CZĘŚĆ IV: Instalacje reformingu i izomeryzacji
Implementację APC na instalacji reformingu katalitycznego benzyn CCR (Continuous Catalyst Regeneration) wykonano w Rafinerii Gdańskiej w 2007 roku. Jednym z celów tej aplikacji było skoordynowanie pracy tego obiektu z instalacją hydrokrakingu, gdzie wodór z instalacji CCR może determinować możliwości produkcyjne instalacji HCU.
Reforming katalityczny
Proces technologiczny reformingu poddany optymalizacji bazował na rozwiązaniu UOP. Benzynę średnią poddaje się procesowi reformowania na katalizatorze platynowym, podczas którego uzyskuje się wzrost liczby oktanowej LO w wyniku reakcji cyklizacji, aromatyzacji i izomeryzacji składników surowca.
Proces konwersji niskooktanowych naftenów oraz parafin do wysokooktanowych aromatów odbywa się w wielostopniowych reaktorach w obecności katalizatora. Bardzo ważne jest zachowanie odpowiedniego profilu temperatury na reaktorach, co oprócz składu wsadu i ciśnienia wpływa znacząco na otrzymaną jakość produktu, czyli liczbę oktanowa reformatu. Produktem ubocznym tego procesu jest gaz wodorowy, zawierający oprócz wodoru o czystości ok. 92,5% objętości domieszki głównie lekkich węglowodorów (metan, etan, propan).
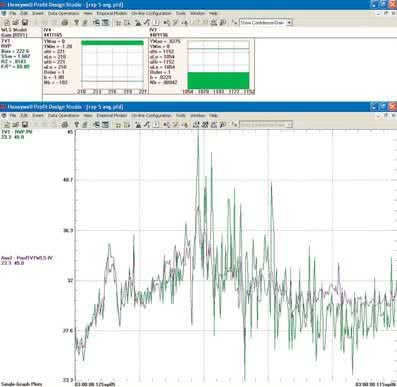
Rys.12 Przykład projektowania inferentiala dla prężności reformatu RVP
Gaz wodorowy bezpośrednio z reformowania przechodzi do procesu rekontaktingu, gdzie przy podwyższonym ciśnieniu jest wzbogacany (oczyszczany z lekkich węglowodorów). Po tym procesie oddziela się go w wysokociśnieniowym separatorze i kieruje do procesu izomeryzacji benzyny lekkiej, hydrorafinacji benzyny i olejów smarowych do hydroodsiarczania olejów napędowych. Nadmiar wraz z innymi strumieniami gazów wodorowych kieruje się do jeszcze głębszego oczyszczania na instalacji PSA, gdzie wzbogacony do 98-99% objętości jest przesyłany do instalacji HCU.
Dużą zaletą rozwiązania technologicznego UOP jest możliwość ciągłej regeneracji katalizatora, który podczas normalnej pracy instalacji podlega zakoksowaniu. W celu przedłużenia aktywności katalizatora w sekcji regeneracyjnej instalacji CCR, wypala się koks zachowując odpowiedni profil wypalania oraz odpowiednią ilość tlenu.
Tak uzdatniony katalizator zawracany jest z powrotem do reaktorów. Aby uprościć prowadzenie projektu dla tak kompleksowej instalacji, jaką jest reforming, zdecydowano o podziale instalacji na poszczególne sekcje. Za ich optymalizację pracy odpowiadają oddzielne regulatory Profit Controller, tak jak to miało miejsce w przypadku instalacji HCU (w tym przypadku nie zastosowano regulatora „spinającego” Profit Optimizer). Podział na sekcje przedstawiono na rys. 11. Pierwszy kontroler zaawansowanego sterowania odpowiada za optymalizację pracy sekcji reaktorowej, drugi za sekcję stabilizacyjną, a trzeci za regenerację katalizatora.
Cele wdrożenia
Główne cele stawiane przed regulacją APC dla poszczególnych sekcji instalacji zdefiniowano jak poniżej:
Reaktory:
- maksymalizacja wsadu,
- kontrola liczby RON,
- minimalizacja ciśnienia w reaktorach (większy uzysk),
- optymalna kontrola profilu temperatury wejściowej do reaktorów,
- maksymalizacja produkcji wodoru.
Sekcja stabilizacyjna:
- kontrola ilości frakcji C5 w LPG według zadanych norm,
- kontrola prężności par reformatu,
- maksymalizacja produkcji reformatu,
- optymalizacja zużycia mediów.
Sekcja regeneracji:
- optymalna kontrola ilości tlenu w komorze wypalania koksu,
- kontrola profilu temperatury wypalania. Całkowita
Całkowita liczba zmiennych dla wszystkich trzech kontrolerów CV wyniosła 59, zmiennych MV – 20, a zmiennych zakłócających – 12.
Cztery analizatory wirtualne

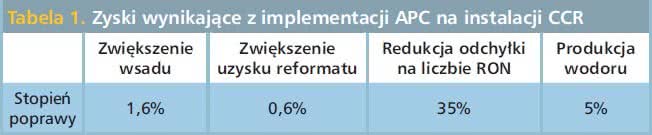
Tabela.1 Zyski wynikające z implementacji APC w instalacji CCR
Podczas tworzenia aplikacji wystąpiła, podobnie jak w przypadku wdrożenia w instalacji hydrokrakingu, konieczność stworzenia analizatorów wirtualnych, czyli inferentiali. Dla instalacji reformingu zaprojektowano 4 takie funkcje:
- wagowy rozkład temperatur na reaktorach dla zadanej liczny RON,
- wartość koksu odłożonego na katalizatorze przed regeneracją,
- ilość frakcji C5 w LPG,
- prężność reformatu RVP.

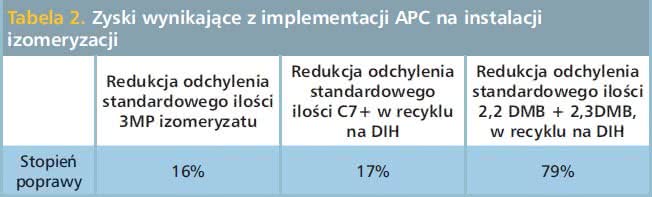
Tabela.2 Zyski wynikające z implementacji APC w instalacji izomeryzacji
Na rysunku 12 przedstawiono przykład projektowania inferentiala dla prężności reformatu bazującego na wartościach temperatury i ciśnienia w kolumnie debutanizera instalacji CCR. W górnej części rysunku pokazano zmienne składowe tworzące sztuczny pomiar RVP oraz ich korelacje ze zmienną symulowaną, natomiast w dolnej części rysunku program statystyczny Honeywell porównuje wynik RVP przewidywany z rzeczywistym.
Regulator zawansowanego sterowania APC z macierzą modelu wielkości 59 × 32 i czterema inferentialami był w stanie zoptymalizować proces w taki sposób, aby spełnić wszystkie wymogi stawiane przez rafinerię. Niektóre z rezultatów aplikacji są przedstawione w tabeli 1. W tym miejscu warto zwrócić uwagę, że produkcja wodoru wzrosła o 5% (dwukrotnie więcej od zakładanej).
Szacując zyski okazało się, że profity z zastosowania rozwiązań APC sięgnęły 750 tysięcy dolarów za rok pracy instalacji. Dla reformingu czas trwania aplikacji APC (step testy, instalacja oprogramowani, odpowiednia konfiguracja DCS, strojenie kontrolera) to okres około 6 miesięcy. Zyski uzyskane dzięki zastosowaniu zaawansowanego sterowania zostały osiągnięte w czasie krótszym niż rok.
Instalacja izomeryzacji benzyn
Równolegle do prac nad projektem APC dla instalacji reformingu wdrażane było rozwiązanie Profit Controller w instalacji izomeryzacji benzyn. Izomeryzacja to proces przekształcania węglowodorów n-parafinowych do izoparafinowych. Reakcja prowadzona jest w taki sposób, aby zwiększyć liczbę oktanową surowca, czyli de facto powiększyć liczbę rozgałęzionych izomerów. Głównymi celami dla rozwiązania APC w tym wypadku okazały się być:
- maksymalizacja przerobu świeżego wsadu,
- zwiększenie uzysku izomeryzatu,
- minimalizacja wysokooktanowych (2,2 DMB, 2,3DMB) oraz ciężkich komponentów (C7+) we frakcji zawracanej ponownie do procesu,
- kontrola frakcji 3MP w lekkim izomeryzacje,
- optymalizacja praca kolumny deizoheksanizera (DIH).
Zdecydowano się zaprojektować pojedynczy regulator Profit Controller obejmujący swoim działaniem części instalacji odpowiedzialne za przygotowanie wsadu, reaktory, kolumnę stabilizującą i kolumnę deizoheksanizera (DIH). Dodatkowo, w celu usprawnienia procesu sterowania instalacją zaprojektowano trzy wirtualne analizatory działające online ze skanem 1-minutowym, a mianowicie:
- inferential mierzący zawartość 2,2DMB oraz 2,3DMB w recyrkulacji kolumny DIH,
- inferential mierzący zawartość C7+ w recyrkulacji kolumny DIH,
- inferential określający zawartość 3MP w lekkim izomeryzcie z kolumny DIH.
Wielowymiarowy regulator APC dla instalacji izomeryzacji wylicza wartości optymalnych SP dla trzynastu regulatorów PID (13 MV), tak aby sterować 18 zmiennymi procesowymi (18CV) przy założeniu 10 zmiennych zakłócających. Profit Controller pracując bez przerw praktycznie od momentu oddania do użytku spowodował znaczną poprawę jakości produktu oraz przyczynił się do większej stabilizacji procesu.
W tabeli 2 przedstawiono niektóre ze wskaźników ilustrujących poprawę pracy instalacji. Dodatkowo, dzięki możliwości minimalizacji o ponad 10% ilości przepływu recyklu do wsadu, możliwe było znaczące zwiększenie obciążenia instalacji wsadem świeżym, co z kolei przełożyło się na zwiększenie rentowności obiektu o 860 tys. dolarów za rok pracy instalacji.
CZĘŚĆ V: Instalacja ekstrakcji furfurolem
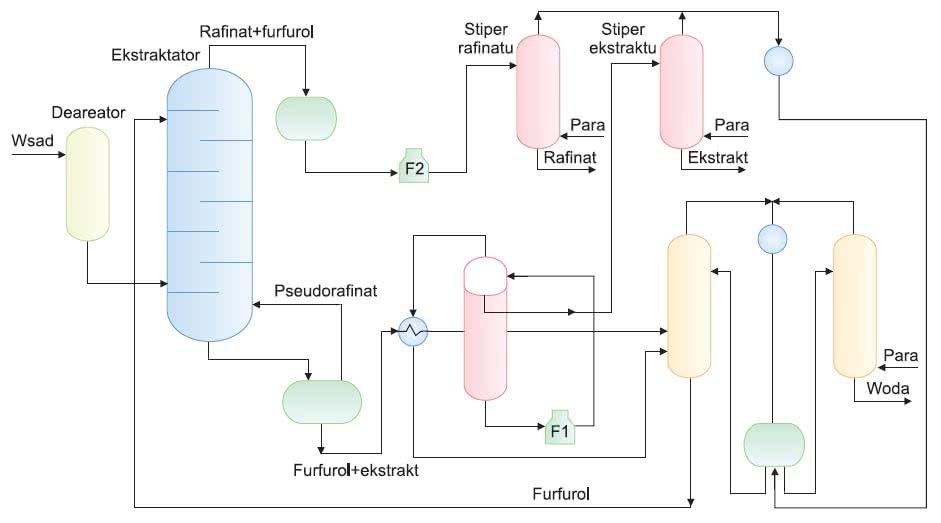
Frakcje z destylacji próżniowej oraz deasfaltyzat DAO z instalacji odasfaltowania propanem zawierają węglowodory parafinowe, naftenowe i aromatyczne. Spośród nich aromaty mają bardzo negatywny wpływ na jakość olejów bazowych, pogarszając stabilność termo oksydacyjną (odporność na starzenie). Mają też niski wskaźnik lepkości (charakteryzują się bardzo dużą zmianą lepkości wraz ze zmianą temperatury). Dlatego też usuwa się je w procesie ekstrakcji furfurolem. W odróżnieniu od parafin i naftenów, aromaty bardzo dobrze rozpuszczają się w rozpuszczalnikach typu furfurolu.
Proces ten prowadzi się w ekstraktorze dyskowym. Dla każdego rodzaju surowca utrzymywana jest ściśle określona temperatura zarówno dołu, jak i góry kolumny ekstraktora oraz odpowiedni stosunek ilościowy rozpuszczalnika do wsadu. Górą odpływa roztwór furfurolu w rafinacie, zaś dołem roztwór ekstraktu o wysokiej zawartości aromatów w furfurolu. Każdy ze strumieni jest kierowany do sekcji odzysku rozpuszczalnika. Produkty uboczne, jakimi są ekstrakty, stanowią surowce do produkcji gumy (plastyfikatory), sadz technicznych, asfaltów i olejów napędowych.
Wykonanie wdrożenia

Rys.13 Schemat instalacji selektywnej ekstrakcji furfurolem
Implementacja APC dla instalacji ekstrakcji furfurolem została wykonana w Grupie Lotos w roku 2007 i również bazowała na rozwiązaniach firmy Honeywell. Aby zoptymalizować prowadzenie procesu ekstrakcji dla tej instalacji, projekt APC zakładał zdefiniowanie 42 zmiennych kontrolowanych, 15 zmiennych manipulowanych i 5 zmiennych zakłócających. Główne cele postawione przed technologią zaawansowanego sterowania były następujące:
- utrzymanie WL produktu w bardzo wąskich limitach jakościowych, maksymalizacja uzysku rafinatu.
Zdefiniowano też cele poboczne, które bazując na wielowymiarowości kontrolera były również możliwe do uzyskania:
- utrzymanie optymalnej temperatury wsadu do kolumny ekstraktora, maksymalnej różnicy temperatury na ekstraktorze (wydajność), utrzymanie odpowiedniego stosunku wsadu/rozpuszczalnika i optymalnego rozdziału strumieni na piecu (pass-balancing), a także utrzymanie odpowiedniej temperatury wyjściowej pieca,
- minimalizacja ilości pary dostarczanej do instalacji oraz ilości zużywanego oleju opałowego.
Podczas projektowania regulatora APC okazało się, że głównym problemem optymalizacyjnym jest praca instalacji na 7 różnych wsadach, tj. od bardzo lekkich SN-140 poprzez SAE-10/95, SAE-10/85, SAE- 30/95, SAE-30/80 do ciężkich (BS- 30/95 i BS-30/90). Charakterystyki pracy instalacji dla różnych wsadów były bardzo nieliniowe.

Tabela 3. Zyski wynikające z implementacji APC na instalacji ekstrakcji furfurolem
Reżimy pracy instalacji były na tyle różne, że rozpatrywano możliwość budowy zestawu 7 macierzy modeli dla instalacji, które miały być przełączane w APC przez operatora dla odpowiedniego rodzaju wsadu. Na potrzeby identyfikacji modelu (step testów) zdecydowano się na pracę ze wsadem o średniej lepkości, tj. SAE-30/95 i z tym też modelem uruchomiono po raz pierwszy regulator na pracującej instalacji.
Po wstępnym zestrojeniu aplikacji i dobraniu współczynników optymalizacyjnych okazało się, że rozwiązanie APC jest na tyle elastyczne, że regulator jest w stanie pracować na tym samym modelu procesu dla wszystkich siedmiu wsadów. Co więcej, zyski były dużo większe od oczekiwanych (tabela 3).
Elastyczność rozwiązania
W tym miejscu warto ponownie wspomnieć o algorytmach wbudowanych w rozwiązanie sterowania APC, które pozwalają na tak elastyczną pracę kontrolera. Są to miedzy innymi:
- wbudowany algorytm RCA pozwalający stroić regulator (zmniejszać przeregulowanie, czas regulacji, itp. – analogicznie do zmiennych Kp ,Ki ,Kd w przypadku regulatorów PID),
- skalowalność on-line poprzez metodę dekompozycji wielowymiarowej SVD
Technologia SVD powoduje, że regulator APC potrafi spośród wielu wektorów zmiennych w przestrzeni stanu rozdzielić je na poszczególne składowe oraz pogrupować ze względu na czas odpowiedzi, wzmocnienie i inne, co znacznie ułatwia sterowanie. Pozwala to na osiągnięcie nie tylko pozytywnych rezultatów osiągnięte w uzysku i jakości rafinatu dla różnych wsadów, ale również umożliwia utrzymywanie poziomów surowców i produktów w zbiornikach buforowych nawet dla najcięższych frakcji, co przed aplikacją sprawiało duże trudności operatorom.
Generalnie standardowa odchyłka zmiennych kontrolowanych dzięki APC zmniejszyła się o 52%, co w wymierny sposób wpłynęło na otrzymane pozytywne rezultaty. Dzięki zwiększeniu wydajności procesu szacuje się, że zyski płynące jedynie z uzysku rafinatu osiągnęły sumę około 2 mln dolarów rocznie.
Zyski liczone były wg zasad statystycznych „same limit rule” oraz „same percentage rule”. Dane do oszacowania zysków bazowały na przebiegach historycznych kolekcjonowanych z okresu przed i po zainstalowaniu aplikacji zaawansowanego sterowania, cenach rynkowych produktów i mediów oraz marżach uzyskanych z systemu PIMS. Dodatkowo wdrożenie zaawansowanego sterowania rozwiązało kilka problemów technologicznych nie będących w zakresie zadań zakładanych w projekcie.
Autorzy artykułu:
- Część I: Grzegorz Oleszczuk (Honeywell)
- Część II: Mariusz Zienkiewicz, Krzysztof Wrzesień (Grupa Lotos S.A.)
- Część III: Dariusz Kruk, Edmund Monkiewicz (Grupa Lotos S.A.)
- Część IV: Roman Kuk (Grupa Lotos S.A.)
- Część V: Kazimierz Kowalczyk, Aleksander Sobolewski (Grupa Lotos S.A.)