
Czujniki koloru
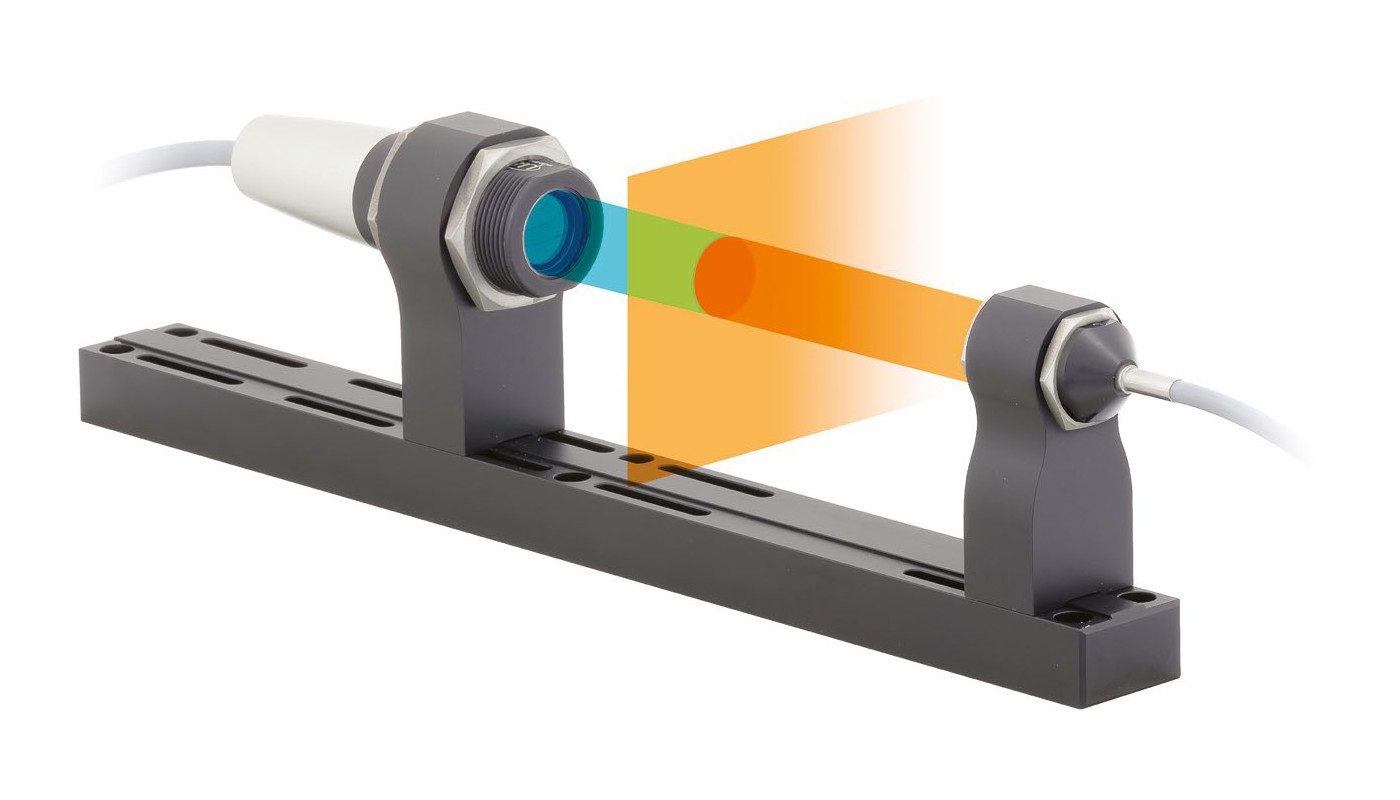
Kolor szkła jest kluczową i wizualnie wyróżniającą się cechą wielu różnych produktów szklanych. Dotyczy to szczególnie surowców naturalnych i pochodzących z recyklingu, opartych na różnych składach, gdzie ciągła i obiektywna kontrola efektu kolorystycznego staje się niezbędnym warunkiem zachowania stałej jakości. Do wymagających pomiarów firma Micro-Epsilon opracowała zaawansowany system colorCONTROL ACS, który nie tylko rozpoznaje barwy na podstawie listy nauczonych barw, lecz również identyfikuje poszczególne kolory w oparciu o ich współrzędne w przestrzeni kolorów. Dzięki bardzo wysokiej szybkości pomiarów system colorCONTROL ACS jest odpowiedni do aplikacji, w których barwy i cienie muszą być oceniane w przelocie, a także tam, gdzie wymagana jest wysoka dokładność pomiarowa. Model colorCONTROL ACS3 stosowany jest do ciągłej kontroli kolorów i odcieni szklanych kloszy.

Czujniki koloru colorCONTROL ACS3 wykorzystywane są również w procesie powlekania szkła fasadowego do kontroli koloru i odcienia w trakcie procesu produkcyjnego. W tym celu sensory montuje się w układzie kątowym, a pomiar wykonywany jest na szybach. Dzięki wysokiej dokładności czujniki dostarczają informacji o stopniu zabarwienia.
Czujniki koloru firmy Micro-Epsilon są przeznaczone nie tylko do precyzyjnego pomiaru koloru. Mogą być również stosowane do realizacji zadań związanych z wykrywaniem, testowaniem lub pozycjonowaniem. Firma David Blankenaufulland wykorzystuje czujniki koloru Micro-Epsilon właśnie do takich celów. Przedsiębiorstwo to projektuje i produkuje maszyny CNC do sitodruku, drukujące na różnych pojemnikach z tworzyw sztucznych, tekstyliów, ceramiki lub szkła. W przypadku automatycznego nadruku na półprzezroczystych szklano-ceramicznych butelkach konieczne jest dokładne określenie pozycji do nadruku.

Przed procesem drukowania na butelkach wytłaczany jest znak referencyjny. Ze względu na zagłębienie wytłoczenia kolor znaku referencyjnego odbiega nieco od reszty powierzchni butelki. Czujnik colorSENSOR CFO100 wykrywa tę minimalną różnicę koloru, co umożliwia dokładne określenie pozycji nadruku pod wytłoczeniem. Dokładne i powtarzalne pozycjonowanie jest kluczowe dla uzyskania bezbłędnego nadruku. Jeśli brakuje oznaczenia, butelka jest uważana za wadliwą i natychmiast odrzucona. Dlatego w tym samym czasie można przeprowadzić ocenę dobry/zły w ramach kontroli jakości. Maszyna obraca butelkę z kosmetykami, podczas gdy colorSENSOR CFO100 stale mierzy powierzchnię butelki w odległości mniejszej niż 10 mm. Wytłoczenie wykrywa się szybko i niezawodnie. Następnie określana jest dokładna pozycja dla nadruku na butelce i można przeprowadzić dalsze etapy procesu.
ColorSENSOR wykazuje wyraźne zalety w stosunku do innych metod pomiarowych. Po pierwsze, łatwo kontroluje półprzezroczystą powierzchnię. Po drugie, idealnie nadaje się do tego rodzaju zadań pomiarowych ze względu na korzystny stosunek ceny do wydajności.
W tym zastosowaniu colorSENSOR CFO100 jest zintegrowany z maszyną i stanowi optymalne rozwiązanie dla wydajnego procesu druku. Za sprawą szybkiej częstotliwości pomiaru dostarcza on kompletny sygnał OK/NOK w ciągu określonego czasu cyklu, który wynosi mniej niż 2 sekundy. Mały rozmiar plamki pomiarowej o średnicy zaledwie 0,6 mm zapewnia niezawodne i precyzyjne wykrywanie wytłoczeń. Dzięki przestrzennemu oddzieleniu punktu pomiarowego i przetwarzania sygnału czujnik z łatwością radzi sobie z typowymi warunkami otoczenia, takimi jak brud i temperatura wewnątrz maszyny. Kompaktowy i wytrzymały sterownik może być łatwo i szybko zintegrowany z tylną częścią maszyny, podczas gdy zajmujący niewiele miejsca światłowód z króćcem daje się łatwo umieścić w punkcie pomiarowym. Taka konstrukcja systemu nie tylko zapewnia prawidłową pozycję druku, ale także zmniejsza ilość odpadów.

Czujniki triangulacyjne w pozycjonowaniu wyrobów szklanych
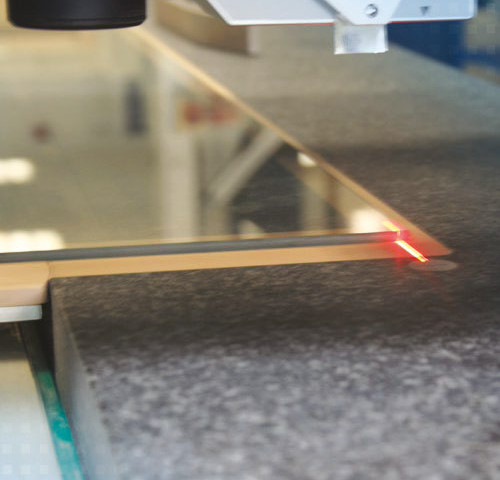
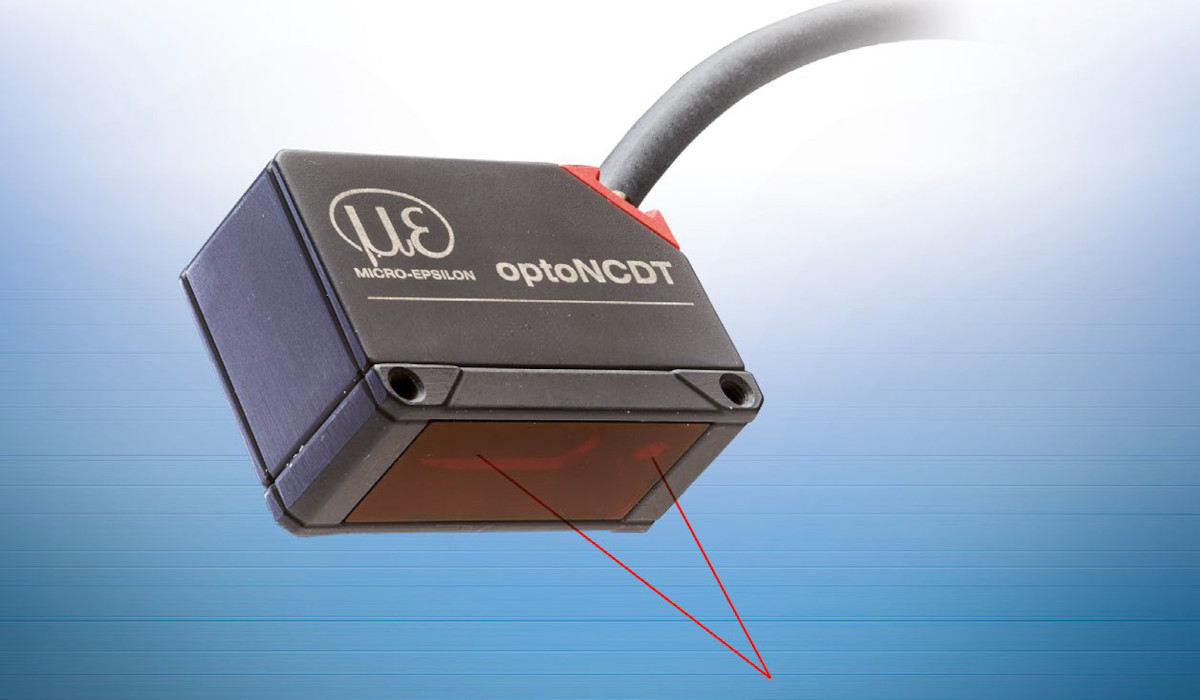
Podczas drukowania na materiałach takich jak szkło i ceramika generowane są bardzo drobne, szczegółowe struktury, co wymaga precyzyjnego pozycjonowania głowicy drukującej. Dlatego stosuje się laserowe czujniki triangulacyjne optoNCDT 1420 firmy Micro-Epsilon. Przy zakresie pomiaru 10 mm określają one w różnych punktach głowicy drukującej odpowiednią odległość od drukowanej powierzchni. Dane z czujników są przekazywane przez interfejs RS422 do systemu sterowania, umożliwiając określenie krawędzi i pochylenia powierzchni, a tym samym dokładne pozycjonowanie głowicy drukującej.
Kompaktowa konstrukcja czujnika pozwala na instalację w ograniczonych przestrzeniach. Laserowe czujniki triangulacyjne optoNCDT 1420 wyróżniają się również wysoką wydajnością. Interfejs internetowy i wstępnie zdefiniowane ustawienia (presety) umożliwiają szybki proces uruchamiania. W przypadku zastosowań wielkoseryjnych, konfiguracje wstępne, dostosowane do potrzeb klienta (plug & play), pozwalają na niezwykle szybkie ustawienie parametrów.
Profilometry laserowe

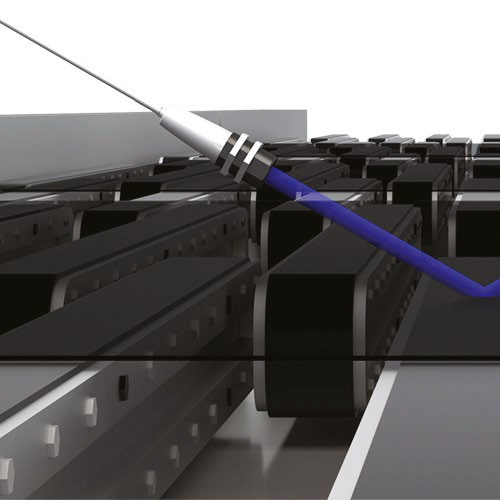
Profilometry scanCONTROL firmy Micro-Epsilon stosowane są do szybkiej i w pełni automatycznej kontroli pustych pojemników w rozlewniach i browarach. Dla tego celu przedstawiciel Micro-Epsilon, firma Tipteh, zaprojektowała system testowy oparty na triangulacji linii laserowej, który jest używany podczas odbioru skrzynek z butelkami. Ten system in-line jest wyposażony w pięć czujników scanCONTROL 2900-50 firmy Micro-Epsilon. Skrzynki są przenoszone na taśmie i skanowane z góry. Każdy profilometr mierzy rząd butelek w skrzynkach. Kontrola obecności odbywa się przy prędkości przenośnika do 850 mm/s. Profilometr skanuje odpowiednią wysokość butelki, aby określić, czy w skrzyni znajduje się jej właściwy typ. Wysokość butelki nie może odbiegać o więcej niż 3 mm od wysokości docelowej dla danego typu butelki.
W porównaniu z rozwiązaniem opartym na konwencjonalnych systemach przetwarzania obrazu, profilometry laserowe firmy Micro-Epsilon monitorują nie tylko obecność butelek, ale również ich wysokość. Ponadto można uzyskać dane rejestrowe do późniejszych statystyk, ocen i optymalizacji procesu. Zmierzone wartości są oceniane bezpośrednio w linii. Poprzez GigE Vision surowe dane są integrowane z oprogramowaniem do przetwarzania obrazów, a następnie analizowane. PLC otrzymuje wynik oceny jako wartość "OK" lub "NOK", dzięki czemu wadliwe skrzynki mogą być bezpośrednio usunięte. Użytkownik może również przedstawić wyniki pomiarów na zintegrowanym wyświetlaczu jednostki sterującej.
Wyzwanie dla tego zadania pomiarowego stanowią przede wszystkim różne właściwości odbijania światła przez butelki. Dzieje się tak ze względu na różne kolory szkła (głównie odcienie zieleni i brązu), a także dlatego, że butelki są dostarczane z kapslem lub bez. Ponadto butelki podczas ciągłego transportu na przenośniku taśmowym stale wibrują i drżą. Profilometry Micro-Epsilon stawiają czoła tym wyzwaniom, nieustannie dostarczając dokładnych wyników pomiarów.
Profilometry scanCONTROL sprawdzają się również w procesach manipulacyjnych, gdzie wymagane jest precyzyjne pozycjonowanie tafli szkła. Pozycję arkuszy określa się poprzez wykrywanie krawędzi szkła. Laserowe czujniki profilu firmy Micro-Epsilon mierzą pozycję krawędzi w kilku punktach oraz przekazują te informacje do systemu sterowania.
Zapraszamy do kontaktu ze specjalistami firmy WObit, którzy pomogą dobrać optymalne rozwiązanie. Więcej informacji dotyczących czujników Micro-Epsilon oraz ich zastosowań można znaleźć na stronie www.wobit.com.pl.
P.P.H. WObit E. J. Ober s.c.
Dęborzyce 16, 62-045 Pniewy
wobit@wobit.com.pl
tel. +48 61 22 27 422
fax +48 61 22 27 439
www.wobit.com.pl










