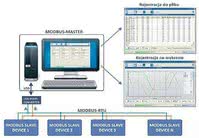
Rys. 1. Oprogramowanie SIMSCAD
WObit przygotował nowe oprogramowanie SIMSCAD, umożliwiające rejestrowanie danych pomiarowych z szesnastu dowolnych urządzeń wyposażonych w interfejs RS-485 Modbus-RTU. Program działa jako urządzenie Modbus-Master i komunikuje się z urządzeniami slave za pomocą konwertera USB-RS485.
Niewątpliwą zaletą programu jest jego przejrzystość i przyjazność dla użytkownika. SIMSCAD w wersji standardowej umożliwia odczyt do szesnastu rejestrów przechowywujących zmienne typu: INT, DINT, WORD, DWORD lub REAL.
Dla każdego odczytywanego rejestru możliwe jest ustawienie indywidualnych parametrów komunikacji, takich jak adres urządzenia slave, numer rejestru urządzenia, timeout, typ odczytywanej zmiennej. Odczytywane wartości są wyświetlane w oknie programu. Mogą być także rejestrowane do pliku oraz prezentowane na wykresie.
KONTROLA NAWAŻANIA - PRZYKŁAD APLIKACJI

Rys. 2. Czujnik tensometryczny KMB52
Omawiany rodzaj oprogramowania jest bardzo użyteczny w aplikacjach, w których istnieje potrzeba rejestracji danych z wielu punktów pomiarowych. Przykładem może być kontrola naważania w przetwórstwie rybnym. W oparciu o oprogramowanie SIMSCAD oraz czujniki siły i urządzenia z nimi współpracujące można wykonać kompletny system pomiarowy.
Do pomiarów siły wydajnym rozwiązaniem jest czujnik tensometryczny KMB52, charakteryzujący się dobrymi parametrami w atrakcyjnej cenie. Urządzenie ma zakres pomiarowy od 0,5 kN do 10 kN, opcjonalnie może być wyposażone w interfejs USB/RS232. Czujnik KMB52 jest wykonany ze stali i ma wysoki stopień ochrony IP66, niezbędny do zastosowań w branży spożywczej.
Przedstawiony powyżej tensometr można zamontować u podstawy zbiornika, do którego wrzucane są ryby na początku procesu produkcyjnego, jeszcze przed poddaniem ich jakiejkolwiek obróbce. W celu miejscowej prezentacji wyników pomiarów do konstruowanego układu można zaimplementować wskaźnik dla czujników siły MD150T.
Pozwala on na dokonywanie pomiarów z rozdzielczością dochodzącą do 0,001% zakresu pomiarowego. Uzyskany wynik może być przeskalowany na dowolną jednostkę siły bądź masy. MD150T umożliwia również rejestrację wartości maksymalnej. Ze względu na wymagania aplikacji wskaźnik należy umieścić w obudowie o odpowiednim stopniu ochrony i odporności na zanieczyszczenia.

Rys. 3. Wskaźnik dla czujników siły MD150T
MD150T wyposażony jest w złącze USB współpracujące z aplikacją MD150T-PC, która służy do akwizycji pomiarów do pliku lub na wykresie, a także w interfejs RS-485 Modbus-RTU do komunikacji z urządzeniami przemysłowymi takimi jak panele HMI czy sterowniki PLC. Dodatkowo urządzenie ma dwa wyjścia przekaźnikowe oraz wejście tarujące.
Wbudowane tryby pracy pozwalają zastosować urządzenie np. w aplikacjach dozujących z pominięciem dodatkowych kontrolerów sterujących. Dzięki temu, gdy w zbiorniku znajdzie się określona ilość ryb, MD150T automatycznie zwolni jego spust, umożliwiając ich przeniesienie na taśmę produkcyjną w celu dalszej obróbki.
Po poddaniu ryb patroszeniu są one sortowane w zależności od przeznaczenia, na przykład do jednego pojemnika będą odkładane ryby na filety, natomiast w osobnym znajdą się ryby przeznaczone do produkcji pasty rybnej. Obydwa pojemniki, podobnie jak zbiornik początkowy, można wyposażyć w czujniki siły wraz z MD150T, aby na bieżąco kontrolować ilość i ciężar przetwarzanych ryb.
POMIARY WIELOPUNKTOWE I WIZUALIZACJA

Rys. 4. Wzmacniacz WDT1 do współpracy z mostkowymi czujnikami tensometrycznymi
Jeżeli w systemie pomiarowym planujemy wiele punktów pomiaru i będzie on rozproszony, warto zastosować wzmacniacz intensyfikujący sygnał pomiarowy. Firma WObit przygotowała wzmacniacz WDT1, który jest przeznaczony do współpracy z mostkowymi czujnikami tensometrycznymi (bez wbudowanej elektroniki).
WDT1 umożliwia przetwarzanie sygnałów z czujnika na sygnał napięciowy w standardzie przemysłowym 0..10 V, proporcjonalny do mierzonej siły. Urządzenie jest wyposażone w filtr medianowy, skutecznie niwelujący zakłócenia zewnętrzne a także w interfejs komunikacyjny RS-485, dzięki czemu może się komunikować z urządzeniami zewnętrznymi jak np. sterowniki PLC pracujące w standardzie Modbus-RTU.
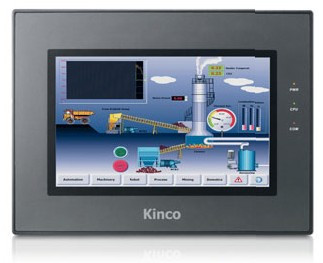
Przy zastosowaniu wzmacniacza WDT1 do prezentacji wyników oraz kontroli procesów produkcyjnych można wykorzystać panel HMI. Funkcjonalnym modelem do takiej aplikacji jest na przykład 10,1-calowy panel MT4512TE o rozdzielczości 800×480 pikseli. Matryca tego panelu ma 65536 kolorów i pokryta jest powłoką antyrefleksyjną umożliwiającą odczytywanie obrazu pod różnymi kątami, a obudowa wykonana jest z czarnego tworzywa ABS.
Dużą uniwersalność zastosowań zapewnia komunikacja po protokołach Ethernet oraz Modbus. Panel dotykowy umożliwia wyświetlanie własnych obrazów w formacie JPEG, GIF oraz BMP, przez co obsługa staje się jeszcze bardziej przyjazna dla użytkownika. Do programowania paneli HMI firmy Kinco służy darmowe oprogramowanie HMIware, które pozwala m.in. na obsługę makr w języku C.
Rys. 5. Panel operatorski Kinco MT4512TE
Można pobrać je ze strony www.kinco.com.pl lub www.kinco.cn. Ze względu na trudne środowisko pracy, jakim jest przemysł spożywczy, specjaliści zalecają zastosowanie panelu w wykonaniu ze stali kwasoodpornej, dostępne dla ilości projektowych. Dane pomiarowe z każdego punktu są wysyłane magistralą RS-485 Modbus-RTU do komputera PC poprzez konwerter RS-485-USB.
Odczytywane za pomocą SIMSCAD dane są wyświetlane w oknie programu - tak więc operator ma podgląd, co się dzieje z poszczególnymi urządzeniami. Ponadto dane te mogą być rejestrowane do pliku i/lub na wykresie co pozwala np. sporządzać raporty, tworzyć historie parametrów pracy jakiegoś urządzenia itp.
Dzięki temu można dokładnie określić, jaka część ryb jest odrzucana, ile ryb jest przeznaczanych na filety, a ile jest przetwarzanych na pastę rybną. Pozwala to producentom na precyzyjną kontrolę przetwarzanych surowców oraz jakości produktów końcowych.
PODSUMOWANIE
Przedstawiony powyżej system pomiarowy oparty o oprogramowanie SIMSCAD, czujniki tensometryczne oraz współpracujące z nimi urządzenia pomiarowe dzięki swojej uniwersalności może zostać zaimplementowany również w innych aplikacjach wymagających rejestracji wielu danych pomiarowych bądź naważania i dozowania różnorodnych surowców. Szczegółowe informacje można uzyskać, kontaktując się ze specjalistami firmy WObit.
P.P.H. WObit E. K. J. Ober s.c.
www.wobit.com.pl











