Zrobotyzowane spawanie tworzyw sztucznych
| TechnikaObudowy lamp samochodowych produkowane ze szkła i z metalu odeszły już do przeszłości. Materiałem wykorzystywanym obecnie do realizacji nowych projektów jest plastik. Nowa maszyna hybrydowa do spawania tworzyw sztucznych daje projektantom jeszcze szersze pole do popisu w zakresie projektowania lamp o najrozmaitszych rozmiarach i kształtach. Pozwala łączyć duże, przestrzenne konstrukcje dzięki zintegrowanemu robotowi przemysłowemu Stäubli TX90L, przenoszącemu sprzęt spawalniczy oraz zapewniającemu stabilne trzymanie łączonych form podczas spawania.

 Jak wyglądałyby nowoczesne auta bez plastikowych lamp o coraz bardziej skomplikowanych kształtach? Jak orientuje się pewnie niewielu użytkowników, pomysłowość projektantów w zakresie kształtu i maksymalnych rozmiarów lamp była wcześniej ograniczona dostępnymi procesami technologicznymi. Spawaniu bez naprężeń, w oparciu o konwencjonalne metody wibracyjne oraz typu hot plate, mogły być poddawane jedynie elementy do określonych rozmiarów oraz relatywnie płaskiej geometrii. Co więcej - nieregularne przebiegi spoin, musiały być maskowane za pomocą czarnej farby nakładanej na brzegi przezroczystych elementów z pleksiglasu.
Jak wyglądałyby nowoczesne auta bez plastikowych lamp o coraz bardziej skomplikowanych kształtach? Jak orientuje się pewnie niewielu użytkowników, pomysłowość projektantów w zakresie kształtu i maksymalnych rozmiarów lamp była wcześniej ograniczona dostępnymi procesami technologicznymi. Spawaniu bez naprężeń, w oparciu o konwencjonalne metody wibracyjne oraz typu hot plate, mogły być poddawane jedynie elementy do określonych rozmiarów oraz relatywnie płaskiej geometrii. Co więcej - nieregularne przebiegi spoin, musiały być maskowane za pomocą czarnej farby nakładanej na brzegi przezroczystych elementów z pleksiglasu.
Laserowe spawanie konturów wyeliminowało wcześniejsze ograniczenia związane z tradycyjnymi technikami spawania plastików. Metoda ta idealnie nadaje się do spawania lamp wykonywanych na przykład z ABS-u, czy też mieszanki PC/ABS z przezroczystymi pokrywami z pleksiglasu. Plamka laserowa jest w stanie wytworzyć wysokiej jakości spawy przestrzenne, a dodatkową zaletą jest tu nagrzewanie jedynie łączonych fragmentów, niepowodujące powstawania naprężeń mechanicznych. Sekretem spawania laserowego jest bardzo precyzyjne dawkowanie energii - technika, którą LPKF i jej partnerzy doskonale opanowali.
Firma LPKF Laser & Electronics AG z Erlangen w kooperacji z Bavarian Laser Center opracowała zrobotyzowaną metodę hybrydowego spawania laserowego, sukcesywnie testowaną na kilku prototypach maszyn od 2005 roku. Ta opatentowana metoda dowiodła swojej wartości również podczas produkcji seryjnej; duże lampy w modelu Hyundai Equus są spawane właśnie za jej pomocą.
Jedną z maszyn pracujących w oparciu na tej technologii, wyposażoną w 6-osiowy robot Stäubli TX60, zaprezentowano po raz pierwszy na targach Fakuma 2009. Z kolei najnowszą serię maszyn dla małych serii produkcyjnych firma LPKF wyposażyła w 6-osiowy robot TX90L i stół obrotowy. W pełni zautomatyzowana komora spawalnicza LPKF TwinWeld3D oferuje cechy pozwalające zrewolucjonizować spawanie plastików. Krótki czas obróbki, niskie koszty materiałów i narzędzi, brak czasochłonnej procedury wyżarzania, znakomity wygląd zespawanych elementów oraz możliwość obróbki bardzo skomplikowanych kształtów podkreślają ogromny potencjał tej technologii.
SPAWANIE LASEROWE W POLU TERMICZNYM
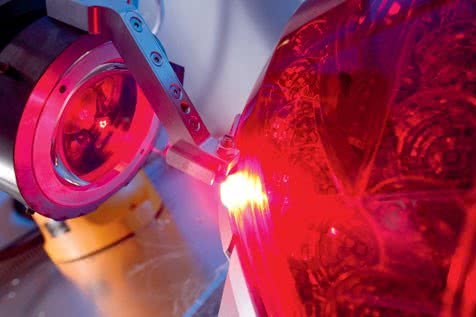
 W odróżnieniu od zwykłej technologii spawania laserowego, energia cieplna w przypadku spawania hybrydowego jest aplikowana nie tylko w dolnym komponencie absorbującym światło lasera, lecz również w przezroczystym, górnym komponencie z pleksi. Uzyskano to dzięki równoczesnemu zastosowaniu monochromatycznego promienia świata laserowego, które nie może bezpośrednio podgrzać przezroczystej części spawu, oraz polichromatycznego światła halogenowego o dużej długości fali.
W odróżnieniu od zwykłej technologii spawania laserowego, energia cieplna w przypadku spawania hybrydowego jest aplikowana nie tylko w dolnym komponencie absorbującym światło lasera, lecz również w przezroczystym, górnym komponencie z pleksi. Uzyskano to dzięki równoczesnemu zastosowaniu monochromatycznego promienia świata laserowego, które nie może bezpośrednio podgrzać przezroczystej części spawu, oraz polichromatycznego światła halogenowego o dużej długości fali.
Pozwala to na wybór w trakcie procesu temperatury optymalnej dla punktu topnienia materiałów, z których zostały wykonane spawane części. Połączenie energii z obu źródeł zwiększa szybkość procesu spawania oraz zapewnia znakomity wygląd szwu i brak naprężeń mechanicznych. Bardziej jednorodne podgrzewanie i schładzanie łączonych części pozwala całkowicie wyeliminować proces wyżarzania, niezbędny do eliminacji naprężeń w przypadku stosowania innych technik spawania plastików.
Wymienione tu zalety są kluczowe w przypadku montażu lamp samochodowych, zwłaszcza dla podwykonawców. Wraz z możliwością obróbki elementów plastikowych o bardzo dużych gabarytach i dowolnych kształtach, były prawdopodobnie najważniejszym powodem złożenia zamówień na pierwsze trzy systemy LPKF TwinWeld3D.
ŚWIATŁO LASEROWE I HALOGENOWE ORAZ DUŻA SIŁA ŁĄCZENIA MECHANICZNEGO
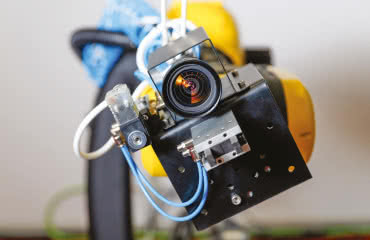
Robot Stäubli TX90L steruje pracą systemu wewnątrz klimatyzowanej komory spawania hybrydowego ze stołem obrotowym. Sterowana jego ramieniem plamka laserowa wraz ze źródłem światła halogenowego są precyzyjnie pozycjonowane na elemencie spawanym. Podczas gdy robot wyznacza ścieżkę spawania na konturze obrabianego elementu, zintegrowana rolka napinająca przykłada do niego siłę o wartości do 300 N zapewniającą dokładne spasowanie łączonych elementów. W rezultacie powstaje precyzyjny, wąski spaw pozbawiony naprężeń i strzępów na obrzeżach, o którego doskonałej jakości świadczy fakt, że jest on akceptowalny nawet jako quasi-dekoracyjna linia na widocznej części lampy.
Realizacja spawania hybrydowego jest możliwa tylko dzięki elastyczności zapewnianej przez 6-osiowy robot o bardzo dużej dokładności ścieżki - wyjaśnia menedżer produktu z LPKF, Manuel Sieben. "Jest wiele powodów, dla których wybraliśmy właśnie robot firmy Stäubli spośród innych robotów przemysłowych dostępnych dziś na rynku. Przy powtarzalności na poziomie ±0,035 mm model TX90L zapewnia znacznie lepszą dokładność prowadzenia ścieżki niż inne roboty, a ponadto pomimo swojej małogabarytowej konstrukcji i dużej obciążalności zapewnia zasięg wynoszący nawet do 1200 mm w przypadku wersji L. Otwarty system sterowania VAL3 spełnia również nasze postulaty odnośnie do integracji wewnątrz komory. Dzięki temu jesteśmy w stanie dostarczać doskonały produkt, przyjazny dla użytkownika".
SZÓSTA OŚ Z PNEUMATYCZNIE ZAWIESZONĄ ROLKĄ NAPINACZA
 Duża obciążalność znamionowa maszyny sięgająca 15 kg robi wrażenie już podczas przeglądania jej specyfikacji. Jednocześnie robot nie tylko potrafisilnie dociskać łączone elementy, ale też ma dodatkowo zamontowany na ramieniu cały system spawalniczy. Źródło energii lasera wraz ze złożonym modułem chłodzącym wykorzystującym efekt Peltiera również musi być przenoszone do miejsca spawania wraz z długimi kablami światłowodowymi i całym oprzyrządowaniem.
Duża obciążalność znamionowa maszyny sięgająca 15 kg robi wrażenie już podczas przeglądania jej specyfikacji. Jednocześnie robot nie tylko potrafisilnie dociskać łączone elementy, ale też ma dodatkowo zamontowany na ramieniu cały system spawalniczy. Źródło energii lasera wraz ze złożonym modułem chłodzącym wykorzystującym efekt Peltiera również musi być przenoszone do miejsca spawania wraz z długimi kablami światłowodowymi i całym oprzyrządowaniem.
Taka koncepcja maszyny wydawałaby się niemożliwa do realizacji jeszcze dwa lata temu, ponieważ wtedy rozmiary samego systemu chłodzenia dla podobnego lasera odpowiadały rozmiarom szafy 19-calowej - mówi Manuel Sieben. Specjalny nadgarstek robota opracowany przez inżynierów Stäubli w Bayreuth umożliwił zamontowanie złożonej głowicy spawającej ze źródłem halogenowym. Światło halogenowe wraz z generowanym centralnie promieniem lasera przechodzą przez złożony, powlekany złotem reflektor, a następnie zostają skupione w punkcie przez wspólną soczewkę. To właśnie jest nową i niezwykle złożoną cechą systemu - dodaje.
Rolka napinająca, niezbędna podczas procesu spawania laserowego, również została umieszczona na ramieniu robota Stäubli i wytwarza skierowaną pionowo siłę unieruchamiającą obrabiany element. Mechanizm ten składa się z koła zębatego z przekładniami planetarnymi napędzającego napinane pneumatycznie ramię. Pneumatyczny układ napinający gwarantuje łagodne prowadzenie rolki i zapewnia ochronę powierzchni zamocowanego elementu nawet tam, gdzie występują duże różnice w wymiarach geometrycznych.
ZINTEGROWANA KONTROLA JAKOŚCI
 Zintegrowany system monitorowania procesu mierzy wysokość elementów podczas spawania, nawet przy prędkościach rzędu 80-150 mm/s. Powala kompensować tolerancje w każdym z elementów, wpływając na parametry sterowania. System kontroli jakości, bazujący na właściwościach odbicia szwu spawalniczego, został również zintegrowany w głowicy spawającej.
Zintegrowany system monitorowania procesu mierzy wysokość elementów podczas spawania, nawet przy prędkościach rzędu 80-150 mm/s. Powala kompensować tolerancje w każdym z elementów, wpływając na parametry sterowania. System kontroli jakości, bazujący na właściwościach odbicia szwu spawalniczego, został również zintegrowany w głowicy spawającej.
Manuel Sieben mówi: "w trakcie procesu przeprowadzana jest duża liczba operacji matematycznych mających na celu dostosowanie mocy lasera i źródła halogenowego do prędkości spawania. Sterownik PLC współpracujący z komputerem pełni funkcję urządzenia master inicjującego wszelkie ruchy maszyny. Komunikuje się on z układem sterowania robota Stäubli CS8C. W rezultacie uzyskuje się stabilny proces sterowania, przyjazny dla użytkownika dzięki możliwości wykorzystania panelu dotykowego.
Widok z góry obiektu pozwala operatorowi w razie potrzeby na łatwe, ponowne nauczenie robota punktów na ścieżce spawania, co może być często wymagane w zależności od odchyłek wymiarowych poszczególnych partii elementów. W razie konieczności istnieje też możliwość wykorzystania manualnego kontrolera Stäubli. Jesteśmy w pełni usatysfakcjonowani i zamierzamy wprowadzać na rynek te innowacyjne komory spawalnicze wyłącznie z robotami Stäubli".
ELASTYCZNOŚĆ ROBOTA SKRACA CZAS PRODUKCJI I ZMNIEJSZA KOSZTY
W odróżnieniu od innych metod spawania plastików, opisywany system nie wymaga stosowania górnej pokrywy, gdyż cała głowica spawająca wraz z rolką napinającą zostały zintegrowane z robotem. Jedyne koszty specyficzne dla danego komponentu są związane z podstawą wykonywaną przez LPKF w ramach programu wsparcia inżynieryjnego i projektowego. Duża prędkość i elastyczność 6-osiowego robota umożliwiają zespawanie średniej wielkości lampy w ciągu 30 sekund, eliminując przy tym 30-minutową procedurę wyżarzania.
System jest w stanie spawać różne wersje lamp dla poszczególnych modeli aut, obejmujące zazwyczaj sekcję nadwozia i pokrywy bagażnika, lewą i prawą. Wynika to z naturalnej elastyczności robota pozwalającej na prowadzenie spawów o dowolnej geometrii. Resztę zapewnia w pełni zautomatyzowany zmieniacz narzędzi, pozwalający wymienić podstawy na obrotowym stole w ciągu 2 minut.
Specjaliści od produkcji laserów z Erlangen obierają bardzo obiecujący kurs, którego celem jest zintegrowanie kompletnego systemu spawania hybrydowego w obrębie robota. Niemal nieograniczone możliwości realizacji lamp w tego typu systemach, mogących zawierać wbudowane diody LED jeszcze przed procesem spawania, mogą znacząco wpłynąć na wygląd aut projektowanych w przyszłości.
Stäubli
www.staubli.com
LPKF Laser & Electronics AG
www.laserquipment.com