METODA MIKROUDAROWA
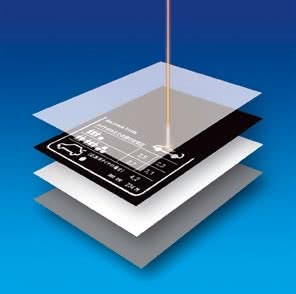
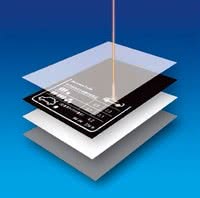
W metodzie mikroudarowej (dot peen) produkt jest znakowany za pomocą igły z diamentową albo karbidową końcówką. Uderzając w detal, wybija ona na jego powierzchni mikrootworki rozmieszczone gęsto obok siebie. Łącząc się ze sobą, tworzą one linie symboli. Napis jest widoczny dzięki różnicy w sposobie odbijania światła przez otworki i gładkie tło.
ZNAKOWARKI MIKROUDAROWE TO LICZNE ZALETY...
Technika ta ma wiele zalet, m.in. niskie koszty, dużą szybkość i wydajność obróbki. Ruch igły można programować, co ułatwia częste modyfikowanie wzorów oraz automatyzację. Regulując głębokość znaków zmienia się ich widoczność, trwałość lub inne cechy użytkowe. Problemu nie stanowi też znakowanie powierzchni pokrytych powłoką ochronną, chropowatych ani nierównych.
Igła wykonując otworki pojedynczo, nie wywiera zbyt silnego nacisku. Znakowarki mikroudarowe nadają się dzięki temu do znakowania różnych materiałów, od tworzyw sztucznych po metale o różnej twardości (maks. 63 HRC) i części o delikatnej strukturze i ważnych dla bezpieczeństwa (elementów konstrukcyjnych samolotów, silników, itp.).
Znakowarki mikropunktowe produkowane są w wersjach z napędem pneumatycznym i elektromagnetycznym. Pierwsze są tańsze, ale głośno pracują. Wymagają też, poza zasilaniem elektrycznym, doprowadzenia sprężonego powietrza. Elektromagnetyczne są droższe, lecz generują mniej hałasu i dokładniej odwzorowują zadaną głębokość wzoru. W związku z tym, że wymagają tylko jednego źródła zasilania, łatwo je przenieść w inne miejsce.
...ALE TEŻ PROBLEMY Z JAKOŚCIĄ OZNACZEŃ
Poza kontrastem jakość oznaczeń wykonanych znakowarką mikroudarową charakteryzują: rozmiary otworków, ich przesunięcie względem zadanego położenia i owalność. Jeżeli na przykład otworki w kodzie DataMatrix zachodzą na siebie, to przyczyną tego może być: stępiona końcówka igły wybijającej wzór, za miękki materiał, za duża siła uderzenia, za duża odległość, jaka dzieli wybijak od obiektu znakowania albo za twarde zakończenie igły.
Jeżeli z kolei otwory są za małe, powodem może być zbyt ostra końcówka lub za mała głębokość penetracji materiału. Trudności z odczytaniem kodu mogą też wystąpić, gdy wgłębienia znacząco różnią się rozmiarem. Wśród przyczyn tego defektu mogą być: nadmierne wahania siły uderzającej, niewłaściwie zamocowany obiekt znakowania oraz nierównomierna odległość między nim a końcówką znakującą.
Bezpieczne korzystanie ze znakowarek laserowych
 Ryzyko wypadku w czasie użytkowania znakowarek laserowych zależy od typu lasera. Na przykład lasery gazowe CO2 do pracy wymagają wysokiego napięcia (rzędu kilkudziesięciu kV), a ich częścią są kondensatory gromadzące energię rzędu setek dżuli. Lasery pulsacyjne wymagają podłączenia zbiorników ze sprężonym gazem. Ponadto wypalaniu może towarzyszyć emisja szkodliwych gazów. Ryzyko wypadku w czasie użytkowania znakowarek laserowych zależy od typu lasera. Na przykład lasery gazowe CO2 do pracy wymagają wysokiego napięcia (rzędu kilkudziesięciu kV), a ich częścią są kondensatory gromadzące energię rzędu setek dżuli. Lasery pulsacyjne wymagają podłączenia zbiorników ze sprężonym gazem. Ponadto wypalaniu może towarzyszyć emisja szkodliwych gazów.
Promieniowanie laserowe najbardziej zagraża oczom. Lasery gazowe CO2, ze względu na długość emitowanej fali promieniowania, mogą poparzyć rogówkę, a lasery typu Nd:YAG siatkówkę. Drugi uraz jest dotkliwszy, bowiem - ze względu na budowę oka - ból nim spowodowany można bowiem poczuć dopiero wtedy, gdy narząd wzroku będzie już poważnie uszkodzony.
Znakowarki laserowe projektuje się tak, by uniemożliwić bezpośrednie narażenie operatorów na oddziaływanie wiązki. Głównym zagrożeniem jest promieniowanie odbite. Chociaż zabezpieczenia przed nim także są uwzględniane w konstrukcji znakowarek, stosowanie okularów ochronnych dobranych do długości fali wiązki laserowej jest obowiązkowe.
|
TRAWIENIE I DRUKOWANIE
JAKOŚĆ WYTRAWIANYCH OZNACZEŃ
 W znakowarkach elektrochemicznych symbole na powierzchni detalu są wytrawiane. Do zalet tej metody zaliczane są: trwałość oraz dobra jakość znakowania, szybkość oraz niskie koszty. Poza tym nie deformuje ona produktu ani nie osłabia jego struktury - dobierając właściwy elektrolit i odpowiedni czas trawienia, można bowiem nanosić oznaczenia na bardzo małe głębokości, tj. od kilku do kilkuset mikrometrów. W ten sposób można także znakować bardzo twarde metale.
W znakowarkach elektrochemicznych symbole na powierzchni detalu są wytrawiane. Do zalet tej metody zaliczane są: trwałość oraz dobra jakość znakowania, szybkość oraz niskie koszty. Poza tym nie deformuje ona produktu ani nie osłabia jego struktury - dobierając właściwy elektrolit i odpowiedni czas trawienia, można bowiem nanosić oznaczenia na bardzo małe głębokości, tj. od kilku do kilkuset mikrometrów. W ten sposób można także znakować bardzo twarde metale.
Podstawowe ograniczenie tej metody stanowi możliwość używania znakowarek elektrochemicznych tylko do znakowania materiałów przewodzących prąd elektryczny. Nie da się ich natomiast użyć w przypadku metali pomalowanych, anodowanego aluminium albo powłok fosforanowych. Czytelne znaki można uzyskać, tylko odpowiednio głęboko trawiąc symbole przed nałożeniem powłoki nieprzewodzącej. Materiały, w których bez problemu można wytrawić oznaczenia, to przykładowo: stal, mosiądz, brąz, miedź, chrom, nikiel, kadm, cynk i aluminium.
Jakość znaków wytrawianych przez znakowarki elektrochemiczne można poprawić, m.in. wcześniej polerując i oczyszczając powierzchnię. Ważny jest także dobór elektrolitu i czasu trawienia. Jeżeli ten pierwszy będzie niewłaściwy lub trawienie potrwa za krótko, zbyt mały kontrast między oznaczeniami a tłem uniemożliwi rozczytanie oznaczeń. Po zakończeniu procesu znakowania elektrolit musi być też dokładnie usunięty, tak aby nie rozwinęła się korozja.
ZALETY I WADY DRUKOWANIA
Mniej inwazyjną techniką znakowania jest drukowanie, przy czym w przemyśle najpopularniejszą metodą jest korzystanie z drukarek CIJ (Continous Ink-Jet). W ich przypadku strumień kropli jest wyrzucany z dysz z dużą prędkością, przy czym jest on odchylany w polu elektrycznym tak, aby uformować zadany wzór. Krople, które nie zostaną wykorzystane, z powrotem zasysa się do zasobnika z tuszem. Dla poprawienia czytelności oznaczeń drukowanych dobrze jest tło wcześniej pomalować na kontrastowy kolor.
Wśród zalet metody CIJ wymienia się m.in.: szybkość i możliwość znakowania różnych materiałów, powierzchni o różnych kształtach i teksturach. Najlepiej sprawdza się ona w nanoszeniu wzorów o małych rozmiarach - im większe znaki, tym drukowanie jest wolniejsze. Ponadto, aby utrzymać wymagane właściwości tuszu, trzeba stosować specjalne rozpuszczalniki. Te z czasem odparowują, co zwiększa koszty. Podczas znakowania tusz może się rozmazywać, nadrukowane napisy są relatywnie słabo odporne na ścieranie.
CO I CZYM OZNACZAĆ?
WYBÓR METODY ZNAKOWANIA I ZNAKOWARKI
Wybierając znakowarkę, trzeba wcześniej odpowiedzieć na kilka pytań. Najważniejszym jest to, czy materiały, które najlepiej znakować konkretną metodą, to te, których wystąpienia spodziewamy się w swoim produkcie. Z tym związane są odpowiedzi na kolejne ważne pytania - m.in. czy dana maszyna będzie w ogóle w stanie nanieść oznaczenie i nie uszkodzi albo nie osłabi struktury obiektu znakowania.
Najbardziej uniwersalne pod tym względem są znakowarki laserowe i drukarki atramentowe, pośrodku plasują się znakowarki mikropunktowe, natomiast najwęższy jest zakres zastosowań znakowarek trawiących. Na przykład większość metali, w tym aluminium, miedź, żelazo, stal, złoto i srebro, można oznaczać laserami (na ciele stałym), nadrukowując znaki metodą mikroudarową oraz elektrochemiczną. Spośród tych metod do znakowania na przykład tytanu i magnezu lepiej jednak nie używać znakowarek mikropunktowych.
W przypadku ceramiki, tkanin i drewna najlepiej sprawdzają się lasery (na ciele stałym) i drukarki. Do znakowania szkła dobrze jest użyć znakowarki laserowej (z laserem gazowym) albo drukarki. Na papierze oznaczenia można drukować albo znakować go przy użyciu laserów.
NA CO JESZCZE ZWRÓCIĆ UWAGĘ?

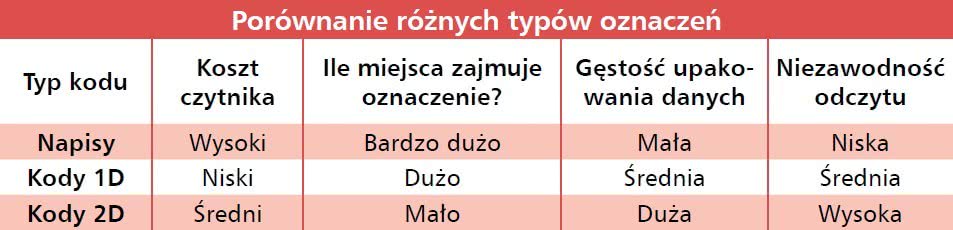
Porównanie różnych typów oznaczeń
Tworzywa sztuczne, takie jak PUR, PP, PE, PVC i ABS, można oznaczać przy użyciu znakowarek laserowych, drukarek i znakowarek mikroudarowych. Wyjątek stanowi teflon, do znakowania którego preferowane jest wykorzystywanie laserów gazowych.
Jeśli chodzi o elastyczność, rozumianą jako możliwość m.in. znakowania obiektów o skomplikowanych kształtach oraz różne dodatkowe opcje, to największa charakteryzuje znakowarki laserowe, a najmniejsza te do wytrawiania. Ważne cechy tych urządzeń to też szybkość i wydajność, jakość oznaczeń, żywotność, w tym częstość wymiany podzespołów, łatwość i koszty konserwacji.
Na początku najwięcej uwagi poświęca się kosztom początkowym, które wynikają z inwestycji w zakup sprzętu. Są one największe w przypadku znakowarek laserowych, średnie w przypadku drukarek, natomiast małe przy zakupie znakowarek mikroudarowych i elektrochemicznych.
Trzeba też jednak pamiętać o dodatkowych wydatkach, które ujawniają się dopiero z czasem, w trakcie użytkowania tych maszyn. Są to koszty części i materiałów eksploatacyjnych (igieł, tuszy, środków chemicznych) oraz energii zasilającej. Najwięcej tej ostatniej zużywają znakowarki laserowe.
Przykłady produktów
 REA ScanCheck 3 REA ScanCheck 3
Weryfikator kodów kreskowych: EAN-13, UPC-A, UPC-E z/bez ADD-ON, EAN-8, 2/5 Interleaved, ITF-14, Code 39, Code 32, Frachtpost, Code 128, GS1-Databar, PZN (Pharma Central Number), GS1-128 z/bez sprawdzania zawartości. Zgodny z ISO/IEC 15416, może być używany jako przenośny lub stacjonarny.
www.hit-kody.com.pl
 Alien Technology Alien Technology
Czytnik RFID, EPC Gen 2, ISO 18000-6c, Alien Reader Protocol, TCP/ IP, NTP, DNS, DHCP, SNMP, 865.7 MHz - 867.5 MHz, 4 kanały transmisji, odstęp międzykanałowy: 600 KHz, moc: 2 W ERP, zasilanie: 24 V / PoE, LAN TCPI/IP (RJ-45), RS-232 (DB-9 F), 4 porty antenowe ze złączem RTNC.
www.rfidsolutions.pl
 Marking Master Marking Master
Znakowarka mikropunktowa, znakuje: stal, metale nieżelazne, tworzywa sztuczne, o maks. twardości 62 HRC, 200 detali / dzień, pole znakowanie: 80 × 50 mm, prędkość głowicy: do 30 mm/s, prędkość znakowania: do 2 znaków/s, dokładność pozycjonowania: 0,05 mm, siła znakowania: do 80 N.
www.znakowanie.biz
 Markem-Imaje SmartLase C Markem-Imaje SmartLase C
Znakowarki laserowe, C150 (10 W), C350 (30 W) (papier, karton, szkło, malowany metal, drewno), C150 S, C350 S (PET), C350 L (plastik, folia opakowaniowa), wysokość znaków: 1 - 100 mm, soczewka 100 × 100 / ogniskowa 140, maks. prędkość linii produkcyjnej: C150, C150 S - 125 m/min., C350, C350 L, C350 S - 250 m/min., maks. prędkość znakowania: C150, C150 S - 900 znaków/s, C350, C350 L, C350 S - 1800 znaków/s.
www.coleman.pl
|