
Zawartość wody w ciałach stałych definiuje się dwojako. Stosowana jest miara określana albo jako stosunek masy wody do masy materiału suchego (wilgotność bezwzględna, zawartość wilgoci), albo jako stosunek masy wody do całkowitej masy badanej substancji (wilgotność względna). Obydwa te parametry wyrażane są procentowo. Jednocześnie warto podkreślić, że parametry te odpowiadają jedynie ilości wody związanej z danym ciałem fizycznie, bez uwzględniania wody związanej chemicznie.
OBSZARY ZASTOSOWAŃ
W rolnictwie oraz w przemyśle spożywczym pomiary zawartości wilgoci obejmują przede wszystkim substancje sypkie, np. ziarna zbóż, przyprawy czy zioła. Szczególnie istotne jest monitorowanie procesu suszenia. Suszone artykuły spożywcze charakteryzuje mniejsze ryzyko zatrucia, ponieważ wraz ze zmniejszaniem się zawartości wilgoci ulega zahamowaniu rozwój mikroorganizmów chorobotwórczych. Badanie zawartości wilgoci jest istotne w magazynach, ponieważ jej obecność sprzyja rozwojowi m.in. grzybów.
W przypadku substancji sypkich pomiar zawartość wilgoci pozwala zachować kontrolę nad zjawiskiem zbrylania. Parametr ten jest też istotny przy ocenie stanu technicznego budynków. Ponadto, w przemyśle i rolnictwie monitorowana jest np. wilgotność papieru, węgla, cementu, gleby i drewna. Ze względu na często specyficzne cechy wymienianych materiałów badania zawartości wilgoci wymagają wdrożenia odpowiednio dostosowanych metod pomiarowych.
W aplikacjach monitorujących zawartość wilgoci, w których nie sprawdzają się inne metody, znaczącą rolę odgrywają pomiary wykorzystujące technikę mikrofalową. W higrometrach mikrofalowych są wykorzystywane częstotliwości od 3 do 30GHz. Ze względu na specyfikę tej metody pomiarowej mikrofalowe mierniki wilgotności pozwalają kontrolować wilgotność badanego materiału nieinwazyjnie i w czasie rzeczywistym. Jest to ważną zaletą przy monitorowaniu procesów produkcyjnych.
ISTOTA POMIARU

Mierząc przesunięcie fazowe i stopień tłumienia fali elektromagnetycznej w danym materiale (rys. 1) oraz wykorzystując zależność tych parametrów od masy wody, można wyznaczyć zawartość wilgoci. Jeżeli długość fali oraz grubość próbki są stałe, to tłumienie zależy jedynie od dielektrycznych właściwości materiału, zawartość wilgoci można więc określić bezpośrednio na podstawie odpowiednich parametrów mokrych próbek.
Właściwości dielektryczne ośrodka (przenikalność dielektryczna) zależą od koncentracji i aktywności dipoli elektrycznych, od temperatury oddziałującej na ruch cząsteczek oraz od ich ustawienia zgodnie ze zmieniającym się polem elektrycznym. Cząsteczki wody są dipolami, które przy braku pola zewnętrznego na skutek ruchów cieplnych pozostają nieuporządkowane. Kiedy zewnętrzne pole zostaje przyłożone do materiału dielektrycznego, energia tego pola ulega rozproszeniu, co związane jest z polaryzacją dielektryka (rys. 2).

Wektor polaryzacji jest związany zależnością z przenikalnością dielektryczną ośrodka. W przypadku pól wolnozmiennych wektor ten jest zgodny w fazie z polem elektrycznym, które go wywołuje. Przenikalność elektryczna to wówczas wartość rzeczywista. W przypadku pól o większej częstotliwości pojawia się opóźnienie wektora polaryzacji względem wektora pola. W przypadku dużych częstotliwości przenikalność ma charakter zespolony, a opóźnienie polaryzacji powoduje dodatkowe straty mocy.
Część rzeczywista zespolonej przenikalności opisuje zdolność ośrodka do magazynowania energii zewnętrznego pola, natomiast część urojona reprezentuje straty energii pola na ciepło związane z ruchem drgających dipoli. Istotą mikrofalowych pomiarów wilgotności jest wpływ, jaki na dielektryczne właściwości materiału ma zawartość wody w jednostce objętości. W przypadku wilgotnej próbki jej przenikalność elektryczna jest wypadkową przenikalności suchego materiału oraz przenikalności wody zawartej w tej próbce.
Zawartość wody wyznacza się, biorąc pod uwagę zależność pomiędzy jej masą i udziałem przenikalności wody w wypadkowej przenikalności materiału. Ze względu na wartość przenikalności elektrycznej wody (80) można więc przyjąć, że mikrofalowe higrometry badają po prostu stopień absorpcji energii mikrofal przez wodę znajdującą się w analizowanym materiale.
MIERNIKI MIKROFALOWE - PRZYKŁADY

Zasadnicze elementy układu pomiarowego higrometru mikrofalowego to generator drgań w.cz. (np. klistron), modulator, układ przesyłowy (falowód, linia współosiowa) oraz detektor sygnału w.cz. (np. dioda półprzewodnikowa). W pomiarach bezkontaktowych najlepiej jest wykorzystać metodę, w której próbka jest umieszczona w wolnej przestrzeni. Wówczas w charakterze układu przesyłowego należy użyć anteny nadawczej i odbiorczej. Pomiar napięcia sygnału z anteny odbiorczej pozwala wyznaczyć zawartość w wilgoci badanej próbce.
Przykładami mikrofalowych mierników wilgotności tego typu jest higrometr LB456 firmy Introl oraz miernik RX-95 firmy Resonance Technology. W obu przypadkach układ pomiarowy składa się z jednostki sterującej, kabli łączących w.cz. oraz anteny nadawczej i odbiorczej (rys. 3). Zestaw miernika LB456 lub RX-95 może zostać zainstalowany w wybranym miejscu linii produkcyjnej. Anteny monitorujące montowane są nad i pod taśmociągiem. Oprócz mikrofalowych metod pomiaru zawartości wilgoci w otwartej przestrzeni są też wdrażane systemy pomiarowe w obszarach ograniczonych.

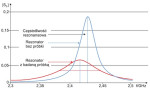
W takim przypadku wykorzystuje się przede wszystkim rezonatory wnękowe (rys. 4). Wskaźnikiem zawartości wilgoci jest zmiana częstotliwości rezonansowej i dobroci rezonatora, która zachodzi w momencie umieszczenia w komorze rezonatora badanej próbki (rys. 5). Do analizy zmian częstotliwości rezonansowej i amplitudy krzywej rezonansowej są wykorzystywane specjalne algorytmy opatentowane przez poszczególnych producentów. Firmy oferujące rezonansowe mierniki wilgotności to m.in. Sartorius Mechatronics oraz TEWS Elektronik.
Sartorius proponuje np. rozwiązanie w postaci miernika LMA300P składającego się z dwóch modułów: jednostki obliczeniowej oraz modułu rezonatora. Producent deklaruje, że zakres pomiaru wilgotności wynosi od 0 do 85%, czas pomiaru nie przekracza 1s, a dokładność jest rzędu 0,05%.
KONKURENCJA
Oprócz metody mikrofalowej w oma wianych pomiarach stosuje się wiele innych technik. W wyznaczaniu zawartości wilgoci drewna powszechnie są wykorzystywane np. mierniki rezystancyjne. Metoda pomiaru opiera się w tym przypadku na określeniu rezystancji pomiędzy dwiema elektrodami wetkniętymi w drewno. W miernikach tego typu często jest stosowana kompensacja temperaturowa, stąd dodatkowo w badany materiał zagłębia się sondę do pomiaru temperatury. Konkurencyjną techniką jest metoda grawimetryczna, tzw. suszarkowa.
W metodzie tej badaną próbkę po zważeniu poddaje się procesowi ogrzewania. W wyniku tej operacji woda zawarta w materiale odparowuje, a różnica wagi próbki przed i po osuszaniu pozwala określić zawartość wilgoci. W takim przypadku trzeba jednak założyć, że żadne inne substancje wchodzące w skład analizowanego materiału nie odparowały oraz że odparowała cała woda zawarta w próbce. Z przyjęciem tych założeń wiąże się ograniczenie dokładności metody oraz konieczność ustalania oddzielnych procedur dla różnych materiałów.
Ponadto, metoda suszarkowa używana np. w pomiarach stopnia zawilgocenia murów jest uważana za metodę niszczącą. Na przykładzie badań zawartości wilgoci budynków staje się widoczny także inny problem związany z metodą suszarkową, dotyczący przygotowania materiału do analizy. Pobierając próbkę muru, należy liczyć się z faktem, że wzrost temperatury powstający w wyniku wiercenia spowoduje parowanie i zmianę zawartość wilgoci.
Pomiary mikrofalowe w praktycePomiary w budownictwie Fot.1. Miernik wilgotności masy betonowej Hydro Orbiter firmy Hydronix Istnieją różne rozwiązania mierników zawartości wilgoci, w tym np. urządzenia dedykowane do specyficznych pomiarów przeprowadzanych w budownictwie. Wykorzystywane one mogą być do pomiarów podczas produkcji betonu, gdzie konieczna jest kontrola zmienności zawartości wody w kruszywie. Parametr ten jest ważny, gdyż związany jest z możliwością uzyskiwania jednolitej mieszanki betonowej. Przykładowym urządzeniem pomiarowym tutaj wykorzystywanym są sondy mikrofalowe firmy Hydronix. Mierniki te stosowane są w monitorowaniu wilgotności masy betonowej w trakcie mieszania. Głowica sondy Hydronix zawiera ceramiczne czoło mające bezpośredni kontakt z masą betonową, pod którym umieszczono układ generujący pole elektromagnetyczne. Miernik wilgotności betonu monitoruje absorpcję promieniowania w mieszanej masie. Poszczególne surowce składowe betonu (cement, kruszywo, woda) mają charakterystyczne właściwości i inaczej oddziałują z polem elektromagnetycznym. Woda pochłania promieniowanie mikrofalowe w przybliżeniu kilkaset razy bardziej niż sucha masa betonowa. W związku z tym wskazania miernika odzwierciedlają zawartość wody w danej mieszance i pozwalają na bieżąco kontrolować proporcje jej składników. Innowacją wprowadzoną przez Hydronix była sonda Hydro Orbiter (fot.1). Jest to ciekawe rozwiązanie z tego względu, że sonda pełni także dodatkową rolę. Oprócz funkcji pomiarowej, Hydro Orbiter obraca się w mieszanej substancji, stanowiąc dodatkowy element mieszający. Wdrożenia mierników wilgoci w przemyśleJednym z producentów mikrofalowych mierników wilgotności jest także firma Callidan Instruments. Producent podaje dosyć ograniczone informacje na temat zasady działania swoich produktów – na oficjalnej stronie można znaleźć informację mówiącą jedynie o tym, że podobnie jak w przypadku innych mikrofalowych mierników pomiar polega na obserwacji zmian tłumienia i przesunięcia fazowego wiązki mikrofal. Tajemnicą firmy pozostaje natomiast sam algorytm obliczeniowy. Na przykładzie produktów firmy Callidan Instruments można jednak przedstawić sposób wdrożenia pomiarów zawartości wilgoci w przemysłowym procesie produkcyjnym. Jednym z powszechnie stosowanych rozwiązań tej firmy jest czujnik MA-500. Jest on polecany szczególnie do montażu wzdłuż linii produkcyjnej. Konfiguracja układu jest taka, jak w typowym czujniki wilgoci w wolnej przestrzeni. Anteny nadawcza i odbiorcza są rozmieszczone pod taśmą i nad przesuwającym się materiałem. Innym przykładem jest MA-700 – czujnik przeznaczony wyłącznie do pomiarów wilgoci materiałów transportowanych rurami. Innowacje w hucieWilgotność jest również ważnym parametrem m.in. w procesie produkcji stali. Zbyt duża zawartość wilgoci w surowcach powoduje wystąpienie niebezpiecznego zjawiska zawisania wsadu, co przekłada się na blokowanie przepływu. Wahania wilgotności wsadu utrudniają także kontrolę innych parametrów. Mierniki wilgoci produkcji Callidan Instruments zostały zainstalowane w największej hucie w Australii, OneSteel Whyalla, produkującej około 1,2mln ton stali rocznie. Czujnik MA-500 został zamontowany na taśmie przenośnikowej, a sygnał z sensora był doprowadzony do odpowiedniego układu regulacji. Zanim na jednym z etapów linii produkcyjnej zamontowano mierniki wilgoci, istniała konieczność opierania się jedynie na badaniach próbek przeprowadzanych w laboratorium. Wykorzystanie czujników MA-500 pozwoliło na wdrożenie automatycznej kontroli w czasie rzeczywistym. Pomiary wilgoci w przetwórstwie surowcówCzujniki Callidan Instruments zostały także zainstalowane w kopalni rudy żelaza Parabadoo w Australii. W kopalni tej ruda jest wydobywana i przetwarzana, a roczna produkcja jest szacowana na około 10mln ton. Czujnik MA-500 został w tym przypadku zamontowany na taśmie transportującej surowiec z części zakładu, w której ruda jest wzbogacana, do miejsca gromadzenia gotowego produktu. Dane o zawartości wilgoci z MA-500 łącznie z informacją o masie z innych czujników są wykorzystywane do obliczeń rzeczywistej wagi rudy żelaza. Analogicznie jak w przypadku huty OneSteel Whyalla, także w kopalni Parabadoo przed wprowadzeniem pomiarów zawartości wilgoci w czasie rzeczywistym praktykowano okresowe ręczne pobieranie próbek i ich analizę w laboratorium. Ten sposób oszacowania zawartości wilgoci charakteryzował się jednak małą dokładnością. W związku z tym wyznaczenie rzeczywistej produkcji surowca i innych, kluczowych wskaźników wydajności kopalni było wówczas obarczone pewnym błędem. Czujniki serii MA w obróbce rudy nikluRozwiązania Callidan Instruments znalazły także zastosowanie w procesie przetwarzania koncentratu niklowego. Mierniki wilgotności tej firmy zostały zainstalowane w zakładzie Inco w Sudbury (Kanada), który przetwarza rudę niklu z okolicznych kopalni. Ruda jest rozdrabniana, a następnie przechodzi proces wzbogacania – tzw. flotację pianową. Uzyskany w ten sposób koncentrat niklowy jest później transportowany rurociągiem do centralnego kompleksu pieców. Koncentrat jest wcześniej odwadniany i filtrowany przy wykorzystaniu zespołu filtrów złożonych z obrotowych tarcz. Celem jest uzyskanie oczyszczonego koncentratu, w którym zawartość wilgoci powinna zawierać się w ściśle określonym przedziale od 8 do 10%. Jednostka czujnika MA-600 została zainstalowana w segmencie zespołu obrotowych dysków, przed ujściem prowadzącym do pieców. Tarcze składają się z plastikowego szkieletu pokrytego filtrującą powłoką. Dolna połowa tarczy jest zanurzona w koncentracie. Kiedy tarcza obraca się, załączany jest proces zasysania próżniowego mający na celu usunięcie resztek wilgoci z koncentratu pokrywającego tę część dysku. Zanim dany segment tarczy ponownie zanurzy się w koncentracie, cały proces jest odwracany i odwodniony koncentrat zostaje wydmuchany wprost do specjalnej rynny. MA-600 dokonuje pomiaru zawartości wilgoci tuż przed punktem wydmuchu. Parametr ten jest istotny, ponieważ ma wpływ na rozmiar cząstek koncentratu oraz jest wyznacznikiem efektywności całego procesu filtrowania. Natomiast rozmiar cząstek koncentratu doprowadzanego do pieców jest ważnym parametrem w procesie spiekania. Oprócz przedstawianych przykładów mierniki wilgotności serii MA znalazły także zastosowanie w zakładach produkujących papier, cukier oraz w południowokoreańskich zakładach produkujących stal. Zainstalowany w tym przypadku czujnik MA500 kontroluje zawartość wilgoci w węglu koksowniczym przed wprowadzeniem do pieca. |
KORZYSTNE POMIARY
W porównaniu do innych metod wykorzystanie techniki w.cz. w pomiarach zawartości wilgoci ma szereg zalet. Przede wszystkim jest to pomiar nieinwazyjny, niewymagający kontaktu z badanym materiałem. Pozwala na realizację ciągłego pomiaru, ponieważ analizowane próbki nie wymagają żadnego przygotowania. Dzięki temu można na bieżąco, w oparciu o wyniki pomiarów, wprowadzać regulację wilgotności w danym procesie produkcyjnym. Nie ma też możliwości, aby w czasie trwania pomiaru analizowany materiał uległ zabrudzeniu lub zniszczeniu.
Pomiary w.cz. charakteryzuje także elastyczność pod względem rozmieszczania układu pomiarowego. Czas pomiaru jest bardzo krótki i wynosi zazwyczaj od kilku ms do 1s w zależności od zastosowanego czujnika. Na przykład dla RX-95 czas reakcji wynosi 200ms i umożliwia analizę danych w czasie rzeczywistym. Uśrednianie wyników pomiarów staje się wykonalne, nawet jeżeli badany materiał przesuwa się na taśmie z prędkością powyżej 1m/s. Uśrednianie w czasie pozwala wyeliminować pojawiające się krótkoterminowe fluktuacje.
PRZENIKLIWE MIKROFALE
Bardzo ważną zaletą pomiarów mikrofalowych jest możliwość określenia zawartość wilgoci w całej objętości badanej próbki, w przeciwieństwie do innych metod, w których często mierzona jest tylko wilgotność materiału przy powierzchni. Konkurencję dla mikrofalowych mierników wilgoci stanowią np. metody spektrometryczne bliskiej podczerwieni (Near Infrared – NIR). Istotą metody jest badanie tłumienia promieniowania przez wodę zawartą w badanej próbce.
Jednak technika NIR należy właśnie do grupy metod pozwalających określić jedynie powierzchniową zawartość wilgoci. W metodzie wykorzystującej mikrofale wiązka promieniowania przenika przez całą objętość badanej próbki, dzięki czemu pomiar nie zależy od rozkładu wody i zapewnia dużą dokładność pomiaru. Jest to istotna cecha np. w przypadku monitorowania procesu suszenia, gdzie często występuje gradient wilgoci w objętości próbki. Tymczasem metody spektrometryczne są najbardziej odpowiednie do zastosowania tam, gdzie powierzchniowa zawartość wilgoci jest zbliżona do średniej zawartości w całej próbce.
Co więcej, nawet nieznaczne zmiany koloru analizowanego materiału wpływają na dokładność pomiaru metodą NIR, podczas gdy w metodzie mikrofalowej kolor próbki jest całkowicie bez znaczenia. Wadą metody NIR jest też wrażliwość na pył i zmiany oświetlenia, podczas gdy czujniki mikrofalowe są niewrażliwe na warunki środowiskowe.
TRUDNE PYTANIA
Kontrowersje, które najczęściej pojawiają się w momencie wdrażania jakichkolwiek rozwiązań opartych o pracę z częstotliwościami mikrofalowymi, dotyczą wpływu na zdrowie człowieka. Ponieważ jednak moc sygnałów wykorzystywanych w mikrofalowych pomiarach wilgoci jest zazwyczaj niewielka, nie ma zagrożenia dla personelu przeprowadzającego badania. W związku z tym mikrofalowe mierniki wilgoci nie podlegają żadnym uregulowaniom określającym dopuszczalny poziom mocy. Jest to zaletą, ponieważ z instalacją mierników tego typu nie wiąże się konieczność spełnienia wymagań żadnych norm.
W związku z powszechnym kojarzeniem techniki w.cz. głównie z mikrofalówkami często pada też pytanie o to, czy efekt potraktowania badanej próbki promieniowaniem o tej częstotliwości nie spowoduje wystąpienia takiego samego efektu. Odpowiedź na to pytanie jest zawarta w różnicy poziomów mocy stosowanych w miernikach wilgotności w stosunku do tych, wykorzystywanych w kuchenkach (moce rzędu kilkuset watów). Ze względu na mały poziom mocy źródeł stosowanych w miernikach monitorowane substancje nie są podgrzewane.
Jako przykład poziomów mocy standardowo wykorzystywanych w higrometrach tego typu można podać parametry rozwiązania proponowanego przez firmę Resonance Technology. Producent deklaruje, że w mikrofalowym zestawie do pomiaru wilgotności materiałów sypkich RX-95 moc mikrofal zawiera się w zakresie od 2 do 10mW.
PODSUMOWANIE
Przedstawione w artykule, a w szczególności w ramce przykłady pokazują w jak dużym stopniu pomiary zawartości wilgoci wdrażane są w różnych dziedzinach przemysłu. Sądzić można, że zapotrzebowanie na mierniki mikrofalowe będzie rosło, czego powodem jest zarówno specyfika nowoczesnych procesów produkcyjnych, jak i zalety metod mikrofalowych w stosunku do innych wykorzystywanych technik pomiaru wilgotności.
Monika Jaworowska








