Fot.1. Przykładowe części maszyn i urządzeń, które mogą być zmierzone za pomocą WMP
Większość współrzędnościowych maszyn pomiarowych (WMP) nowej generacji jest wyposażonych w głowice pomiarowe, nazywane również sondami skaningowymi. Dzięki nim możliwa jest kontrola nie tylko wymiarów, ale również odchyłek kształtu i położenia skomplikowanych geometrycznie obiektów. Głowice skaningowe, podobnie jak specjalizowane urządzenia do pomiaru kształtu profilu, pozwalają na pomiar dużej liczby punktów w czasie dostosowanym do szybkości produkcji.
Olbrzymie skrócenie czasu łącznej kontroli mierzonego przedmiotu jest możliwe dzięki temu, że nie zachodzi potrzeba zmiany przyrządu pomiarowego – w jednym procesie można wyznaczyć wszystkie możliwe wymiary i odchyłki. Przykładowe części maszyn i urządzeń, które mogą być zmierzone za pomocą WMP, przedstawiono na fot.1. Oprócz pokazanych części o stosunkowo niewielkich wymiarach możliwy jest pomiar dużych elementów – np. karoserii samochodowych (fot.2) o wymiarach do kilku lub kilkunastu metrów.
Istota pomiarów współrzędnościowych

Fot.2. Pomiar karoserii samochodu osobowego przy pomocy WMP wysięgnikowej firmy DEA
Pomiary współrzędnościowe charakteryzują się nieco inną zasadą wyznaczania wymiarów geometrycznych od klasycznych metod pomiarowych wykorzystujących przyrządy jednozadaniowe, takie jak mikrometr czy średnicówka. Proces pomiarowy w przypadku WMP polega na pomiarze wartości współrzędnych X, Y, Z pojedynczych punktów na powierzchni mierzonego przedmiotu. W większości klasycznych WMP (z wyjątkiem maszyn hybrydowych i ramion przenośnych) pomiar odbywa się w układzie współrzędnych kartezjańskich, tzn. ruchome zespoły pomiarowe maszyny przemieszczają się w trzech wzajemnie prostopadłych kierunkach.
Do lokalizacji punktów mierzonego przedmiotu w przestrzeni pomiarowej WMP służy głowica pomiarowa, natomiast pomiar ich położenia realizują liniały pomiarowe znajdujące się w każdej z osi maszyny. Na tym etapie wymiary mierzonego przedmiotu oraz odchyłki kształtu i położenia jego elementów nie są jeszcze znane. Niezbędny jest do tego proces obliczeniowy.
Na podstawie zarejestrowanych współrzędnych poszczególnych punktów pomiarowych komputer maszyny wyznacza figury geometryczne, z których składa się element mierzony. Cechy tych figur są wymiarami, a odległości poszczególnych punktów pomiarowych od zdefiniowanych elementów odniesienia to odchyłki kształtu. Wzajemne odległości figur geometrycznych wchodzących w skład mierzonego elementu oraz odchyłki położenia obliczane są również przez oprogramowanie maszyny współrzędnościowej.
Współrzędnościowe maszyny pomiarowe

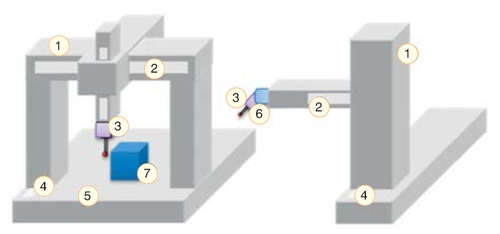
Rys.1. Schematy kinematyczne WMP portalowej (po lewej) oraz wysięgnikowej (po prawej): (1) zespoły nośne, (2) liniały pomiarowe, (3) głowica, (4) łożyskowanie, (5) stół pomiarowy, (6) głowica obrotowo-uchylna, (7) mierzony element
Pomimo ciągłego postępu w dziedzinie WMP, zasadnicza zmiana w budowie maszyny i jej głównych zespołów (np. stołu pomiarowego, prowadnic, łożyskowania oraz liniałów pomiarowych) nie uległa radykalnym zmianom. Znaczny postęp obserwuje się natomiast w rozwoju głowic pomiarowych oraz kontrolerów i ich oprogramowania. Od lat znane są cztery podstawowe rodzaje rozwiązań konstrukcyjnych maszyn: portalowe (nazywane inaczej bramowymi), mostowe oraz wspornikowe i wysięgnikowe.
Rozwiązania te różnią się przestrzennym usytuowaniem zespołów nośnych maszyny, co przekłada się na ich parametry użytkowe, takie jak zakres pomiarowy i dokładność. Przykładowe schematy kinematyczne dwóch najbardziej popularnych typów maszyn: portalowej i wysięgnikowej, przedstawiono na rys.1. W przypadku najbardziej uniwersalnych maszyn portalowych zakresy pomiarowe sięgają od 400 do 5000mm na oś. Maszyny mostowe charakteryzują się znacznie większymi zakresami sięgającymi nawet 16m.
Rzadko spotykane maszyny wspornikowe ze względu na małą sztywność konstrukcji mają dość małe zakresy od 300 do maksymalnie 700mm. Za to stosowane najczęściej w przemyśle motoryzacyjnym maszyny wysięgnikowe oferują znacznie większe zakresy pomiarowe sięgające w najdłuższej osi do 18m oraz do 3,5m w pozostałych osiach. Dokładność WMP zależy od typu konstrukcji i zastosowanej głowicy pomiarowej. Wynosi ona od kilkudziesięciu µm dla maszyn o dużych zakresach pomiarowych, do dziesiątych części µm dla maszyn portalowych o największej dokładności.
Zdecydowanie największy postęp techniczny w rozwoju WMP obserwowany jest w dziedzinie elektroniki i oprogramowania. Zastosowanie nowoczesnych sterowników i algorytmów pozwala na znaczne poprawienie dokładności pomiaru poprzez numeryczną kompensację różnego typu błędów systematycznych przetworników pomiarowych, a w szczególności błędów dynamicznych. Przykłady takich technologii to Renscan DC w sterownikach UCC firmy Renishaw oraz VAST Navigator w maszynach firmy Zeiss wyposażonych w aktywną głowicę skanującą typu Vast Gold.
Sterownik WMP to centralny element jej wyposażenia zarządzający pozycjonowaniem i skanowaniem. Integruje funkcje kontroli maszyny, głowic pomiarowych oraz przegubów obrotowo-uchylnych i stołów obrotowych. Przykładem takiego sterownika nowej generacji jest UCC firmy Renishaw. Wykorzystuje on technologię Renscan DC, która umożliwia dokładny i szybki pomiar – zarówno impulsowy, jak i poprzez skanowanie (do 500 punktów/s). Renscan DC umożliwia digitalizację powierzchni o nieznanym kształcie.

Fot.3. Widok WMP typu Accura 7 firmy Zeiss
Zastosowany filtr paraboliczny wygładza błędne odchyłki powierzchni powstające wskutek wibracji maszyny. Kontroler udostępnia też funkcje analizy i uczenia się przebiegu nieznanej powierzchni. Z kolei funkcja Dynamic Integrator zapewnia szybkie i dokładne pozycjonowanie oraz zapobiega efektowi przekraczania zadeklarowanej drogi. Sterowniki firmy Hexagon Metrology (B3CLC) mają funkcje Fly, której działanie polega na przewidywaniu przez sterownik w trakcie wykonywania rzeczywistego ruchu maszyny jej kolejnego ruchu.
Pozwala to na płynne sterowanie maszyną bez jej zatrzymywania przy zmianie kierunku jazdy. Przykładem maszyny portalowej średniej klasy jest Accura 7 firmy Zeiss o zakresie pomiarowym od 900 mm w osi X, 1200 mm w osi Y oraz 700 mm w osi Z. Maszyna wyposażona jest w zależności od opcji w skaningową głowicę aktywną typu Vast Gold albo pasywną Vast XXT współpracującą z głowicą obrotowo-uchylną RDS. Możliwe jest również zastosowanie całej gamy innych głowic pomiarowych stykowych, np. impulsowych TP2 i TP200 oraz bezstykowych np. Viscan.
Błąd graniczny wskazania zgodnie z PN-EN ISO10360 wynosi MPEE = 1,7+L/333µm dla głowic skaningowych oraz MPEE = 2,2+L/333µm dla głowic impulsowych współpracujących z przegubem obrotowo-uchylnym RDS. L oznacza mierzoną długość podaną w metrach. Widok maszyny współrzędnościowej typu Accura 7 przedstawiono na fot.3.