
Tabela 1. Różne technologie znakowania przemysłowego
Prawidłowe oznaczenie i identyfikacja materiałów przeznaczonych do produkcji, półproduktów oraz wyrobów końcowych jest kluczowym ogniwem systemu zapewnienia jakości.
Na końcowe wyroby nanoszone są dodatkowe informacje (często wymuszone stosownymi przepisami), takie jak na przykład tabliczki znamionowe, oznaczenia funkcjonalne, a także oznaczenia charakterystyczne dla danego producenta (logo, nazwa firmy) pozwalające na budowanie marki w świadomości klientów, zwiększanie jej rozpoznawalności, czy w końcu po prostu stanowiące reklamę firmy.
Znakowanie przemysłowe wiąże się ze spełnieniem kilku podstawowych warunków. Znakowanie powinno być trwałe i odporne przede wszystkim na środowisko pracy oznaczanego detalu, a naniesione znaki powinny być kontrastowe względem tła, czyli znakowanie musi być czytelne.
Technologia znakowania powinna być jak najbardziej elastyczna pod względem różnorodnych oznaczanych materiałów oraz kształtu nanoszonych oznaczeń, a także umożliwiać oznaczanie wielu różnorodnych produktów.
Jednocześnie proces ten nie może zmieniać oczekiwanych cech znakowanego elementu, który po oznakowaniu powinien spełniać wymagania odbiorowe. Technologia znakowania powinna również móc być zintegrowana w systemie wytwórczym, a sam system znakowania reagować na sygnały procesowe, dostosowując na ich podstawie parametry procesu oraz treść informacji - np. transfer informacji dotyczących wymiarów detalu ze stanowiska kontrolno-pomiarowego do znaku umieszczanego na detalu.
Jednocześnie proces znakowania powinien być wydajny, w szczególności jego wydajność powinna być mniejsza niż wydajność produkcji. W praktyce przemysłowej stosowanych jest kilka różnych procesów znakowania. Najczęściej stosowane technologie znakowania przedstawiono w tabeli 1. Wybór pomiędzy technologią znakowania powinien być oparty o przeprowadzoną wcześniej dokładną analizę techniczną i ekonomiczną.
WŁASNOŚCI PROMIENIOWANIA LASEROWEGO
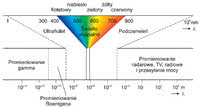
Rys. 1. Widmo promieniowania elektromagnetycznego |

Rys. 2. Długości fali dla wybranych typów laserów stosowanych w przemyśle |
Promieniowanie laserowe to fala elektromagnetyczna o długości fali zależnej od rodzaju medium, tzw. elementu czynnego lasera, z którego to promieniowanie jest wytwarzane. Z falami elektromagnetycznymi mamy do czynienia na co dzień. W zależności od długości fali możemy zaobserwować ją np. jako światło widzialne (bardzo wąski zakres fal elektromagnetycznych).
Fale elektromagnetyczne o długości większej niż dla zakresu widzialnego to m.in. tzw. promieniowanie podczerwone (np. obserwowane jako promieniowanie cieplne) oraz fale radiowe czy telewizyjne.
Dla krótszych długości fali elektromagnetycznych występuje tzw. promieniowanie rentgenowskie (patrz rys. 1). Promieniowanie laserowe charakteryzuje się tym, że z generatora promieniowania laserowego jesteśmy w stanie wyemitować wiązkę promieniowania elektromagnetycznego o jednej długości fali (monochromatyczną wiązka światła) - patrz rys. 2.
Promieniowanie takie podlega naturalnie prawom optyki i dzięki jego monochromatyczności możliwe jest skupienie wiązki za pomocą zwierciadeł lub soczewek do plamki rzędu kilkudziesięciu lub kilkuset mikrometrów. Osiąga się dzięki temu bardzo duże gęstości mocy w obszarze oddziaływania wiązki laserowej, pozwalające na bardzo szybkie nagrzanie, stopienie czy odparowanie warstwy materiału.
Rezonator lasera jest zbudowany z tzw. elementu czynnego (ciało stałe, gaz, element 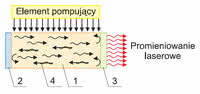
Rys. 3. Zasada działania lasera Nd:YAG: 1 - kryształ Nd:YAG, 2 - zwierciadło nieprzepuszczalne, 3 - zwierciadło częściowo przepuszczalne, 4 - fotony

















