Systemy wizyjne w kontroli jakości produkcji
| TechnikaFot.1. Stół obrotowy wraz zainstalowaną głowicą LightPixCzujniki wizyjne stosowane są bardzo często w kontroli jakości produkcji, zapewniając możliwość szybkiej analizy poprawności wytwarzania towarów i odrzucania na bieżąco wyrobów wadliwych. W artykule przedstawiono przykładowy system tego typu, którego zadaniem jest analiza poprawności ułożenia elementu w narzędziu. Elementem kontrolowanym jest metalowa łuska złotego koloru nakładana w automatycznie na dwie szpilki. Przy poprawnym zamontowaniu łuska jest ułożona na dwóch szpilkach wypukłością do dołu. Błędne zamontowanie łuski powoduje w końcowej fazie produkcji wykonanie wadliwego wyrobu.

Zastosowane rozwiązanie
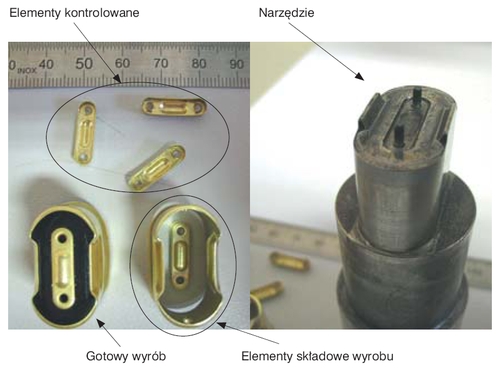
Do kontroli poprawności ułożenia elementu wykorzystano system bazujący na czujniku obrazu LightPix i oprogramowaniu Pattern Matching. Po zakończeniu kontroli poprawności złożenia elementu w ostatnim cyklu produkcji następuje jego zalanie w oprawce gorącym szkłem. Cały proces odbywa się na obrotowym stole produkcyjnym, w poszczególnych częściach stołu następuje zakładanie elementów na narzędzie, kontrola poprawności złożenia i zalanie poprawnie złożonego elementu. Jeżeli kontrola wykaże błąd złożenia element nie jest zalewany szkłem i w następnym cyklu maszyna go odrzuca. Na zdjęciu 2 widoczne jest narzędzie montażowe, wyrób gotowy jego i elementy składowe, natomiast zdjęcie 1 przedstawia stół obrotowy wraz zainstalowaną głowicą LightPix.
Poprawne złożenie elementu
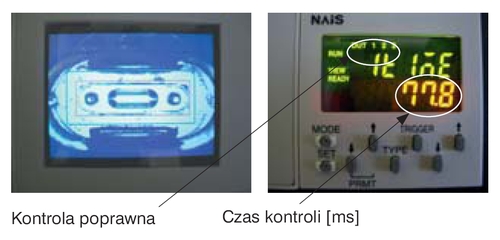
Na zdjęciu 3 pokazano wynik kontroli poprawnie złożonego elementu. Czas potrzebny do przeprowadzenia kontroli wynosi około 78ms i jest wystarczający dla tego zastosowania (maksymalny czas na przeprowadzenie kontroli w tej aplikacji to około 500ms). Posługując się panelem wyświetlacza i programatorem można również sprawdzić położenie sprawdzanego elementu względem osi x i y (Fot.4).

Położenie określane jest w milimetrach względem środka elementu kontrolowanego w osiach x i y. W opisywanej aplikacji kontrola przesunięcia elementu w tych osiach nie jest wymagana, ponieważ element poprawnie ułożony w narzędziu nie może się przemieszczać. Jedyne przemieszczenie jakie może wystąpić wynosi około 0,1mm i spowodowane jest pozycjonowaniem stołu obrotowego.
Element założony niepoprawnie
Podczas procesu produkcji ruch stołu obrotowego może spowodować wypadnięcie elementu z jednej ze szpilek. Położenie takie jest niepoprawne, co powinna wykazać kontrola. W tym przypadku nie powinno dojść do zalania szkłem – element powinien zostać odrzucony. Zdjęcie 5 przedstawia złe ułożenie elementu, a zdjęcie 6 negatywny wynik kontroli dla niepoprawnego złożenia. Sygnały z głowicy czujnika informują sterownik w maszynie, że położenie elementu jest złe i w następnym cyklu zostaje on odrzucony.
 Fot.5 |
 Fot.6 |
Element poza szpilkami
Ruch stołu lub przychwycenie elementu podczas wycofywania się urządzenia wprowadzającego element na narzędzie może również powodować sytuację w której łuska znajdzie się poza poprawnym obszarem jej umiejscowienia. W takiej sytuacji nie można dopuścić, aby element został zalany gorącym szkłem. Kontrola poprawności złożenia powoduje odrzucenie takiego elementu. Zdjęcie 7 przedstawia opisaną sytuację, a na zdjęciu 8 pokazano wynik kontroli złożenia. Jak widać – żadne z wyjść głowicy nie jest tu wysterowane.
 Fot.7 |
 Fot.8 |
Narzędzie jest puste
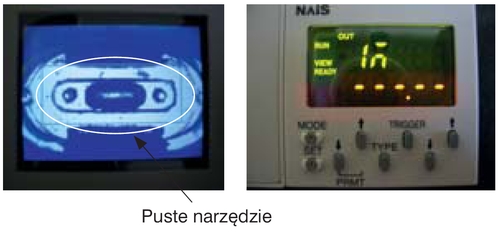
Podczas procesu może pojawić się sytuacja, w której narzędzie będzie puste. Kontrola położenia musi to wykazać, aby pusta oprawka nie została zalana szkłem. Sytuację tą przedstawiono na zdjęciach 9 i 10.
 Fot.9 |
 Fot.10 |
Kontrola poprawności złożenia
W artykule zaprezentowano możliwości wykorzystania systemów wizyjnych w prostej aplikacji, gdzie element założony może być poprawnie lub wystąpić może kilka błędów podczas produkcji. W przypadku takiego zastosowania system wizyjny znacząco podnosi wydajność produkcji i zapewnia jej odpowiednią jakość.
Więcej informacjiOpisywane rozwiązanie wdrożyła firma Automatech Sp. z o.o., tel. 022 723 06 06, |