
W artykule przedstawiono opis elementów tego typu rozwiązań na przykładzie elektrowni, ale może on również stanowić pomocny przewodnik dla obsługi i projektantów dowolnych zakładów przemysłowych, w których w procesach produkcyjnych wykorzystuje się wodę.
Korozja metali następuje w wyniku ich kontaktu z wodą w obecności tlenu. Zjawisko to jest bolączką personelu obsługi praktycznie każdej elektrociepłowni czy elektrowni na świecie. W czasie procesów wytwarzania energii bowiem zarówno woda, jak i para, są w stałym kontakcie z metalowymi elementami instalacji, takimi jak skraplacze, grzejniki, pompy, rury, kotły i turbiny. Może to prowadzić do degradacji tych elementów w wyniku zachodzenia korozji. Aby temu zapobiec, woda, która dostarczana jest do instalacji w elektrowni, poddawana musi być przetwarzaniu. Wykorzystywane są tutaj najróżniejsze procesy oczyszczające ją z mikroelementów, jonów, minerałów – stąd często mowa o dejonizacji czy też demineralizacji wody. Dzięki tym zabiegom jest ona bezpieczniejsza dla systemu, a stopień występowania korozji zmniejszany.
Aby ustrzec się przed problemami zardzewiałych elementów wyposażenia elektrowni czy elektrociepłowni oraz zapewnić wysoką sprawność procesu wytwarzania energii, istotne jest również precyzyjne i ciągłe kontrolowanie jakości wykorzystywanej wody. Pomiary te powinny analizować czystość wody w określonych punktach instalacji. W wypadku elektrowni parowej będą to: skraplacz, chłodnia kominowa, stacja demineralizacji wody oraz obieg wody kotła.
Zgubny wpływ korozji
Najprostszym sposobem przeciwdziałania korozji jest stosowanie powłok ochronnych. Bardzo wytrzymałe warstwy tlenków skutecznie chronią przed korodowaniem powierzchni żelaznych czy miedzianych. W wypadku stali najlepiej sprawdza się powłoka z magnetytu. Niektóre z warstw ochronnych wymagają, by woda, z która wchodzą w kontakt, miała określone właściwości chemiczne. Tak jest np. z tlenkiem miedzi pokrywającym powierzchnie ze stopów miedzi. Uzyskanie właściwych parametrów cieczy zapewnia, że powłoka ochronna nie zetrze się, a jeśli nawet wystąpi pewna nieciągłość warstwy tlenku to nastąpi szybkie samoistne odbudowanie się powłoki.
Z powyższych powodów kontrolowanie jakości wody w elektrowniach czy elektrociepłowniach jest konieczne do zapewnienia wysokiej sprawności zainstalowanych urządzeń. W większości przypadków polega ono na utrzymywaniu wysokiego stopnia czystości wody, monitorowaniu jej pH oraz ilości rozpuszczonego w wodzie tlenu. W niektórych instalacjach konieczne jest także stałe kontrolowanie ilości dostarczanego do obiegu środka odtleniającego wodę (np. hydrazyny), bądź też innych obecnych lub wprowadzonych do wody substancji.
W XVI wieku alchemik Leonard Thurneysser odkrył, że odcień fioletowego soku roślinnego zmieniał się wraz z dodawaniem kwasu siarkawego bądź siarkowego. Zjawisko to służyło jeszcze przez wiele wieków jako jedyny wskaźnik kwasowości substancji. W latach 80. XIX wieku prace badawcze Svante Arrhenius`a przyczyniły się do rozwoju pierwszych teorii dotyczących dysocjacji kwasów i zasad. W późniejszym okresie duński naukowiec Johannes Bronsted udoskonalił dotychczasowe twierdzenia. W roku 1904 Hans Friedenthal udanie opracował pierwszą skalę do klasyfikacji kwasów. Przedstawiony przez niego szereg liczb określających kolejne poziomy koncentracji jonów wodorowych w roztworze składał się z wartości bardzo małych, trudnych do operowania. Z tego powodu duński biochemik Lauritz Sorensen zaproponował stosowanie ujemnego logarytmu dziesiętnego z tych wartości. Swoją skalę nazwał pH od „pondus Hydrogennii” (potencjał wodorowy). Skala i nazewnictwo Sorensena stosowane są po dziś dzień. Badania naukowe dowiodły jednak, że wolne jony wodorowe nigdy nie występują w roztworach wodnych, gdyż natychmiast ulegają solwatowaniu (H+ + H2O -> H3O+ ). W rzeczywistości więc pomiar pH opiera się na pomiarze aktywności jonów hydroniowych (H3O+). W niektórych opracowaniach dla uproszczenia pomija się ten fakt i podaje starą definicję pH. |
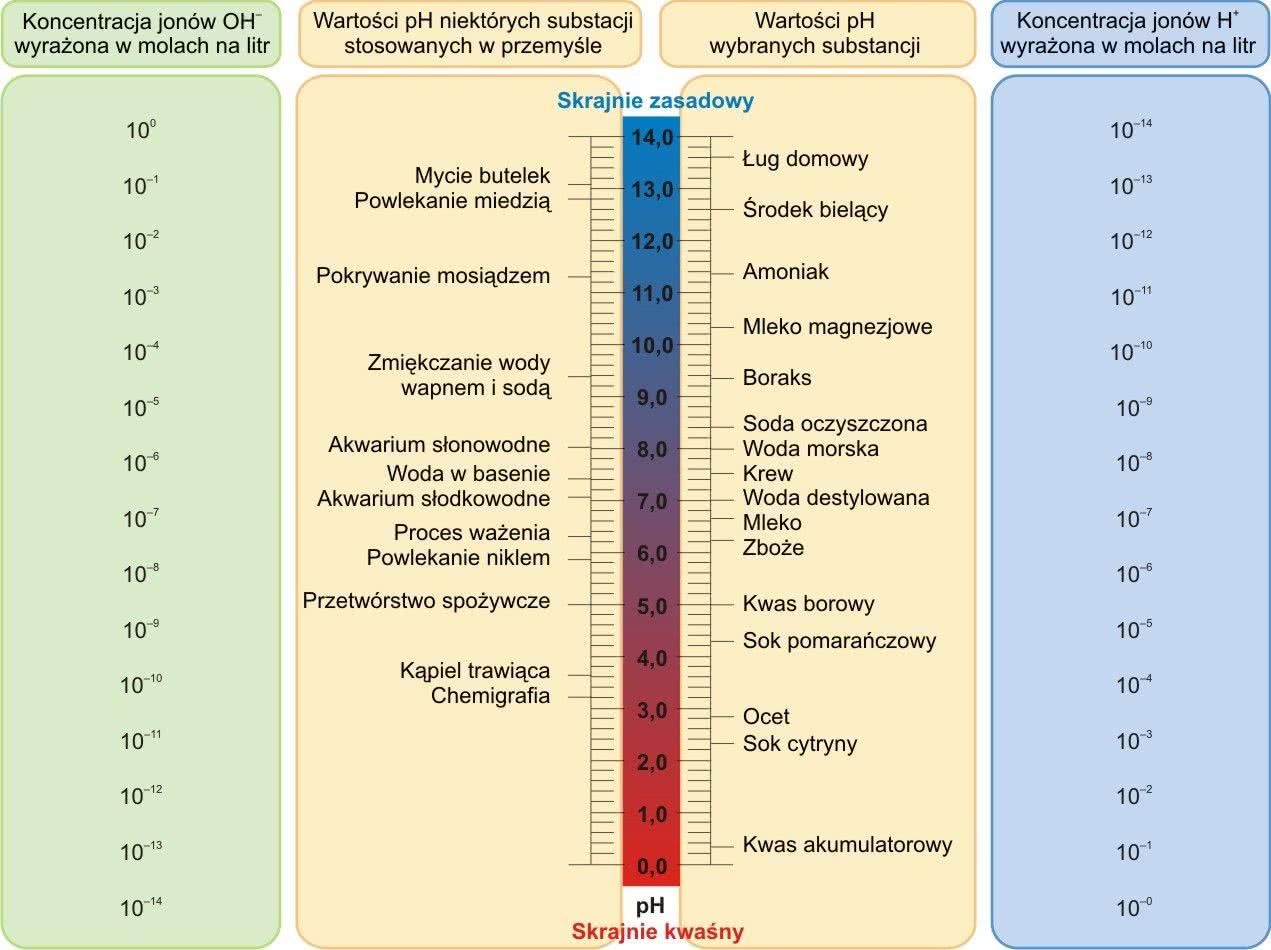 Skala pH
Skala pHStacja demineralizacji wody
Stacja demineralizacji to pierwszy element każdej instalacji przemysłowej wykorzystującej wodę. Doprowadzana jest do niej woda z ujęcia, która jest demineralizowana zanim zostanie ona poddana wszelkim innym procesom. Stacja taka to zarazem pierwsza linia obrony przed korozją. Efektywne usunięcie wszelkich mikroelementów z wody jest podstawą do uzyskania cieczy o wysokiej czystości, wymaganej w elektrowniach i elektrociepłowniach. Przeciętna stacja umożliwia przetwarzanie wody zawierającej od 100 do 1500ppm rozpuszczonych soli na wodę zawierającą nie więcej niż 10-20ppb mikroelementów. Procesy, jakie wykorzystuje się do uzyskania takiej cieczy o wysokiej czystości, to m.in. filtracja, zmiękczanie, usuwanie chloru, odwrócona osmoza (RO – Reverse Osmosis), odgazowywanie czy wymiana jonowa. Odwrócona osmoza, która polega na selektywnym przepuszczaniu wody i zatrzymywaniu zanieczyszczeń przez półprzepuszczalną membranę, pozwala usunąć około 98% zawartych w wodzie rozpuszczonych soli i krzemionki oraz niemalże wszystkie duże molekuły organiczne. Umieszczenie kontaktowych czujników przewodności przed i za membraną półprzepuszczalną pozwala monitorować jakość wody oraz wydajność systemu RO. Należy jednak pamiętać, że czujniki te powinny być odpowiednio skalibrowane.
W większości wypadków woda dostarczana do stacji demineralizacji jest już wstępnie wzbogacona o różne substancje chemiczne mające na celu usprawnić przebieg procesu. Jednakże niewłaściwe proporcje którejś z nich mogą uszkodzić membranę systemu odwróconej osmozy. Jest to szczególnie prawdopodobne, gdy woda odznacza się pH spoza określonego przedziału. Stąd bardzo przydatne są tutaj uniwersalne czujniki pH, które pomagają kontrolować i utrzymać nieco kwasowy odczyn wody.
W niektórych instalacjach przemysłowych do wody dodaje się chloru pełniącego funkcję biocydu, czyli substancji do niszczenia mikroflory i mikrofauny. W innych zaś jego występowanie jest niepożądane, jako że może on uszkodzić membranę systemu RO. Wówczas, w celu eliminacji chloru, stosuje się węgiel aktywny. Jednakże węgiel ten po pewnym czasie nasyca się, stąd niezbędne jest stosowanie czujników chloru, które monitorują jego poziom.
Proces odwróconej osmozy sam w sobie nie wystarcza do zupełnego oczyszczenia wody do celów przemysłowych. Aby osiągnąć zamierzony efekt stosuje się półprzepuszczalną membranę RO z wymiennikiem jonów (IX – Ion eXchanger). System taki składa się ze zbiorników z kroplami żywicy zdolnymi adsorbować kationy lub aniony. Obecne w wodzie kationy wapnia, magnezu czy sodu zostają wymienione na wodór, zaś aniony chloru, siarczanu i wodorowęglanu – na grupę wodorotlenową (-OH). Oba produkty wymiany łączą się tworząc czystą wodę. Po określonym czasie funkcjonowania taki system wymaga regeneracji za pomocą kwasu siarkowego (lub solnego) oraz wodorotlenku sodu. W wypadku jego użycia wymagane jest zatem ciągłe monitorowanie koncentracji wymienionych czynników regenerujących oraz ich przewodności w miejscu ich wlotu do zbiornika.
W celu uzyskania dużej dokładności pomiarów w najnowszej wersji urządzeń CorrTran wykorzystuje się algorytmy LPR (Linear Polarization Resistance), HDA (Harmonic Distortion Analysis) i pomiary ECN (ElectroChemical Noise). Urządzenia te mogą być instalowane zarówno w instalacjach ogólnego typu, jak i w strefach zagrożonych wybuchem. |
 CorrTran Corrosion Detection Transmitter firmy Pepperl+Fuchs to urządzenie przeznaczone do monitoringu korozji i pomiarów przewodności, zarówno lokalnie, jak i w całym systemie wodnym. Wyposażone jest ono w wyjście 4-20mA i interfejs HART, pozwalając użytkownikom na określenie efektywności stosowanych przez nich środków ograniczających korozję. Dzięki temu są oni w stanie szybko reagować na powstające zmiany, zanim staną się one poważnym problemem.
CorrTran Corrosion Detection Transmitter firmy Pepperl+Fuchs to urządzenie przeznaczone do monitoringu korozji i pomiarów przewodności, zarówno lokalnie, jak i w całym systemie wodnym. Wyposażone jest ono w wyjście 4-20mA i interfejs HART, pozwalając użytkownikom na określenie efektywności stosowanych przez nich środków ograniczających korozję. Dzięki temu są oni w stanie szybko reagować na powstające zmiany, zanim staną się one poważnym problemem.Proces dejonizacji wody
Zanim przejdziemy do opisu kolejnego elementu instalacji w elektrowni, którym jest skraplacz, warto omówić ideę dejonizacji wody. Proces ten stosowany jest w celu usunięcia zawartych w niej rozpuszczonych soli. Wymaga to stałego przepływu cieczy przez dwa elementy jonowymienne, które zatrzymują zanieczyszczenia solne. W dziedzinie automatyki i przemysłu określenia „demineralizacja” i „dejonizacja” używane są zamiennie. Wprawdzie termin „demineralizacja” jest bardziej intuicyjny, jednak słowo „dejonizacja” trafniej oddaje istotę procesu.
W początkowym etapie dejonizacji woda przepływająca przez pierwszy materiał jonowymienny zostaje oczyszczona z jonów wapnia i magnezu, tak jak w klasycznym procesie zmiękczania wody. W odróżnieniu od domowych filtrów dejonizacyjnych systemy przemysłowe usuwają z wody także wszystkie inne dodatnie jony metaliczne i zastępują je jonami wodorowymi, a nie sodu. W pojedynczym procesie wymiany liczba wprowadzonych do cieczy atomów wodoru (H+) zależy od ładunku pochłoniętego jonu metalu. Kation sodu (Na+) zostanie zastąpiony jednym, kation wapnia (Ca++) na dwoma, a kation żelaza (Fe+++) na trzema jonami wodoru (H+). W ten sposób całkowity bilans wymiany ładunku elektrycznego wynosi zero. Wprowadzenie do obiegu wody dużej liczby jonów wodorowych sprawia, że jej odczyn jest coraz kwaśniejszy. Niweluje to drugi etap procesu dejonizacji, w którym kolejny materiał jonowymienny zastępuje zawarte w wodzie aniony jonami grupy hydroksylowej (OH-). Tak przetworzona woda jest bogata w jony (H+) oraz (OH-), które wiążą się tworząc cząsteczki wody (H2O). W ten sposób proces dejonizacji usuwa szkodliwe aniony i kationy tworząc w ich miejsce wodę nie zawierającą cząstek mineralnych.
Jeśli połączymy dwa naczynia zawierające takie same roztwory, ale o różnym stężeniu, to w wyniku dyfuzji substancja rozpuszczona zacznie przemieszczać się z obszarów o wysokiej koncentracji do obszarów o koncentracji niskiej. Proces ten będzie następował aż do wystąpienia równowagi, czyli w praktyce wymieszania się obydwu roztworów i wyrównania stężenia w połączonych naczyniach. Jeśli zaś takie dwa naczynia oddzielać będzie półprzepuszczalna membrana, która umożliwia przenikanie tylko i wyłącznie cząsteczek rozpuszczalnika, nastąpi wówczas migracja wody z naczynia o małym stężeniu roztworu do naczynia o dużym stężeniu. W efekcie po pewnym czasie również nastąpi stan równowagi między cieczami w obu naczyniach. Proces ten nosi nazwę osmozy, a przepływ ten wywołuje tzw. ciśnienie osmotyczne. Odwrócona osmoza jest przeciwieństwem naturalnego procesu osmozy. Łącząc dwa naczynia zawierające te same roztwory o różnych stężeniach i dodatkowo wywierając na ten bardziej stężony ciśnienie większe od osmotycznego, uzyskuje się przepływ rozpuszczalnika (wody) z naczynia z roztworem o wyższym stężeniu do naczynia z roztworem o niższym stężeniu. Następuje zatem gromadzenie się substancji rozpuszczonej w jednym pojemniku i rozpuszczalnika w drugim. Proces ten jest prostym sposobem na oczyszczanie wody. Odwrócona osmoza jest podstawą jednej z najlepszych metod odsalania wody morskiej. | |
 |  |
 Odwrócona osmoza
Odwrócona osmozaChłodnia kominowa pod obserwacją
Zadaniem skraplacza w elektrowni jest zamiana pary wykorzystanej do napędzania turbin z powrotem w wodę. Do realizacji tego procesu stosuje się wodę chłodzącą z chłodni kominowej. Niestety woda ta jest zwykle mocno zanieczyszczona – zawiera duże ilości mikroelementów. Jeśli więc nastąpi jakikolwiek jej przeciek do obiegu pary, to grozi to poważnymi kłopotami. Taki wyciek sprawia, że jony przedostają się do zamkniętego obiegu wody i zwiększają przewodność oraz korozyjność wody i pary wodnej w całej instalacji elektrowni. Aby odpowiednio wcześnie wykryć ewentualną nieszczelność, należy monitorować konduktancję wody w skraplaczu.
W przemyśle duży nacisk kładzie się na wielokrotne użycie w procesie tej samej wody chłodzącej. W tym celu stosuje się chłodnie kominowe. Efekt wymiany ciepła występuje dwutorowo – ogrzana woda chłodząca oddaje ciepło do atmosfery w wyniku przepływu powietrza wywołanego naturalnym ciągiem komina, a także następuje częściowe odparowanie wody chłodzącej, co pociąga za sobą konieczność uzupełniania jej strat. W wypadku odparowywania rozpuszczone w wodzie ciała stałe osadzają się oraz powodują korozję aparatury wymiany ciepła. Chociaż na świecie istnieje wiele różnych odmian chłodni kominowych, wszystkie mają cechę wspólną – wyposażone są w czujniki poziomu pH oraz przewodności, co pozwala stale kontrolować i utrzymać określone właściwości cieczy. Dodatkowo wykorzystuje się kontaktowy czujnik przewodności do pomiaru względnej koncentracji zanieczyszczeń w wodzie. Jeśli wykrywa on przekroczoną dopuszczalną granicę przewodności wody, następuje otwarcie odpowiedniego zaworu i do obiegu wprowadzana jest oczyszczona woda uzupełniająca.
Większość zanieczyszczeń wody chłodzącej to związki zasadowe. Jeśli więc wzbogacić ją nieznaczną ilością kwasu siarkowego, nastąpi obniżenie współczynnika pH. W praktyce jeśli wartość pH jest mniejsza niż siedem, to osad nie powinien gromadzić się. W wypadku wody chłodzącej o bardzo dużym stopniu zanieczyszczenia konieczne jest zastosowanie specjalizowanego, bardziej odpornego na warunki pracy czujnika pH.
Nowatorskim sposobem na unikanie korodowania elementów w instalacjach jest rozwiązanie oferowane przez niemiecką firmę Merus. Producent oferuje pierścienie, które instalowane są na zewnątrz rur z wodą i generują drgania ograniczające ilość rdzy powstającej na ściankach rur. Jako dowód skuteczności produkowanych urządzeń, firma podaje przykłady kilku z wielu instalacji przemysłowych, w których pierścienie spełniły swoje zadanie. Jedna z takich instalacji mieści się w zakładach firmy Citro Misr w Kairze. Problem: Firma Citro Misr wykorzystuje kilka bojlerów, przez które przepływa łącznie 100m3 wody na godzinę. Woda jest demineralizowana i ze względu na podwyższoną temperaturę szybko powoduje korozję wewnątrz bojlerów. Pomimo dodawania środków chemicznych redukujących powstawanie rdzy, jej ilość nadal była zbyt duża, co prowadziło do skrócenia czasu życia całego systemu i zwiększało koszty obsługi. Rozwiązanie:  Wnętrze jednego z bojlerów - stopień korozji był znaczny, co prowadziło do częstych prac serwisowych Wzbogacanie wody środkami chemicznymi zostało wstrzymane na 6 tygodni przed regularnym przeglądem, podczas którego możliwe było obejrzenie zbiorników od wewnątrz i ocena ich stanu. Okazało się, że osady z rdzy znacząco zmalały, co wpłynęło na decyzję o całkowitym wstrzymaniu dodawania środków antykorozyjnych do wody. Efektem końcowym było ograniczenie zniszczenia zbiornika oraz oszczędności związane z inwestycjami w środki chemiczne oraz w urządzenia do ich dozowania. |
 Case study: Alternatywny sposób na korozję
Case study: Alternatywny sposób na korozjęNieskazitelnie czysta woda zasilająca

W metodzie OT amoniak wykorzystywany jest do kontrolowania poziomu pH oraz koncentracji tlenu w wodzie tak, aby zapewnić warunki słabo utleniające, korzystne dla tworzenia się twardych powłok tlenowych. W wypadku tej metody jakość wody jest o wiele bardziej krytyczna niż dla AVT. Przewodność jonowa cieczy musi być mniejsza niż 0,15µS/cm – konieczny jest tutaj pomiar rozpuszczonego tlenu, pH oraz przewodności jonowej wody zasilającej. Pomiar współczynnika pH w warunkach niskiej przewodności może być utrudniony, jako że woda o wysokiej czystości nie zapewnia kontaktu elektrycznego pomiędzy elektrodami. Rozwiązaniem jest zastosowanie czujnika pH z ciekłym elektrolitem pełniącym funkcję elektrody porównawczej. Należy pamiętać, aby pomiar ten odbywał się w linii bocznikującej, dzięki czemu nie wpłynie się na jakość wody zasilającej. Najlepszym rozwiązaniem jest zastosowanie specjalnej komory pomiarowej, która wykonana jest ze stali nierdzewnej. Przepływ wody przez taki element pomiarowy powinien być niewielki i stały, ponieważ ma on wpływ na wyniki pomiaru.
Kocioł grzewczy
Jest to ostatni strategiczny punkt kontroli jakości wody. To właśnie w nim następuje gromadzenie się wszelkiego rodzaju zanieczyszczeń prowadzących do wystąpienia korozji lub powstawania osadu. Cząstki rdzy, które osadzają się na rurze kotłowej, stanowią zarodek dla innych zawartych w wodzie ciał stałych. W efekcie może nastąpić przegrzanie instalacji i awaria kotła. Metodą przeciwdziałającą występowaniu takich sytuacji jest utrzymywania tlenowych powłok ochronnych. Pomocne jest równoczesne zachowanie niskiej koncentracji rozpuszczonych w wodzie ciał stałych oraz jej lekko zasadowego odczynu. Tak więc również tutaj konieczny jest ciągły pomiar pH oraz przewodności. Odczyn zasadowy uzyskać można za pomocą wodorotlenku sodu i fosforanu sodu. Zbyt duża albo zbyt mała koncentracja jednego z tych składników może być niezwykle szkodliwa, dlatego też dokładny pomiar pH oraz koncentracji fosforanu jest w tym wypadku bardzo istotny.
Aby uzyskać parę o najwyższej czystości, również woda, która dociera do kotła, poddawana jest obróbce oczyszczającej. Zanieczyszczenia z elementów kotła oraz oparów przedostają się do wody, a następnie gromadzą na turbinie inicjując proces jej korozji. Najczęściej zanieczyszczającą substancją jest dwutlenek krzemu, dlatego należy kontrolować jego zawartość w wodzie i parze w obrębie kotła. Zagrożeniem są też sole wodorotlenkowe oraz amoniaku, które odparowują i zostają przetransportowane do turbiny, gdzie następnie wytrącają się i powodują korozję. Aby zapewnić parę o wysokiej czystości niezbędne jest kontrolowanie czystości wody w kotle, co można zrealizować wykorzystując pomiar jej przewodności.
Podsumowanie

|
|
|
|
|
|
|
|
|
|
|
|
 Korozja równomierna ogólna – pokazana na fotografii 40-letnia rura wykazuje oznaki równomiernej korozji na całej wewnętrznej powierzchni. Odpadające kawałki tlenku żelaza zgromadziły się w dolnej części rury. Po czyszczeniu za pomocą wody pod ciśnieniem nadaje się ona do ponownej instalacji w celu dalszego użytkowania przez kolejne 40 lat.
Korozja równomierna ogólna – pokazana na fotografii 40-letnia rura wykazuje oznaki równomiernej korozji na całej wewnętrznej powierzchni. Odpadające kawałki tlenku żelaza zgromadziły się w dolnej części rury. Po czyszczeniu za pomocą wody pod ciśnieniem nadaje się ona do ponownej instalacji w celu dalszego użytkowania przez kolejne 40 lat. Korozja galwaniczna – bardzo typowy sposób korodowania. Rdza powstaje w wyniku niepoprawnej instalacji izolatorów galwanicznych pomiędzy rurami ze stali węglowej a rurami mosiężnymi lub miedzianymi. Przy średnim stopniu korozji przedwczesne usterki na tego typu złączach pojawiają się średnio co 6 do 10 lat.
Korozja galwaniczna – bardzo typowy sposób korodowania. Rdza powstaje w wyniku niepoprawnej instalacji izolatorów galwanicznych pomiędzy rurami ze stali węglowej a rurami mosiężnymi lub miedzianymi. Przy średnim stopniu korozji przedwczesne usterki na tego typu złączach pojawiają się średnio co 6 do 10 lat. Korozja osadowa – powodowana przez osady ze rdzy opadające na dno zbiorników lub rur o wolnym przepływie. Jest łatwa do wykrycia odpowiednimi przyrządami ultradźwiękowymi poprzez detekcję istotnych różnic w grubościach ścianek rury lub zbiornika. Jest to dosyć szybko postępująca korozja.
Korozja osadowa – powodowana przez osady ze rdzy opadające na dno zbiorników lub rur o wolnym przepływie. Jest łatwa do wykrycia odpowiednimi przyrządami ultradźwiękowymi poprzez detekcję istotnych różnic w grubościach ścianek rury lub zbiornika. Jest to dosyć szybko postępująca korozja. Korozja środowiskowa – polega na przyspieszonym korodowaniu pod wpływem trudnych warunków środowiskowych na jakie narażona jest zewnętrzna strona rur. Występuje ona w szczególności w tych instalacjach, które wystawione są na deszcze, mróz i narażone na częste zmiany temperatury. Korozja tego typu szybko prowadzi do powstawania przecieków.
Korozja środowiskowa – polega na przyspieszonym korodowaniu pod wpływem trudnych warunków środowiskowych na jakie narażona jest zewnętrzna strona rur. Występuje ona w szczególności w tych instalacjach, które wystawione są na deszcze, mróz i narażone na częste zmiany temperatury. Korozja tego typu szybko prowadzi do powstawania przecieków. Korozja lokalna – czyli powstawanie rdzy tylko w niektórych miejscach instalacji. Jest ona podobna do korozji osadowej, ale gromadzi się tylko w niektórych miejscach rury lub zbiornika, często tworząc lokalne wybrzuszenia. Najbardziej podatne na jej występowanie są dolne części rury.
Korozja lokalna – czyli powstawanie rdzy tylko w niektórych miejscach instalacji. Jest ona podobna do korozji osadowej, ale gromadzi się tylko w niektórych miejscach rury lub zbiornika, często tworząc lokalne wybrzuszenia. Najbardziej podatne na jej występowanie są dolne części rury. Korozja punktowa – jej objawy widoczne są z zewnątrz, pomimo że proces korozji zachodzi wewnątrz rury. Ma ona miejsce głównie w przypadku rur o niewielkiej średnicy, które charakteryzują się ściankami o niewielkiej grubości. Powstające wykwity rdzy przedostają się na zewnątrz rury zanim spowodują jej rozszczelnienie. Pojawienie się tego typu zmian jest sygnałem istnienia problemów na całej długości instalacji, a nie tylko w danym punkcie. Jest to szczególnie istotne, jeżeli oznaki rdzy pojawią się w środkowej sekcji rurociągu.
Korozja punktowa – jej objawy widoczne są z zewnątrz, pomimo że proces korozji zachodzi wewnątrz rury. Ma ona miejsce głównie w przypadku rur o niewielkiej średnicy, które charakteryzują się ściankami o niewielkiej grubości. Powstające wykwity rdzy przedostają się na zewnątrz rury zanim spowodują jej rozszczelnienie. Pojawienie się tego typu zmian jest sygnałem istnienia problemów na całej długości instalacji, a nie tylko w danym punkcie. Jest to szczególnie istotne, jeżeli oznaki rdzy pojawią się w środkowej sekcji rurociągu.Mateusz Kosikowski









