Lasery są źródłem promieniowania elektromagnetycznego o specyficznych właściwościach. Dzięki jego wyjątkowości znalazły zastosowanie w niemal wszystkich dziedzinach ludzkiej działalności, na przykład medycynie, badaniach naukowych, informatyce, rozrywce. Mają też wiele aplikacji w przemyśle. W artykule przedstawiamy lasery i ich zastosowanie - przegląd aplikacji i szerzej zastosowania wybrane.
Promieniowanie laserowe ma kilka szczególnych właściwości. Przede wszystkim ma postać wiązki. To oznacza, że rozchodzi się w określonym kierunku z ograniczoną rozbieżnością, wiązkę laserową charakteryzuje bowiem wysoki stopień spójności przestrzennej. Dzięki temu może propagować bez rozpraszania się w kierunkach poprzecznych do kierunku rozchodzenia się i być skupiana w małym punkcie. Stąd wynika duża ogniskowalność wiązek laserowych. Charakteryzuje je poza tym wysoki stopień koherencji czasowej. Oznacza to, że spójność przestrzenna jest zachowana nawet w długich odstępach czasu, które odpowiadają dużym odległościom propagacji, liczonym w kilometrach, albo dużej liczbie cykli oscylacji.
Właściwości i zastosowania laserów
Cechy światła laserowego
Światło laserowe jest monochromatyczne – przykładowo lasery czerwone emitują promieniowanie o długości fali 632,800 – 632,802 nanometrów. Dla porównania w przypadku LED-ów zakres ten wynosi typowo kilkadziesiąt nanometrów. Promieniowanie laserowe jest liniowo spolaryzowane. Ponadto może być generowane w postaci impulsów o dużej mocy szczytowej, powyżej nawet 1 TW.
Dla porównania żarówki emitują promieniowanie widzialne i w zakresie podczerwieni. Ich światło ma kolor żółtawy, stanowiący mieszankę światła zielonego, żółtego, czerwonego i niebieskiego, o długość fali od 400 do 800 nanometrów. Z powodu ograniczonej spójności przestrzennej nie może być silnie skupiane ani nie może być generowane w formie impulsów.
Warto dodać, że generalnie lasery cechuje długa żywotność, liczona nawet w dziesiątkach tysięcy godzin roboczych. Trzeba jednak również pamiętać, że promień lasera może uszkodzić wzrok i skórę, dlatego ich obsługa wymaga przestrzegania procedur bezpieczeństwa.
Właściwości predestynują lasery do wielu zastosowań. W niektórych ważne jest skupienie wiązki, w innych moc impulsów, w niektórych obie cechy razem, w jeszcze innych monochromatyczność promieniowania z tego źródła albo jego kierunkowość. Stąd wynika różnorodność ich aplikacji w przemyśle, od tych w których modyfikują strukturę materiałów, po nieinwazyjne. Do pierwszych zaliczana jest obróbka materiałów.
Zalety i mechanizmy obróbki laserem
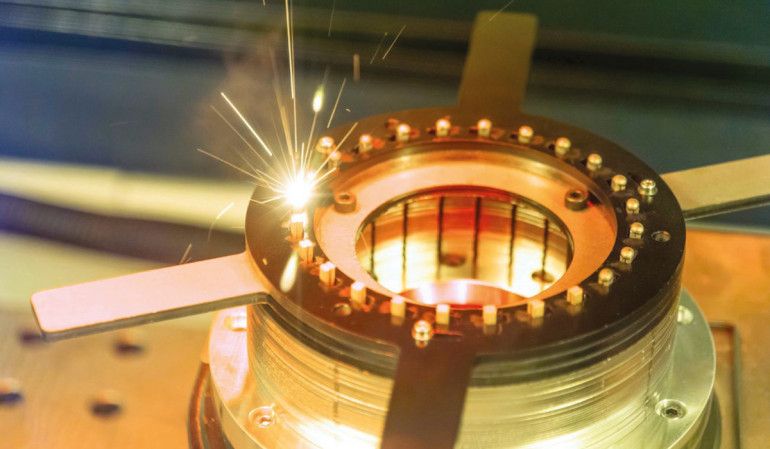
Lasery to narzędzia wszechstronne – są używane w wierceniu, cięciu, obróbce cieplnej (hartowaniu, wyżarzaniu) oraz spawaniu, również w przypadku materiałów, które są trudne w obróbce metodami mechanicznymi (kompozyty, ceramika). W tym zastosowaniu wykorzystuje się lasery dużej mocy. Poza nimi typowe urządzenie obróbcze składa się z: układu prowadzenia wiązki, światłowodem albo za pośrednictwem zestawu luster oraz soczewek, i jednostki regulującej jej parametry i nią manipulującej. Ponadto zwykle wymagany jest przedmuch gazem pod ciśnieniem, usuwający cząstki stałe, które mogą uszkodzić układ optyczny oraz plazmę powstającą pod wpływem działania lasera, zmniejszającą jego zdolność penetracji.
Popularność laserów w obróbce materiałów wynika z ich licznych zalet w tym zastosowaniu. Są to: bezkontaktowość, dzięki której nie trzeba wymieniać ani ostrzyć narzędzi, a na przedmiot nie działa żadna siła, co zapobiega jego zniekształceniom, szybkie i punktowe nagrzewanie nie dopuszczające do rozprzestrzeniania się ciepła w głąb materiału, łatwość automatyzacji i, dzięki światłowodom, możliwość kierowania wiązki w trudno dostępne miejsca albo podążania ścieżką o złożonym kształcie oraz duża szybkość, zwiększająca wydajność obróbki.
W miarę zwiększania mocy lasera zmienia się charakter jego działania na materiał, co wykorzystuje się w różnych procesach obróbki. Początkowo nagrzewa się on (hartowanie, gięcie). Dalszy wzrost mocy, a przez to temperatury, powoduje topnienie (spawanie) i odparowanie (czyszczenie, wiercenie, cięcie), aż w końcu jonizację cząstek gazu i powstanie plazmy. Parametry procesu (rodzaj lasera, moc, czas i częstość impulsów) zależą od właściwości materiału, przede wszystkim optycznych i cieplnych (współczynnika odbicia i absorpcji promieniowania laserowego o określonej długości fali oraz jego przewodności termicznej).
Hartowanie laserowe
W hartowaniu laserowym powierzchnię obrabianego przedmiotu nagrzewa się do temperatury tuż poniżej temperatury topnienia – przykładowo w przypadku materiałów na bazie węgla wynosi ona około +900÷+1400°C. Typowo tego typu powierzchnie jak stal i żeliwo absorbują w przybliżeniu 40% mocy promieniowania laserowego. W efekcie wysoka temperatura powoduje przegrupowanie atomów węgla w sieci krystalicznej. Tymczasem wiązka lasera się przemieszcza, by równomiernie nagrzać całą powierzchnię przedmiotu. W miejscu, z którego się przesuwa dalej następuje szybkie schłodzenie w procesie zwanym samohartowaniem, w którym sieć krystaliczna nie mogąc wrócić do pierwotnej postaci, formuje strukturę charakteryzującą się bardzo dużą twardością (martenzyt). Głębokość utwardzenia wynosi przeważnie od ułamka do 1 milimetra, choć w przypadku pewnych materiałów może wynosić kilka milimetrów.
Spawanie laserowe
Do połączenia materiałów przez naświetlanie laserem wymagane jest ich podgrzanie w wyniku absorpcji promieniowania. W uproszczeniu, kiedy strumień fotonów promieniowania uderza w powierzchnię materiału, częściowo albo w całości przenikają one w głąb, w efekcie czego ich energia jest absorbowana przez sieć krystaliczną. To powoduje jej drgania, wywołujące falę cieplną rozchodzącą się dalej. Powtarzające się uderzenia strumieni fotonów potęgują ten efekt. To w konsekwencji prowadzi do osłabienia wiązań w sieci krystalicznej i stopienia materiału. Warto dodać, że początkowo promieniowanie laserowe w większym stopniu jest odbijane niż absorbowane, ale wraz ze wzrostem temperatury powierzchni stopień wchłaniania rośnie. To wywołuje jej silniejsze nagrzewanie się, które jeszcze zwiększa absorpcję. Lawinowy postęp tego procesu stapia materiał.
Czyszczenie laserem
W czyszczeniu powierzchni laserem wykorzystywane jest zjawisko ablacji, czyli odparowania, w tym przypadku zanieczyszczeń, do stanu gazowego z pominięciem stanu ciekłego. Dzięki wielu korzyściom technika ta zyskuje popularność kosztem innych metod usuwania na przykład rdzy, farby, tlenków. W porównaniu z nią na przykład mechaniczne czyszczenie z rdzy jest bardziej pracochłonne oraz czasochłonne. Usuwanie tlenków zwykle wymaga użycia niebezpiecznych, specyficznych dla typu tych związków, chemikaliów, a czyszczenie z farby przez piaskowanie może uszkodzić powierzchnię pod nią. Metoda laserowa jest tymczasem tańsza, szybsza, jak i bardziej ekologiczna (brak odpadów chemicznych, materiałów eksploatacyjnych).
W tym zastosowaniu wykorzystuje się lasery impulsowe lub o działaniu ciągłym. Pierwsze usuwają zabrudzenia szybciej i, dzięki krótszemu oddziaływaniu na powierzchnię, mniej ją nagrzewają. Ich moc dobiera się tak, by został przekroczony próg energii ablacji niepożądanej warstwy wierzchniej. Wielkość ta jest charakterystyczna dla danego materiału zatem czyszczenie laserem jest selektywne – dzięki znacznym różnicom jej wartości pomiędzy materiałami możliwe jest odparowanie jednego, bez naruszania innych. Na przykład próg energii ablacji rdzy, farb, olejów jest znacznie niższy, niż metali. To pozwala na usunięcie tego typu zabrudzeń bez ryzyka uszkodzenia materiału bazowego.
Mechanizmy znakowania laserowego
W czasie grawerowania moc wiązki laserowej jest na tyle duża, że wgłębienia powstają na skutek nadtopienia materiału, jak i jego częściowego odparowania. Stopiony materiał na krawędziach symboli jest wypychany przez ciśnienie tego odparowującego, krzepnąc na obrzeżach znaków w miarę ochładzania. W zasadzie wszystkie materiały można grawerować, pod warunkiem, że zostanie użyty właściwy typ lasera. Stosowana jest też technika głębokiego znakowania, która polega na wielokrotnym grawerowaniu usuwającym kolejne warstwy materiału.
W znakowaniu laserowym tworzyw sztucznych popularne jest ich lokalne podgrzewanie do temperatury topnienia. Powoduje to powstanie piany, która po zastygnięciu jest jaśniejsza lub ciemniejsza od otoczenia. Kontrast mogą zwiększyć specjalne dodatki.
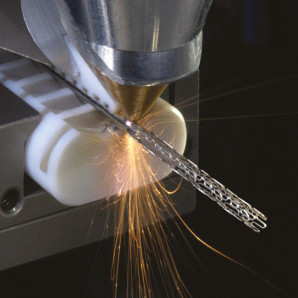
Techniki wiercenia laserem
Wiercenie laserem pozwala na wykonywanie otworów bardzo małych, jak i stosunkowo dużych, w różnych materiałach. W czasie wiercenia laserem krótki impuls promieniowania o dużej mocy nakierowany na przedmiot obróbki powoduje w miejscu padania jego punktowe stopienie i odparowanie. Im większa jest moc impulsu, tym więcej materiału się topi i paruje. Zmiana stanu skupienia powoduje gwałtowny wzrost jego objętości w powstającej szczelinie, a towarzyszące temu wysokie ciśnienie wyrzuca go z niej.
Wyróżnia się kilka wersji podstawowej techniki wiercenia laserem:
W najprostszej do wykonania otworu wystarczy pojedynczy impuls laserowy o dużej mocy. Ta metoda pozwala wywiercić dużą liczbę wgłębień w krótkim czasie.
Można je też wykonywać za pomocą wielu krótkotrwałych, szybko następujących po sobie, impulsów laserowych małej mocy. Ta technika zapewnia głębsze, precyzyjniej wykonane otwory, niż wiercenie jednym impulsem, jak również umożliwia wykonywanie wgłębień o mniejszych średnicach.
Popularna jest także metoda łącząca oba podejścia. W tym przypadku najpierw pojedynczy impuls laserowy dużej mocy wykonuje wstępne wgłębienie. Następnie jest ono powiększane przez serię impulsów o mniejszej mocy, które laser emituje, poruszając się po obrabianym przedmiocie po coraz większych okręgach. Większość stopionego materiału jest wyrzucana w dół przez otwór. Odmianą tej techniki jest wiercenie bez wstępnego wgłębienia. W zamian laser okrąża miejsce docelowego otworu. Ruch spiralny stopniowo pogłębia otwór, czemu towarzyszy wyrzucanie usuwanego materiału w górę. Gdy przedmiot obróbki zostanie przebity na wylot zwykle laser wykonuje jeszcze kilka obrotów, by powiększyć otwór i wygładzić jego krawędzie. Tą metodą można wiercić duże i głębokie otwory, o dobrej jakości wykończenia.
Cięcie laserowe
W zakresie cięcia przy użyciu laserów też opracowano kilka metod – niektóre mniej energochłonne, niż inne. Przykład pierwszych to technika, w której seria gęsto powtarzanych impulsów małej mocy odparowuje na powierzchni rowek albo rząd otworów, które pogarszają w tym miejscu integralność strukturalną. To umożliwia przełamanie poprzez przyłożenie siły. Jest to popularna metoda w cięciu płytek krzemowych w przemyśle elektronicznym.
Do tej kategorii należy też technika, w której wiązka promieniowania laserowego nagrzewa niewielki obszar powierzchni. To prowadzi do rozszerzenia się materiału w tym miejscu i, ze względu na występujący tam gradient temperatury, do powstania naprężeń i w końcu pęknięcia. Przy utrzymaniu różnicy temperatur przez nagrzewanie laserem będzie się ono dalej rozchodziło w zadanym kierunku. Technika ta sprawdza się w przypadku materiałów kruchych, podatnych na uszkodzenia termiczne, jak szkło.
Do drugiej grupy zaliczana jest metoda, w której tlen pod dużym ciśnieniem jest wdmuchiwany w szczelinę, którą wcześniej wytopił laser. Jako silnie reaktywny, gaz ten powoduje natychmiastowe spalanie stopionego materiału. Dodatkowe źródło ciepła wspomaga proces cięcia, dzięki czemu tę technikę wyróżnia szybkość oraz możliwość obróbki grubych blach. Cięcia są jednak szerokie, o chropowatych krawędziach, a strefa oddziaływania ciepła spora. Jakość obróbki jest więc niska.
Jeśli wymagana jest precyzja wykończenia lepsza jest metoda, w której stopiony laserem materiał jest wydmuchiwany ze szczeliny strumieniem gazu pod ciśnieniem. Ponieważ jest to zwykle azot, argon albo hel, który nie reaguje z usuwanym materiałem, krawędzie nie są uszkadzane. W precyzyjnym cięciu laserowym zalecana jest również metoda, w której laser odparowuje materiał bez jego stapiania. Wymaga to jednak bardzo dużej mocy.
Lasery w druku 3D
Lasery są używane nie tylko w obróbce ubytkowej, ale także w stale zyskującym na popularności wytwarzaniu addytywnym (druku 3D). W tym zastosowaniu są wykorzystywane m.in. w technice stereolitografii i metodzie SLS (Selective Laser Sintering).
Stereolitografia to najstarsza z technik wytwarzania przyrostowego. Bazuje ona na zjawisku fotopolimeryzacji, czyli reakcji polimeryzacji inicjowanej promieniowaniem świetlnym albo ultrafioletowym. W wyniku tego zjawiska płynne żywice fotopolimerowe ulegają utwardzeniu.
Proces drukowania metodą stereolitografii przebiega następująco: początkowo platforma, na której budowany będzie obiekt, znajduje się przy górnej krawędzi zbiornika wypełnionego płynną żywicą. W pierwszym kroku za pomocą lasera utwardzany jest obrys warstwy. Następnie wypełnia się go żywicą, utwardza się ją, a na koniec platformę przesuwa się w dół o odległość równą grubości kolejnej warstwy. Etap ten jest powtarzany wielokrotnie, do ukończenia przedmiotu.
W laserowym drukowaniu 3D przy użyciu metody SLS wydruk przestrzenny powstaje przez spiekanie sproszkowanego tworzywa sztucznego za pomocą lasera. Wcześniej pojemnik z tym materiałem jest podgrzewany do temperatury poniżej punktu jego topienia, co ma wspomóc spiekanie. W pierwszym kroku na platformie nośnej rozprowadzona zostaje warstwa proszku, a laser topi ją zgodnie z konturem budowanej części. Następnie platforma przesuwa się w dół i proces powtarza się od początku, do uformowania ostatniej warstwy. W niektórych modelach tego typu drukarek 3D pracuje jednocześnie kilka laserów, co zwiększa wydajność drukowania. Gotowy przedmiot jest wyjmowany z niespieczonego proszku.
Technika SLS sprawdza się w wytwarzaniu modeli o złożonych geometriach. Ponadto niespieczony proszek może być wielokrotnie używany do kolejnych wydruków, o ile jego jakość nie uległa w poprzednich cyklach zbytniemu pogorszeniu. Zapobiega temu drukowanie w atmosferze gazu obojętnego.
Pomiary laserem
Lasery odgrywają też ważną rolę w pomiarach. Najczęściej sensory, w których są źródłem sygnału pomiarowego mierzą odległość pomiędzy przedmiotem inspekcji, a odbiornikiem światła. Ta w zależności od interpretacji charakteryzuje różne wielkości. Przykładami są laserowe sensory poziomu, przesunięcia i wymiarów geometrycznych - grubości, szerokości, długości.
Ponadto skanery laserowe 3D, na podstawie pomiaru odległości, generują chmury punktów, które pozwalają na stworzenie cyfrowego trójwymiarowego modelu obiektu skanowania albo otoczenia. W tego typu przyrządach pomiarowych laser jest elementem głowicy. Ta, obracając się, umożliwia omiatanie nakierowaną przez układ optyczny wiązką lasera emitującego promieniowanie w zakresie podczerwieni, przedmiotu lub obszaru. Po odbiciu od przeszkód, na które natrafiła na swojej drodze, wiązka wraca do odbiornika w skanerze. Dystans, jaki dzieli go od obiektu jest wyznaczany na postawie pomiaru czas przelotu impulsu laserowego. Skanery laserowe są przykładowo wykorzystywane w autonomicznych robotach mobilnych. Pozyskiwane przez nie informacje o otoczeniu są w tych urządzeniach używane do mapowania terenu, nawigacji, detekcji obiektów.