Regularnie przeprowadzane pomiary oraz inspekcje pozwalają zawczasu wykryć oznaki wielu problemów. Niepokoić powinny zwłaszcza: podwyższona temperatura, iskrzenie, wyciekający olej, nadmierne drgania, zbyt głośna praca oraz nagły spadek wydajności. W artykule na przykładzie urządzeń i komponentów elektrycznych, mechanicznych, hydraulicznych oraz pneumatycznych podpowiadamy, na co zwracać uwagę na co dzień i podczas okresowych przeglądów oraz jak reagować na niektóre problemy. Przedstawiamy również wybrane przyrządy pomiarowe oraz strategie utrzymania ruchu.
SILNIKI ELEKTRYCZNE

Fot. 1. Nadmierne zużycie koła zębatego
Wiele problemów w funkcjonowaniu silników elektrycznych można zdiagnozować bez wyłączania urządzenia, niektóre natomiast wymagają odłączenia go od zasilania i rozłożenia na części. Przykładem tych pierwszych jest przegrzewanie się silnika. Jest to jedna z najczęstszych przyczyn spadku wydajności tych maszyn. Ponadto podwyższona temperatura może spowodować zniszczenie izolacji uzwojeń i negatywnie wpływa na żywotność tych ostatnich.
Silnik nagrzewa się nadmiernie m.in. wtedy, gdy jego korpus pokryty jest grubą warstwą brudu. Taka termiczna izolacja utrudnia przepływ ciepła wydzielającego się w urządzeniu na zewnątrz. Kolejną przyczyną jest zapchanie się kanałów wentylatora. Świadczy o tym słaby wydmuch na ich wylocie. W obu przypadkach silnik trzeba wyłączyć, a potem wyczyścić.
Jeżeli to nie pomaga, warto sprawdzić, czy przepływ powietrza wokół silnika nie jest utrudniony. Powodem przegrzewania się tego urządzenia może być również źródło ciepła w pobliżu, na przykład inna maszyna. Inne przyczyny to: nadmierne obciążenie lub zablokowanie się napędzanej maszyny. Silnik, który w takim wypadku musi wytworzyć większy moment obrotowy, pobiera większy prąd, przez co rosną straty cieplne.
Monika Milewska
Marketing Communication Coordinator CEE
Fluke
- Co zmieniło się w ostatnich latach w technologii i funkcjonalności przenośnych urządzeń pomiarowych? W jakim kierunku rozwijają się te produkty i jak zmienia to sposoby wykonywania pomiarów?
Obserwujemy zdecydowany wzrost zainteresowania termografią jako techniką pozwalającą bezkontaktowo, szybko i bezpiecznie wykrywać symptomy awarii lub nieprawidłowości w działaniu układów. Mówimy tu zarówno o instalacjach elektrycznych, jak też układach mechanicznych. W obu przypadkach anomalie termiczne (wyższa lub niższa temperatura elementów układu) bezsprzecznie wskazują na nieprawidłowość funkcjonowania systemu. Pomiary wykonywane kamerami termowizyjnymi lub pirometrami graficznymi pozwalają szybko zbadać nawet rozległe układy, wykryć potencjalne zagrożenia i przeprowadzić konieczne naprawy bądź modernizacje.
Na spopularyzowanie badań termograficznych wpływ ma zarówno postęp technologiczny, który umożliwia produkowanie wygodniejszych w obsłudze, dokładniejszych i znacznie tańszych niż jeszcze kilka lat temu przyrządów, jak i popularyzacja wśród użytkowników wiedzy o zaletach takich badań. Prognozujemy, że wraz z dalszym rozwojem branży, wejściem na polski rynek innowacyjnych przyrządów, takich jak pirometry graficzne, prewencyjne badania termograficzne staną się normą.
Drugim ważnym trendem jest rozwój bezprzewodowych systemów urządzeń pomiarowych. Przykładem może być tu rodzina przyrządów Fluke CNX. System oparty na multimetrze cyfrowym pozwala użytkownikowi na dowolną konfigurację poprzez dobranie potrzebnych mu w pracy modułów: prądu, napięcia i temperatury. Moduły łączą się bezprzewodowo z centralnym multimetrem lub komputerem. Pozwala to na prowadzanie równocześnie nawet 20 pomiarów w różnych częściach zakładu. Moduły można rozmieścić w różnych częściach badanego systemu, uruchomić go, a następnie zbierać i analizować dane zachowując pełne bezpieczeństwo.
|
HAŁAS I WIBRACJE
Wiele problemów w działaniu silników objawia się nadmiernymi drganiami oraz zbyt głośną pracą. Hałas bywa uciążliwy dla osób przebywających w pobliżu, natomiast towarzyszące mu duże wibracje są przyczyną wielu usterek. Mogą one spowodować m.in.: zniszczenie izolacji zbyt luźnych uzwojeń, uszkodzenie przewodów kabli w wyniku ich nadmiernego naprężenia, iskrzenie szczotek oraz zniekształcenie się powierzchni elementów tocznych łożysk.
Przyczyn nadmiernych wibracji powinno się szukać etapowo. Najpierw trzeba sprawdzić współosiowość połączenia wału silnika z resztą układu napędowego. Jeżeli jest zapewniona, należy odłączyć silnik od obciążenia. Gdy wówczas wibracje ustają, ich źródła szukać trzeba dalej w napędzanej maszynie. W przeciwnym wypadku silnik powinno się odłączyć od zasilania. Gdy wtedy urządzenie przestaje drgać, przyczyną wibracji są prawdopodobnie przerwy lub zwarcia w jego obwodach elektrycznych. Silnik, który poruszając się tylko na skutek siły bezwładności, nadal drga jest najpewniej niewyważony. Może to być spowodowane: niestabilnością jego zamocowania, wygiętym wałem, niewyważeniem wirnika lub obluzowaniem się jakichś elementów tego urządzenia.
Analiza chemiczna ujawnia przyczynę uszkodzenia łożysk
 Jeden z producentów z branży spożywczej w ramach modernizacji parku maszynowego zakupił nowoczesną linię przetwórstwa pomidorów, z których wytwarzane są m.in. ketchupy, sosy oraz przeciery pomidorowe. Niestety po bardzo krótkim czasie użytkowania jedna z maszyn będących jej częścią uległa uszkodzeniu. Jako przyczynę awarii zidentyfikowano łożysko, które jak wynikało z danych producenta, wykonane zostało z kopolimeru poliacetalu. Jeden z producentów z branży spożywczej w ramach modernizacji parku maszynowego zakupił nowoczesną linię przetwórstwa pomidorów, z których wytwarzane są m.in. ketchupy, sosy oraz przeciery pomidorowe. Niestety po bardzo krótkim czasie użytkowania jedna z maszyn będących jej częścią uległa uszkodzeniu. Jako przyczynę awarii zidentyfikowano łożysko, które jak wynikało z danych producenta, wykonane zostało z kopolimeru poliacetalu.
Od razu wykluczono naturalne zużycie materiału. Deklarowana żywotność tego komponentu była bowiem znacznie dłuższa niż czas jego pracy w tej maszynie. Ponadto dokładna inspekcja wizualna ujawniła znaczące ubytki materiału na powierzchni łożyska, jej odbarwienie oraz pęknięcia. Stało się też ono bardzo kruche. Zaczęto wówczas podejrzewać, że tak poważne zniszczenia mogły powstać tylko w wyniku reakcji chemicznej. Według zapewnień producenta wszystkie komponenty maszyny powinny być jednak odporne na substancje, z którymi mogą mieć kontakt podczas przetwórstwa pomidorów, jak również mycia oraz czyszczenia urządzenia.
Kolejnym krokiem było przeprowadzenie analizy widmowej w celu sprawdzenia składu materiału, z jakiego wykonano łożyska. Nie dała ona jednak jednoznacznej odpowiedzi na to, z czego w rzeczywistości zrobiono ten element. Wynikało to z podobieństwa widm kopolimerów oraz homopolimerów poliacetalu. Aby je odróżnić konieczne okazało się wyznaczenie temperatury topnienia. W tym celu przeprowadzono specjalistyczne badanie - skaningową kalorymetrię różnicową. Wykazała ona, że temperatura topnienia testowanego materiału wynosi 172°C. Oznaczało to, że łożysko wbrew deklaracji jego producenta wykonano nie z kopolimeru, a z homopolimeru poliacetalu.
Mimo podobnej struktury kopolimery i homopolimery poliacetalu znacząco różnią się pod względem trwałości chemicznej, a zwłaszcza odporności na kwasy. Te drugie nie zmieniają swojej struktury przy kontakcie z substancjami o pH w przedziale 4-10, natomiast kopolimery w wypadku substancji o pH od 3 do 4 i aż do 14. Tymczasem typowo pH produktów przetwórstwa pomidorów w tym zakładzie wynosiło od 3 do 4. Za wprowadzenie w błąd, na skutek którego na kilka dni trzeba było wstrzymać produkcję właściciel fabryki zażądał odszkodowania od producenta pechowej maszyny.
|
SZCZOTKI I SMAROWANIE
Uwagi wymagają także wewnętrzne komponenty silnika, zwłaszcza szczotki oraz komutator. Niepokój wzbudzić powinno iskrzenie oraz "dziwne" dźwięki (na przykład charakterystyczny terkot) towarzyszące pracy tych pierwszych. Po wyłączeniu urządzenia należy się upewnić, czy szczotki mogą się swobodnie przemieszczać w oprawie, a siły nacisku wszystkich sprężyn są równe. Sprawdzić trzeba też gładkość powierzchni roboczej szczotek oraz czy powierzchnia komutatora jest czysta, a w miejscu kontaktu ze szczotkami również odpowiednio gładka. W razie potrzeby rowki komutatora oraz oprawki szczotek trzeba wyczyścić. Te ostatnie trzeba później umieścić z powrotem w tej samej oprawie, ponieważ ich zamiana pogarsza jakość komutacji.
W czasie konserwacji silnika ważnym zadaniem jest smarowanie łożysk. Jeżeli przeprowadza się je okresowo lub stosownie do potrzeb (na przykład gdy głośno pracują lub nagrzewają się) i zgodnie z zaleceniami producenta, wydłuża się czas użytkowania tych elementów. Nadmierne smarowanie nie jest natomiast zalecane. Jeżeli smaru jest zbyt dużo, przemieszczanie się elementów tocznych łożyska jest utrudnione, a im większe tarcie, tym większa temperatura. Przegrzewanie się łożysk skutkuje ich przedwczesnym zużyciem się - uzyskuje się zatem efekt odwrotny do zamierzonego. Ponadto nadmiar smaru wyciekając do wnętrza silnika, sprzyja gromadzeniu się tam brudu. Trzeba też uważać, aby w czasie smarowania łożysk nie pozostawić w nich zanieczyszczeń. Te ostatnie powodują bowiem awarie częściej niż brak smaru.
PRZEKŁADNIE ZĘBATE
Problemy z przekładniami mechanicznymi diagnozuje się na kilka sposobów, m.in. wizualnie (na przykład z użyciem endoskopu), badając olej przekładniowy lub mierząc wibracje. Komponenty te psują się często, a powody usterek są zwykle złożone. Dalej przedstawiamy najczęstsze przyczyny uszkodzeń kół zębatych, czyli: zużycie, zużycie ścierne, korozję, wżerki, łuszczenie, zacieranie, łamanie się zębów oraz ich deformacje.
Koła zębate zużywają się stopniowo, dlatego wyróżnia się kilka kategorii uszkodzeń tego rodzaju. Na przykład w umiarkowanie zużytym elemencie (moderate wear) warstwy metalu na wysokości głowy oraz stopy zęba są już widocznie starte. Główną tego przyczyną jest zbyt cienka warstwa smaru zabezpieczającego zęby przekładni w stosunku do ich obciążenia lub zanieczyszczenia w nim występujące. Aby powstrzymać postęp erozji, należy zmienić smar, na przykład na taki o większej lepkości. W ostateczności warto zastanowić się nad wymianą przekładni na nową, wykonaną z materiału o większej wytrzymałości.
Przeoczenie tego etapu prowadzi do kolejnego, tzn. nadmiernego zużycia koła zębatego (excessive wear). Wówczas z tego ostatniego usunięta jest już na tyle duża ilość materiału, że pierwotny kształt zębów ulega widoczniej zmianie (fot. 1). Luzy między nimi utrudniają wówczas zazębianie się przekładni.
Objawem zużycia ściernego (abrasive wear) są z kolei rowki lub rysy widoczne na powierzchni stycznej zębów. Powstają one pod wpływem zanieczyszczeń występujących w smarze. Mogą to być m.in.: metaliczne drobiny, okruchy spoiw, odpryski kamienia, ziarenka piasku lub okruchy rdzy. Uszkodzenia przekładni pod ich wpływem zachodzą najczęściej, gdy brakuje filtrów lub te, które są zainstalowane, nie wystarczają, by zapobiec wnikaniu tych cząstek do wnętrza urządzenia. Oprócz zmiany filtrów ściernemu zużyciu kół zębatych zapobiec może również częsta wymiana oleju, dzięki której zanieczyszczenia nie będą się gromadzić w przekładni. Przed zarysowaniem powierzchni zębatki ochronić też może grubsza warstwa smaru. Można ją uzyskać, używając oleju o większej lepkości.
Arsenał służb utrzymania ruchu
 Pirometry Pirometry
Służą do punktowego pomiaru temperatury. Są to przyrządy bezdotykowe. Przydatne w pomiarach temperatury powierzchni trudnodostępnych.
 Kamery termowizyjne Kamery termowizyjne
Wynikiem pomiaru jest obraz, na którym rozróżnione są obszary o różnych temperaturach. Podobnie jak pirometry sprawdzają się tam, gdzie dostęp do mierzonej powierzchni jest utrudniony lub niebezpieczny.
 Termometry przemysłowe Termometry przemysłowe
Termometry przemysłowe o specjalnie wzmocnionej konstrukcji. Przykładowe zastosowania: pomiar temperatury otoczenia i cieczy.
 Higrometry Higrometry
Mierzą wilgotność, a często także temperaturę (termohigrometry). Służą m.in. do kontroli warunków klimatycznych w pomieszczeniach.
 Mierniki dźwięku (decybelomierze) Mierniki dźwięku (decybelomierze)
Mierzą natężenie dźwięku. Często są zintegrowane z rejestratorem. Przydatne w pomiarach hałasu maszyn.
 Mierniki drgań (wibrometry) Mierniki drgań (wibrometry)
Mierzą parametry wibracji. Zwykle zintegrowane z analizatorem drgań, a często także z miernikiem prędkości obrotowej lub dźwięku. Podstawowe narzędzie do monitorowania stanu maszyn.
 Endoskopy techniczne Endoskopy techniczne
Kamery do inspekcji miejsc trudnodostępnych. Przykładowe zastosowania: kontrola stanu wnętrza rur, zbiorników oraz silników.
 Mierniki obrotów (tachometry) Mierniki obrotów (tachometry)
Mierniki prędkości obrotowej. Przydatne do wyznaczania prędkości obrotów wałów i innych elementów wirujących.
 Mierniki jakości energii elektrycznej Mierniki jakości energii elektrycznej
Przyrządy do diagnozowania problemów spowodowanych pogorszeniem się jakości energii elektrycznej. Są też wykorzystywane do długookresowej rejestracji jej parametrów.
 Lokalizatory przewodów i kabli Lokalizatory przewodów i kabli
Służą do wyszukiwania przewodów oraz wyznaczania tras ich przebiegu. Umożliwiają również wykrywanie ich uszkodzeń (przerw oraz zwarć).
 Testery elektryczne Testery elektryczne
Przykładowe urządzenia: testery napięcia i ciągłości obwodu, próbniki napięcia, wskaźniki kolejności faz, testery izolacji.
 Mierniki ciśnienia (manometry) Mierniki ciśnienia (manometry)
Mierzą ciśnienie różnych płynów. Przydatne w diagnostyce m.in. urządzeń hydraulicznych i pneumatycznych.
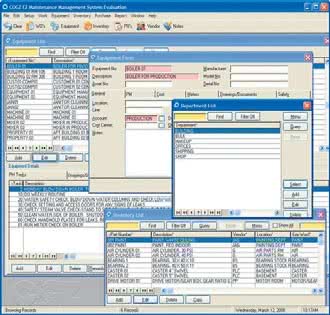
 Computerized Maintenance Management Systems Computerized Maintenance Management Systems
Wsparciem dla służb utrzymania ruchu w zakładach przemysłowych są również systemy informatyczne Computerized Maintenance Management Systems. Głównym zadaniem aplikacji CMMS jest automatyzacja zadań w zakresie:
- zarządzania rejestrem urządzeń oraz obiektów zakładu i ich dokumentacji,
- planowania remontów, konserwacji oraz napraw wyposażenia fabryki,
- zbierania i aktualizacji danych o awariach, uszkodzeniach, naprawach i wymianie urządzeń,
- zarządzania stanem magazynów części zapasowych,
- zakupów nowego wyposażenia oraz części zamiennych,
- nadzoru nad personelem i organizacji jego pracy (m.in. aktualizacji listy zadań dla poszczególnych pracowników oraz postępów w realizacji zadań).
|