jak te wyżej opisane przynosi liczne korzyści. Można mnożyć przykłady branż, w których dzięki oprogramowaniu zmniejsza się koszty dodatkowe, zwiększa wydajność produkcji, zwrot z inwestycji i wskaźnik rotacji zapasów, skraca się czas dostaw, eliminuje marnotrawstwo zgodnie z koncepcją produkcji lean, a w rezultacie zwiększa się zysk.
Na przykład w branży górniczej oprogramowanie ułatwia planowanie produkcji, tak aby była ona zsynchronizowana z harmonogramem dystrybucji surowca. Dzięki temu dostawca unika opóźnień, za które odbiorcy mogliby żądać od niego odszkodowań.
Innym obszarem jest przemysł wydobywczy, na przykład rud, w którym ważną rolę odgrywają aplikacje usprawniające zarządzanie jakością. Jakość surowca ma bowiem wpływ na przebieg dalszych etapów jego przetwarzania. Przykładem jest proces rozdrabiania, którego wydajność w wyniku pogorszenia się jakości rudy maleje. Gdy zmiana właściwości tego surowca zostanie wykryta, można wcześniej odpowiednio przestroić maszyny rozdrabniające. Jest to tańsze niż utrzymywanie zapasów surowca o dobrej jakości, dodawanego w razie potrzeb do tego aktualnie obrabianego.
Wraz z postępem technologii rosną również możliwości oprogramowania dla przemysłu. W ramce przedstawiamy to na przykładzie wpływu, jaki wywarło na nie upowszechnienie się urządzeń mobilnych i perspektyw związanych z powstaniem Internetu Rzeczy.
Monika Jaworowska