Danfoss Drives, wiodący dostawca regulowanych napędów elektrycznych, dzięki konsekwentnym działaniom osiąga sukces, zwiększając swój udział w ogólnoświatowym rynku automatyki przemysłowej. Przetwornice częstotliwości tej firmy, dzięki zastosowaniu nowoczesnych algorytmów sterowania, używane są w wymagających i odpowiedzialnych aplikacjach. Przedstawiamy opis jednej z nich.
NAPĘD BĘBNA SUSZARNI KONCENTRATU

Fot. 1. Bęben suszarni - widoczni na zdjęciu pracownicy obrazują wielkość bębna
Suszarnia koncentratu ma kluczowe znaczenie technologiczne. Wzbogacona ruda w postaci koncentratu (miałki, czarny proszek zawierający ok. 30% miedzi) wstrzykiwana jest do obracającego się bębna, w którym następuje jej suszenie. Przy wlocie do bębna znajduje się piec gazowy, z którego spaliny wraz z gorącym powietrzem biorą udział w suszeniu koncentratu wewnątrz bębna.
Koncentrat dzięki ruchowi obrotowemu bębna przemieszcza się grawitacyjnie do jego drugiego końca, ulegając suszeniu. Wysuszony koncentrat przenoszony jest następnie przez układ podnoszący do pieca zawiesinowego, gdzie poddawany jest dalszej obróbce. Bęben suszarni pełni zasadniczą funkcję w procesie przeróbki rudy żelaza. Ma on średnicę 5 metrów i długość około 50 metrów.
Masa pustego bębna wynosi około 480 ton, przy czym on sam ma duży moment bezwładności. Jego napęd stanowią 2 silniki 315 kW, 500 V połączone z bębnem za pośrednictwem dwóch przekładni, które zapewniają redukcję prędkości obrotowej silnika. Przy prędkości obrotowej silników 1028 obrotów/ min bęben wykonuje dokładnie dwa obroty na minutę.
Zastosowano regulację prędkości obrotowej silników napędzających bęben - prędkość ta jest zależna od ilości koncentratu transportowanego w danej chwili. Zmniejszanie prędkości bębna przy małej ilości suszonego koncentratu powoduje oszczędności w zużyciu gazu. Zakres regulacji prędkości bębna wynosi w praktyce od 1,3 do 2,0 obrotów na minutę.
 
Fot. 2. Układ napędowy bębna suszarni - widoczne obydwa silniki 315 kW wraz z przekładniami |
Do łagodnego rozruchu i regulacji prędkości bębna zastosowano dwie przetwornice częstotliwości firmy Danfoss VLT AutomationDrive FC300. Każda z nich napędza jeden silnik. Te ostatnie wyposażone są w enkodery przyrostowe 1024 imp./obrót zamocowane bezpośrednio do wałów obu silników. Dostarczają one informację o położeniu i prędkości wału do algorytmu FLUX wykorzystanego w obu przetwornicach częstotliwości.
STEROWANIE NAPĘDAMI

Fot. 3. Przetwornice częstotliwości VLT AutomationDrive FC300 napędzające bęben suszarni
Podstawowym celem stawianym przed przetwornicami częstotliwości - oprócz zapewnienia łagodnego startu i regulacji prędkości - było wyrównanie momentów na obu silnikach zarówno podczas rozruchu, jak i podczas pracy ustalonej. Ponieważ przetwornice Danfoss AutomationDrive mogą realizować to zadanie na kilka sposobów, zaproponowano dla KGHM następujące dwa warianty sterowania przetwornicami częstotliwości:
- sterowanie master-slave, w którym obie przetwornice pracują w zamkniętej pętli regulacji ze sprzężeniem prędkościowym,
- sterowanie master-master, w którym obie przetwornice pracują w trybie regulacji prędkości w otwartej pętli regulacji (bez sprzężenia prędkościowego).
Zaproponowanie redundantnego rozwiązania miało na celu utrzymanie ciągłości produkcji w przypadku, gdyby doszło do uszkodzenia enkoderów i sterowanie master-slave nie było możliwe. W sterowaniu master-slave przetwornica master pracuje w trybie regulacji prędkości, natomiast przetwornica slave w trybie momentowym.
Wartość zadana prędkości bębna podawana jest za pośrednictwem magistrali Profibus z nadrzędnego układu DCS. Natomiast wartość zadana momentu przekazywana jest do przetwornicy slave z napędu master za pośrednictwem sygnału 4‒20 mA. Przesyłana jest informacja o wartości aktualnego momentu, co zapewnia tym samym równomierny podział momentu obciążenia bębna pomiędzy oba napędy.
Obie przetwornice pracują z prędkościowym sprzężeniem zwrotnym realizowanym przez enkodery. W sterowaniu master-master obie przetwornice pracują w trybie prędkościowym ze wspólnym sygnałem zadającym prędkość z układu DCS. Charakterystyczną cechą tej metody sterowania jest tzw. ujemna wartość kompensacji poślizgu.
Ta własność przetwornic VLT polega na tym, że wraz ze wzrostem obciążenia wału silnika maleje wartość częstotliwości stojana, co powoduje, że charakterystyka mechaniczna układu napędowego (zależność prędkość obrotowej w funkcji momentu na wale silnika) staje się bardziej ustępliwa, niż wynika to z charakterystyki naturalnej silnika.
Ta sama wartość ujemnej kompensacji poślizgu jest ustawiona na obu przetwornicach. Jeżeli w jednym z silników wzrośnie chwilowo obciążenie, to jego częstotliwość stojana zmaleje, a tym samym ten silnik będzie miał tendencję do zredukowania swojego obciążenia. Tego rodzaju mechanizm powoduje, że oba silniki są obciążone po 50% momentu oporowego bębna i stan ich obciążenia jest stabilny ze względu na wyżej opisany mechanizm samoregulacji.
PORÓWNANIE SKUTECZNOŚCI OBU METOD STEROWANIA BĘBNEM
Na rysunkach poniżej przedstawiono rozkład momentów i prądów obydwu napędów w fazie rozruchu (rysunek górny) oraz podczas pracy ze stałą prędkością (rysunek dolny). Kolor czerwony i fioletowy - to przebiegi prądów obu silników. Kolor żółty i jasnoniebieski to przebiegi momentów obu silników, kolor ciemnoniebieski - prędkość bębna odczytana z jednego enkodera.
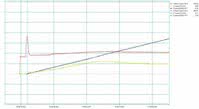 
Fot. 4. Sterowanie master-slave |
Jak widać z powyższych wykresów, przebiegi czasowe prądów i momentów odczytane na obu przetwornicach prawie się pokrywają. Większą dokładność w podziale momentu obciążenia wykazuje układ master-slave, jednak z praktycznego punktu widzenia nie ma to większego znaczenia dla pracy bębna. Układ master- master cechuje natomiast prostota realizacji, a tym samym większa niezawodność (nie są wymagane enkodery).
WNIOSKI
Zastosowanie przetwornic częstotliwości VLT AutomationDrive zapewniło łagodny rozruch bębna oraz regulację prędkości obrotowej. Z regulacją prędkości wiążą się bezpośrednio oszczędności w zużyciu gazu w piecu wytwarzającym ciepłe powietrze do suszenia koncentratu, gdy zmienia się jego ilość (mniej koncentratu, mniejsza prędkość obrotowa bębna).
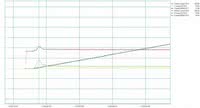 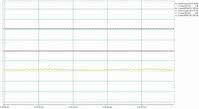
Fot. 5. Sterowanie master-master |
Ponadto wyrównanie momentów na obu silnikach daje gwarancję dłuższej pracy zespołu napędowego (w tym przekładni). Zastosowane przetwornice VLT AutomationDrive pozwoliły zrealizować redundancję w sterowaniu (na wypadek awarii enkoderów), co poprawiło ciągłość pracy bębna suszarni.
Danfoss
www.danfoss.pl










