
Z przekładni korzysta się z wielu powodów. Takimi są wymogi: dostosowania prędkości obrotowej napędu do maszyny roboczej, zmiany kierunku jej obrotów, uzyskania większego momentu niż jest w stanie wytworzyć silnik. Są również niezbędne w razie, gdy istnieje konieczność przeniesienia napędu na odległość, jeżeli silnik jest oddalony od napędzanej maszyny. Przekładnie zapewniają oprócz tego elastyczność w zakresie ich wzajemnego ustawienia, co pozwala na realizację bardziej kompaktowych konstrukcji. Dzięki nim można też wykorzystać jeden napęd do kilku maszyn albo tańszy silnik o ograniczonym zakresie prędkości.
Przekładnie dzieli się na trzy grupy: cierne, cięgnowe i zębate. W pierwszych ruchome elementy są dociskane do siebie, a tarcie pomiędzy nimi zapewnia przeniesienie napędu. Do tej kategorii zalicza się przekładnie bezstopniowe (wariatory). Zalety przekładni ciernych to: prostota konstrukcji, cicha praca i odporność na przeciążenia, natomiast wady: mała sprawność, nagrzewanie się, zużywanie się materiału ciernego, ograniczona prędkość i możliwość niekontrolowanego poślizgu.
W przekładaniach drugiego typu element napędzający z tym napędzanym, chociaż się nie stykają, są połączone za pośrednictwem giętkiego nierozciągliwego cięgna, które je opasuje. Główną ich zaletą jest to, że napęd może być przenoszony na znaczne odległości. Do tej kategorii zaliczane są przekładnie, w których cięgnem są: pasy, liny, łańcuchy.
Czym jest przełożenie?Podstawowym parametrem przekładni zębatych jest przełożenie, geometryczne, kinematyczne i dynamiczne. Jest to parametr bezwymiarowy. Przełożenie oblicza się według następujących wzorów:
|
Przekładnie pasowe
Przekładnie pasowe wyróżnia prosta, tania konstrukcja i łatwość obsługi. Pracują płynnie i cicho. Ich koła pasowe można odsunąć na duże odległości, nawet kilkunastu metrów. Tłumią drgania i uderzenia. Są wytrzymałe na chwilowe przeciążenia, którym towarzyszy poślizg zabezpieczający przed uszkodzeniem przekładnie i silnik. Można zmienić kierunek ich obrotów, przekazywać ruch na wiele kół, uzyskiwać zmienne przełożenie (stopniowane i płynne). Pracują z prędkościami do kilkudziesięciu m/s i przenoszą duże moce. Z drugiej strony zajmują dużo miejsca i wymagają napinaczy, ponieważ pasy podczas użytkowania ulegają trwałemu odkształceniu rozciągając się. Ich wadą jest również brak stałości przełożenia. Na ich działanie negatywnie wpływają brud, smary, chemikalia, temperatura.
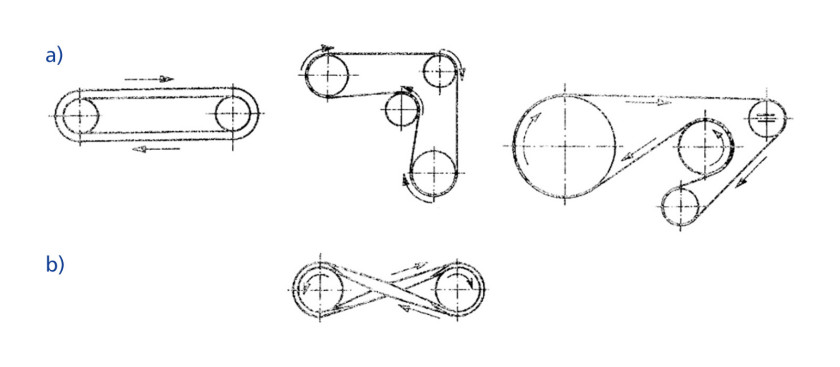
W przekładniach tego typu korzysta się z pasów różnych kształtów. Najpopularniejsze są: płaskie, klinowe, okrągłe, zębate. W komplecie z danym rodzajem pasa używa się odpowiednich kół. Pasy płaskie (zwykle gumowe, z tkaniny, tworzywa sztucznego) wymagają kół o gładkiej powierzchni. Ze względu na sposób prowadzenia pasa płaskiego przekładnie dzieli się na: otwarte, częściowo i w pełni skrzyżowane. Końce tego rodzaju pasów łączy się przez zszycie albo przy użyciu metalowej wstawki. Pasy płaskie sprawdzają się w pracy z dużymi prędkościami.
Pasy klinowe – jakie są oznaki awarii?Pasy klinowe to jedne z popularniejszych komponentów układów przenoszenia napędu. Dzięki trapezowemu przekrojowi poprzecznemu dobrze dopasowują się do rowków kół pasowych, a silne tarcie między powierzchniami pasa i kół umożliwia przekazywanie dużych momentów obrotowych przy minimalnym ryzyku poślizgu. Ważną ich zaletą są również małe wymagania w zakresie konserwacji – niektórzy producenci oferują nawet paski klinowe reklamowane jako bezobsługowe. Nie oznacza to jednak, że nie powinno się reagować na symptomy, które świadczą o ich zbliżającej się awarii. Dalej przedstawiamy pięć najczęstszych objawów. 
|
Pasy klinowe mają trapezowy przekrój poprzeczny. Odpowiada mu kształt rowka na kole. Tego typu przekładnie pracują jako otwarte, w ustawieniu poziomym, pionowym, skośnym. Sprawdzają się przy znacznych obciążeniach. Pasy klinowe wyróżnia duża wytrzymałość, giętkość i przyczepność. Mniej się rozciągają. Składają się z warstw: nośnej, z tkaniny lub poliamidu i gumowej osłony. Zazwyczaj korzysta się z kilku pasów klinowych prowadzonych równoległe po wielorowkowych kołach.
Średnice pasów okrągłych nie przekraczają centymetra. Odpowiadające im koła pasowe mają rowki półokrągłe lub o przekroju trapezowym. Przekładnie z pasami tego typu są kompaktowe. Przenoszą małe moce. Przekładnie z pasem zębatym natomiast nie wymagają wstępnego napięcia. Jedno z ich kół może być gładkie. Przekładnie tego typu są wytrzymałe i trwałe.
Przekładnie łańcuchowe i linowe
W przekładniach, w których cięgnem jest łańcuch wykorzystuje się specjalnie ukształtowane koło z gniazdami, o które zazębiają się dopasowane do nich ogniwa. Dzięki temu nie występuje poślizg łańcucha. Taka konstrukcja łagodzi szarpnięcia i nie jest wymagane mocne napinanie cięgna. Główne wady przekładni tego rodzaju to natomiast: głośna praca, konieczność smarowania, wymóg regulacji naciągu oraz ryzyko zerwania łańcucha w przypadku gwałtownego przeciążenia. Z drugiej strony, tak jak przekładnie pasowe, te łańcuchowe pozwalają na przenoszenie napędu na znaczne odległości.
Przekładnie linowe także sprawdzają się w tym zastosowaniu – są w stanie przekazywać napęd na dystansie nawet do kilkunastu metrów. Oprócz tego są wybierane przy dużych obciążeniach i małej prędkości. Ich wyróżnikiem jest natomiast cicha praca. Oba typy przekładni, łańcuchowe i linowe, są popularne poza przemysłem, odpowiednio, w napędach rowerów i kolejek górskich.
Przekładnie zębate - klasyfikacja
Tytułowe przekładnie tworzą koła – zębatki, które przenoszą ruch dzięki temu, że ich zęby o siebie zahaczają. Przekładnie te zazwyczaj pracują jako reduktory. Wówczas prędkość wału napędzanego jest mniejsza, a moment obrotowy większy niż wału napędowego. Mogą również pełnić funkcję multiplikatora. Wtedy odwrotnie – prędkość wału napędzanego jest większa, a moment obrotowy mniejszy niż wału napędzającego.
Przekładnie zębate dzieli się ze względu na kilka cech. Takim jest miejsce zazębienia: wewnętrzne albo zewnętrzne. Na podstawie liczby zębatek wyróżnia się przekładnie jedno- i wielostopniowe. W pierwszym przypadku współpracuje jedna para, natomiast w drugim ich większa liczba. Przekładnie wielostopniowe powalają na uzyskanie większych przełożeń, przy równoczesnym zachowaniu kompaktowych rozmiarów.
Kryteria klasyfikacji dotyczą również osi, wzdłuż których przekazywany i odbierany jest ruch. Przekładnie dzieli się w zależności od możliwości przemieszczania się osi względem korpusu i ich wzajemne położenie. Oprócz tego różnią się kształtami zębatek oraz linii zębów.
Co wyróżnia przekładnie walcowe?
Ze względu na pierwszą z cech wyróżnia się przekładnie o osiach nieruchomych albo ruchomych (przekładnie obiegowe, planetarne). W drugich co najmniej jedna z osi przemieszcza się względem korpusu, wykonując ruch okrężny względem osi centralnej. Przekładnie o osiach nieruchomych są niedrogie w produkcji i użytkowaniu, ale stosunkowo duże i ciężkie. Oprócz tego uzyskanie dużych przełożeń wymaga wielu zazębień. W ich przypadku występują również luzy międzyzębowe. Zalety przekładni obiegowych to z kolei głównie: możliwość przenoszenia dużych mocy oraz uzyskiwania dużych przełożeń przy zachowaniu kompaktowości. Mają jednak duże wymagania w zakresie precyzji wykonania, co zwiększa koszt.
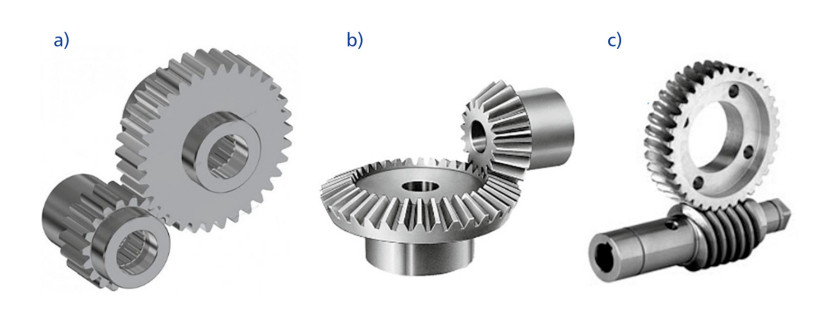
Na podstawie kształtu kół przekładnie o osiach nieruchomych dzieli się na: walcowe, stożkowe oraz ślimakowe, o kształcie linii zębów: prostym, śrubowym, daszkowym oraz łukowym. Ze względu na ustawienie osi względem siebie wyróżnia się przekładnie: równoległe, kątowe i wichrowate.
Do grupy przekładni, w których osie zębatek są równoległe, zaliczane są m.in. te walcowe o zębach prostych, śrubowych i daszkowych. W pierwszych linia zębów biegnie równolegle do osi obrotu. Mają one dużą sprawność (99%), są łatwe w produkcji, tanie. Niestety ich głośnej pracy towarzyszą wibracje. Mniej drgają, ciszej pracują i są wytrzymalsze przekładnie walcowe o zębach śrubowych. Droższe od nich i trudniejsze do wykonania są walcowe o zębach, które są podzielone po połowie i są względem siebie nachylone w taki sposób, by uformować daszek. Nadają się one do przenoszenia większych mocy. W porównaniu do tych z zębami prostymi są wytrzymalsze, pracują ciszej i nie wibrują. Do kategorii przekładni z osiami równoległymi należą również te, w których koło zębate współpracuje z zębatką w postaci listwy z zębami. Tę ostatnią można traktować jako koło zębate o nieskończonym promieniu. Przekładnie tego rodzaju służą do przekształcania ruchu obrotowego w ruch postępowy i odwrotnie.
Przekładnie kątowe i wichrowate
W przekładaniach kątowych osie zębatek się przecinają. Do tej kategorii zaliczane są te stożkowe o zębach prostych, łukowych i daszkowych. Generalnie przekładnie stożkowe są wykorzystywane do przenoszenia ruchu między wałami napędowymi ustawionymi pod kątem, zwykle 90º. Te z zębami prostymi są łatwe w wykonaniu, ale głośno pracują. Tańsze, wytrzymalsze i cichsze są te z zębami, których linia jest krzywą (z zębami łukowymi).
Wichrowate (hipoidalne) wyróżnia z kolei to, że osie ich kół się nie przecinają, ponieważ nie leżą w tej samej płaszczyźnie – w porównaniu z przekładniami stożkowatymi są one względem siebie przesunięte. Płynniej się zazębiają. Przekładnie hipoidalne są też wytrzymalsze, ale łatwiej niż śrubowe ulegają zatarciu. Chociaż mają mniejszą sprawność niż śrubowe, lepiej sprawdzają się przy większych przełożeniach. Do kategorii wichrowatych należą również przekładnie ślimakowe. Wykorzystuje się je do przekazywania ruchu pomiędzy wałami prostopadłymi, gdy wymagane jest duże przełożenie. Mają niską sprawność.
Przekładnie planetarne
Przekładnie planetarne wyróżnia najbardziej złożona budowa – jak pisaliśmy wcześniej, co najmniej jedna z ich osi przemieszcza się, wirując wokół osi centralnej. Z drugiej strony pozwalają uzyskać duże przełożenie. Są jednocześnie wytrzymalsze niż przekładnie innych typów, gdyż obciążenie rozkłada się na kilka zębatek pracujących równocześnie. Ich większa liczba niestety zwiększa straty na tarcie, co przekłada się na mniejszą sprawność.
Przekładnie planetarne zbudowane są z dwóch współśrodkowych kół: centralnego (słonecznego) i pierścieniowego (wieńcowego), których środki leżą w osi przekładni. Jedno z nich (większe) ma zazębienia wewnętrzne, a drugie (mniejsze) zazębienia zewnętrzne. Pomiędzy kołami centralnymi znajduje się koło planetarne (satelita). Może ich być kilka. Satelity osadzone są na specjalnej tarczy – jarzmie – i mają zazębienia zewnętrzne. Koła planetarne zazębiają się jednocześnie z obydwoma kołami współśrodkowymi.
Zwykle jedna część przekładni planetarnej pozostaje nieruchoma – każdy z trzech elementów: koło centralne zewnętrzne, koło centralne wewnętrzne, satelity połączone jarzmem może być członem napędzającym, napędzanym lub unieruchomionym. Wówczas mechanizm ma po jednym wejściu i wyjściu. W związku z tym w jednostopniowej przekładni planetarnej napęd może być przenoszony na kilka sposobów. Jeżeli unieruchomione jest koło centralne – z koła zewnętrznego na jarzmo, jeśli nieruchome jest jarzmo – z koła zewnętrznego na wewnętrzne, a w razie unieruchomienia koła zewnętrznego – z koła wewnętrznego na jarzmo.
Zęby przekładni
Wspólnym i najbardziej charakterystycznym elementem przekładni zębatych wszystkich rodzajów są zęby rozmieszczone na obwodzie kół. Chociaż wydają się niepozorne, mają kluczowe znaczenie dla działania tych mechanizmów – to właśnie poprzez nacisk powierzchni bocznych zębów ze współpracujących ze sobą kół przekazywany jest napęd. Dlatego szczegółowo się je charakteryzuje i wymiaruje.
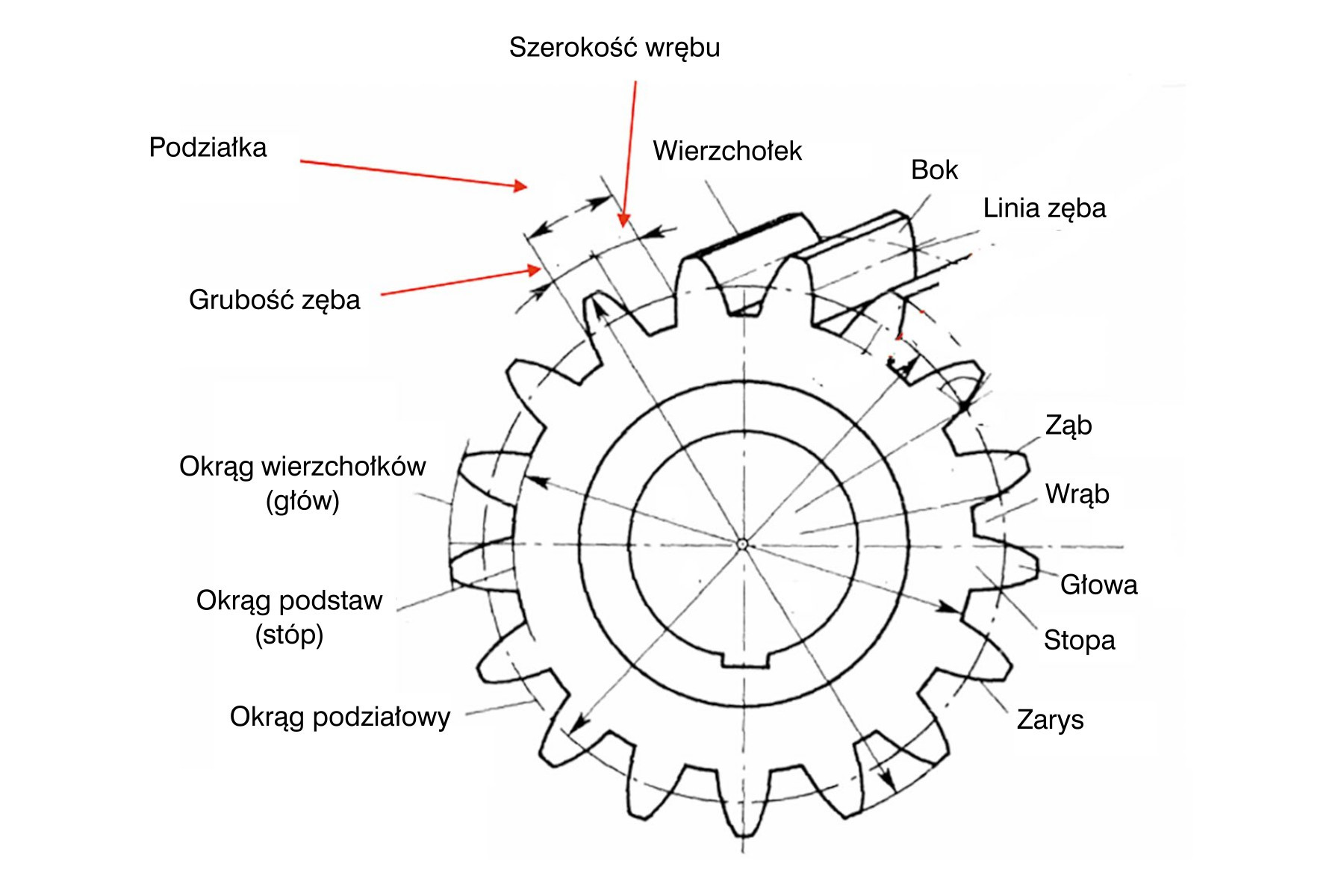
Zęby są ograniczone płaszczyznami wyznaczanymi przez okręgi o promieniach równych odległości od środka zębatki do ich podstawy i wierzchołka. Pomiędzy nimi przebiega płaszczyzna podziałki wyznaczana przez okrąg przecinający zęby w połowie. Zwykle zęby rozszerzają się ku podstawie i zwężają ku wierzchołkowi. Ich część powyżej podziałki sięgająca do wierzchołka jest nazywana głową, a ta poniżej między płaszczyzną podziałki a podstawą stopą. Wysokość głowy z wysokością stopy sumują się do całkowitej wysokości zęba. Szerokość zęba to z kolei jego długość mierzona w kierunku osiowym. W przypadku zębów innych niż proste dodatkowym parametrem jest kąt ich pochylenia.
Definiuje się też parametr podziałki obwodowej. Jest to odległość między dwoma odpowiadającymi sobie punktami sąsiadujących zębów zmierzona po łuku płaszczyzny podziałki. Wolne przestrzenie pomiędzy zębami ograniczone płaszczyznami podstaw i wierzchołków to wręby. Szerokość wrębu jest długością łuku na płaszczyźnie podziałki pomiędzy dwoma kolejnymi zębami. Zęby i wręby ze współpracujących ze sobą zębatek muszą być dopasowane.
Żeby się zazębiać, zębatki muszą mieć taką samą podziałkę obwodową oraz moduł. Drugi parametr definiuje się jako iloraz podziałki i liczby Π. Moduł, który jest zarazem równy ilorazowi średnicy okręgu, który wyznacza płaszczyznę podziałki i liczby zębów, jest znormalizowanym parametrem zębatek.
Materiały zębów. Typy ich awarii
Materiał wykonania zębów przekładni powinien spełniać określone wymagania. Podstawowymi są odpowiednie do zastosowania wytrzymałość i trwałość. Materiał zębatek musi mieć mały stosunek masy do przenoszonej mocy. Ważna jest również jego cena i koszt obróbki i późniejszej eksploatacji.
Głównym materiałem wykonania zębatek jest stal. Ponadto używa się w tym celu żeliwa i tworzyw sztucznych. Przykładem ostatnich jest technopolimer na bazie poliamidu wzmocnionego włóknami szklanymi. Wyróżnia go: duża odporność na skręcanie, wytrzymałość na rozciąganie, odporność na wysokie temperatury, mniejsze tarcie i masa w porównaniu z metalami, stabilność wymiarowa, odporność na zużycie, chemikalia, wibracje.
Właściwie zwymiarowane zębatki, wykonane z materiałów odpornych na warunki pracy, powinny działać bezawaryjnie przez czas odpowiadający ich założonej żywotności. W przeciwnym razie można się spodziewać wystąpienia różnych uszkodzeń. Generalnie wyróżnia się dwa ich rodzaje: złamania zębów i zniszczenia ich powierzchni.
Ząb może się złamać w przypadku przekroczenia wytrzymałości materiału, z którego go wykonano. To z kolei może być skutkiem jego jednorazowego przeciążenia lub zmęczenia materiału w wyniku jego zużycia będącego skutkiem powtarzających się przeciążeń. Powodami złamania zębów mogą być: ich zbyt małe rozmiary w stosunku do obciążenia, niedokładności wykonania, wpływ technik obróbki (zwłaszcza cieplnej) i wady materiału. Łatwiej też ulegają złamaniu te o mało zaokrąglonej podstawie.
Jak powstają wżery?
Najczęstsze uszkodzenia powierzchni zębów to: zużycie ścierne, wżery zmęczeniowe, zatarcie, rysy i odwarstwienia. Ścieranie się powierzchni zębów jest z upływem czasu nieuniknione. Jeżeli jednak postępuje szybko, może być oznaką nieodpowiedniego (zbyt miękkiego) materiału, niewłaściwego smarowania, niedokładności wykonania zębów. Wżery z kolei powstają w przypadku przekroczenia wytrzymałości zmęczeniowej materiału. Jest to spowodowane zbyt dużym miejscowym naciskiem. Drobne wżery zauważone w początkach użytkowania przekładni mogą z czasem zanikać w miarę ściernego zużywania się zębów i docierania mechanizmu. Tych głębszych nie powinno się jednak lekceważyć.
Do zatarcia dochodzi wtedy, gdy ilość ciepła wydzielającego się na styku współpracujących zębów jest zbyt duża albo jest ono w niewystarczająco efektywny sposób odprowadzane. Wówczas w miejscach kontaktu lokalnie rośnie temperatura, co w połączeniu z naciskiem powoduje uszkodzenia powierzchni. Najczęstsze powody zatarć to: niedostateczne smarowanie, niedobrany smar, zbyt chropowata powierzchnia zębów, za duży nacisk między zębami, duży poślizg. Odwarstwienia oraz rysy są z kolei zwykle skutkiem nieprawidłowej obróbki materiału zębów (cieplnej, szlifowania).
Napęd skompletowany czy zintegrowany?

Dobierając napęd, należy zdecydować, czy skompletować go samodzielnie, dobierając przekładnię i silnik, czy wybrać rozwiązanie zintegrowane w postaci motoreduktora. Bez względu na to, które podejście zastosujemy, pod uwagę powinno się wziąć kilka kwestii, z których najważniejsze jest spełnienie wymagań aplikacji w zakresie prędkości oraz momentu obrotowego. Uwzględnić trzeba również mechaniczne oraz termiczne ograniczenia komponentów napędu. Dalej przedstawiamy i porównujemy ze sobą oba podejścia.
Kompletowanie napędów
Kompletując napęd, wybierać można spośród różnego rodzaju silników i reduktorów, na przykład przekładnie ślimakowe, planetarne i z wałem równoległym można łączyć z silnikami prądu stałego, indukcyjnymi albo bezszczotkowymi z magnesami trwałymi. Teoretycznie kombinacji jest wiele, w praktyce jednak nie każda sprawdzi się w konkretnej aplikacji – niektóre z nich będą wydajniejsze i bardziej opłacalne niż pozostałe. Dlatego znajomość wymagań danego zastosowania i parametrów znamionowych silnika i przekładni jest warunkiem właściwego wyboru.
Zwykle rozpoczyna się od selekcji wstępnej. Bierze się wówczas pod uwagę cechy, które wynikają ze specyfiki konkretnych typów konstrukcji. Na przykład silniki indukcyjne w porównaniu z tymi uniwersalnymi AC/DC cechuje dłuższa żywotność i mniejsze wymagania w zakresie konserwacji. Ciszej też pracują i mają większe możliwości w zakresie regulacji prędkości.
Analogicznie w przypadku reduktorów powinno się zwrócić uwagę na ogólne parametry, z których najważniejsze to: tryb pracy (przerywanej, ciągłej), maksymalna prędkość wejściowa, maksymalny moment obrotowy, sprawność i głośność pracy. Ważne są oprócz tego wynikające ze specyfiki typu przekładni ograniczenia mechaniczne i termiczne.
Na przykład przekładnie z wałem równoległym i te stożkowe mają ograniczony wyjściowy moment obrotowy w związku ze zużywaniem się ich elementów (wałów, łożysk, zębatek), podobnie zresztą jak ślimakowe, chociaż w ich przypadku powodem jest przegrzewanie się, które skraca żywotność. Przekładni planetarnych mogą dotyczyć ograniczenia termiczne i mechaniczne, mimo że cechują się wysoką sprawnością.
Po etapie selekcji wstępnej należy przejść do przeglądu konkretnych modeli reduktorów i silników pod kątem wymogów konkretnej aplikacji. Zwykle najpierw wybiera się reduktor, a potem silnik. Następnie wykonuje się obliczenia prędkości, momentu obrotowego i sprawności danej kombinacji. Zazwyczaj wymaganych jest kilka takich iteracji, zanim wybrany zostanie optymalny zestaw. Dalej opisujemy całą procedurę krok po kroku.
Kolejne kroki
Analizując karty katalogowe reduktorów pod kątem wymaganej prędkości i momentu obrotowego, szczególną uwagę trzeba zwrócić na charakterystykę obciążenia, jakie przekładnia może wytrzymać przez określony czas, wyznaczaną w oparciu na wytrzymałości mechaniczną jej komponentów. Czas ten różni się w zależności od typu przekładni i konkretnego modelu. Z wykresu tego można także odczytać graniczny moment obrotowy, przy którym reduktor natychmiast ulegnie awarii.
Kolejnym istotnym wykresem jest charakterystyka sprawności w funkcji momentu. Najlepiej jest wybrać reduktor, który przy wymaganym ciągłym momencie będzie pracował z jak największą sprawnością. Aby z kolei zapobiec jego przegrzewaniu się, trzeba porównać obliczoną moc rozproszoną z maksymalną dopuszczalną mocą rozproszoną określoną w specyfikacji reduktora.
W tym celu najpierw obliczana jest moc wyjściowa przy danej prędkości i momencie obrotowym. Następnie, na podstawie charakterystyki sprawności, wyznacza się moc rozpraszaną w reduktorze. Nie powinna ona przekraczać maksymalnej dopuszczalnej mocy rozpraszanej, która jest podana w danych katalogowych przekładni.
W specyfikacji należy ponadto sprawdzić zakres prędkości wejściowych, do obsługi których została zaprojektowana. Powyższa analiza zwykle pozwala wybrać rodzinę reduktorów, które mogą się sprawdzić w danym napędzie, o ile uda się dopasować silnik.
Jak wybrać reduktor i silnik?
W kolejnym kroku należy wyznaczyć wymagane przełożenie reduktora i parametry pracy silnika. Pod ich kątem następnie analizuje się specyfikacje silników wstępnie wybranego typu, szczególną uwagę zwracając na ich charakterystyki momentu obrotowego w funkcji prędkości.
Na wykresie tym wyróżnia się dwa obszary pracy: ciągłej i chwilowej. Jeśli wymagana kombinacja momentu obrotowego i prędkości wypada w pierwszym z nich, oznacza to, że obie wielkości będą zapewnione przez cały czas pracy i nie trzeba się bać, że silnik będzie się przegrzewał. Jeśli jednak wypada w drugim obszarze pracy, silnik może określony moment obrotowy przy danej prędkości zapewnić tylko przez pewien czas. Po jego upływie zacznie się przegrzewać. Generalnie jeśli średni moment obrotowy wymagany w danym zastosowaniu wypada w obszarze pracy ciągłej, silnik jest dobrany poprawnie. Jeżeli jednak w tym zakresie pracy wypadnie maksymalny potrzebny moment obrotowy, silnik z dużym prawdopodobieństwem został przewymiarowany.
Następnie, w oparciu o specyfikacje wybranych modeli silników, z ich charakterystyk momentu w funkcji prędkości należy odczytać wartość prędkości przy wymaganym momencie. To pozwala na obliczenie prędkości reduktora przy danym przełożeniu. W dalszej kolejności wszystkie powyżej opisane kroki trzeba powtórzyć, porównując wyniki dla różnych reduktorów pod kątem spełnienia warunków nieprzekroczenia granicznego momentu obrotowego i ich nieprzegrzewania się.
Typowe błędy przy wyborze motoreduktora
|
Zalety motoreduktorów
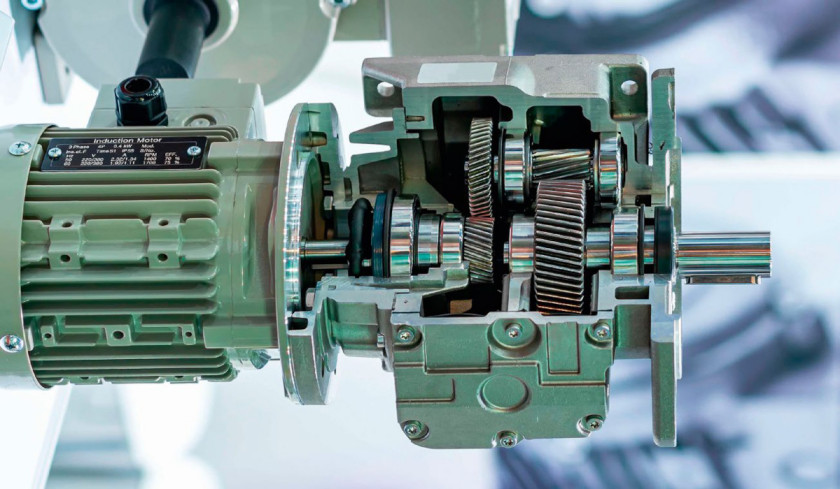
Proces doboru silnika i reduktora w celu skompletowania napędu jest, jak wynika z powyższego opisu, skomplikowany i żmudny. Decydując się na zakup motoreduktora, korzystamy z faktu, że zadanie przeanalizowania kluczowych aspektów dopasowania do siebie jego komponentów wziął na siebie jego producent. W związku z tym dane katalogowe motoreduktora, w tym kluczowe charakterystyki obrazujące wzajemne zależności momentu obrotowego, prędkości i sprawności wraz z ich ograniczeniami, dotyczą już całego zestawu. Jeśli decydujemy się na podejście alternatywne, musimy je wyznaczyć sami, w oparciu na danych silnika i reduktora.
Ponadto motoreduktory zintegrowane w porównaniu z konstrukcją ze skompletowanym silnikiem i reduktorem wyróżnia kompaktowa budowa. To zapewnia większą elastyczność w zakresie montażu i może go ułatwić w ograniczonej przestrzeni. Jeżeli jednak wystąpi jakiś problem w ich działaniu, dotyczyć będzie całej jednostki zaprojektowanej jako zintegrowany zespół, podczas gdy w drugim przypadku obejmować będzie niezależny komponent – silnik lub reduktor. Poza tym jednak wybierając motoreduktor, także należy jego specyfikację przeanalizować pod kątem aplikacji, jak w przypadku doboru reduktora do silnika.
Motoreduktory – najczęstsze problemyMotoreduktory, jak wszystkie maszyny, ulegają awariom. Dochodzi do nich na skutek ich starzenia się i nawarstwiających się uszkodzeń wynikających z ciągłego użytkowania – w motoreduktorach, które działają godzinami bez przerwy, ciągły ruch i zmienne naprężenia prowadzą do zużywania się komponentów i ich rozregulowywania się. Brak okresowych sprawdzeń, regularnej konserwacji i nierozwiązywanie drobnych problemów, które z czasem mogą się kumulować, również skutkują poważnymi problemami. Do awarii dochodzi szybciej w przypadku niedobrania motoreduktora do warunków pracy (środowiskowych i obciążenia). Pewne oznaki świadczą o zbliżającej się awarii. Bezzwłocznie na nie reagując, można uniknąć poważnych komplikacji, które skutkują przestojami i kosztownymi naprawami. Dalej przedstawiamy objawy, które od razu powinny zaniepokoić. Takim są wycieki smaru. Ich przyczyną bywają: zużyte uszczelki, przepełnione układy smarowania, pęknięcia w obudowie. Oprócz tego wahania temperatury mogą powodować rozszerzanie się smaru i wydostawanie się go przez nieszczelności w osłonie. Brak smaru zwiększa tarcie, co przyspiesza zużywanie się komponentów motoreduktora i jego przegrzewanie się. Wycieki zwiększają również ryzyko zanieczyszczenia układu smarowania. 
Jeżeli motoreduktor nieoczekiwanie się wyłącza, przyczyną mogą być: problemy z połączeniami elektrycznym i/albo w instalacji zasilającej (na przykład wahania i zaniki napięcia), przegrzanie lub blokady mechaniczne. Należy też reagować na nietypowe dźwięki, jak zgrzytanie, piski, stukanie. W przypadku ich wystąpienia trzeba: sprawdzić stan i w razie potrzeby wyregulować przekładnie, wymienić zużyte i uszkodzone łożyska, upewnić się, że wszystkie elementy są dobrze zamocowane i sprawdzić poziom smaru. Uszkodzone łożyska, luzy komponentów, niestabilna podstawa z kolei skutkują nadmiernymi wibracjami. Gdy motoreduktor nagrzewa się w takim stopniu, że nie można go dotknąć, trzeba natychmiast interweniować. Częste przyczyny przegrzewania się to: przeciążenie, niewystarczające smarowanie, słaba jakość smaru, zablokowane albo nieprawidłowo działające chłodzenie, zużyte elementy powodujące tarcie wewnętrzne, zbyt wysoka temperatura otoczenia. Nadmierne nagrzewanie się jest objawem, który trzeba jak najszybciej zdiagnozować, ponieważ nie tylko skraca żywotność motoreduktora, ale grozi pożarem. Zużywanie się elementów napędu i problemy z zasilaniem albo połączeniami elektrycznymi mogą się także przyczyniać do stopniowego pogarszania się wydajności motoreduktora. To objawia się na przykład wolniejszym czasem reakcji, zmniejszonym momentem obrotowym albo niemożnością utrzymania stałej prędkości. Zmiany takie trudniej zauważyć niż sporadyczne zatrzymywanie się sinika albo jego "szarpanie" podczas pracy, które może mieć takie same przyczyny. Najłatwiej dostrzec widoczne uszkodzenia fizyczne i oznaki zużycia zewnętrznych i bezpośrednio dostępnych części motoreduktora. Zazwyczaj są one skutkiem uderzeń, nieprawidłowej obsługi, długotrwałego użytkowania bez odpowiedniej konserwacji lub czynników środowiskowych, takich jak korozja. Szybko wykrywanym symptomem jest też nietypowy zapach spalenizny lub chemiczny. Wskazuje on zwykle na przegrzewanie się motoreduktora, uszkodzenie izolacji lub inną awarię elektryczną, pogorszenie się jakości smaru. |
Jak wybrać motoreduktor?
Specjalne zastosowania wymagają analizy dodatkowych parametrów, ale oprócz tego zwykle pod uwagę należy wziąć kilka generalnych wymogów. Pierwszym pytaniem, jakie należy sobie zadać, jest to, jaka prędkość lub zakres prędkości jest wymagany w danym zastosowaniu. Jeśli na przykład motoreduktor ma napędzać przenośnik, konieczne jest przeliczenie jego przesuwu na wymaganą prędkość obrotową. Uwagi wymaga też sytuacja, w której silnik będzie zasilany przez przemiennik częstotliwości. Kolejnym parametrem jest moment obrotowy. Odpowiednio dobrany zapewnia siłę potrzebną do wprawienia obciążonego wału motoreduktora w ruch. Ten wymagany na przykład do przesunięcia taśmy przenośnika z określoną prędkością można obliczyć na podstawie jego ładunku i specyfiki konstrukcji transportera danego rodzaju. Ważne jest również to, czy motoreduktor będzie narażony na duże obciążenia podczas rozruchu albo obciążenia udarowe, gdyż powinno to zostać uwzględnione w jego konstrukcji, a później także w konserwacji. Pod uwagę należy poza tym wziąć cykl pracy, tzn. czy motoreduktor będzie pracował 24 godziny na dobę i 7 dni w tygodniu, czy może będzie uruchamiany jedynie cykliczne, na przykład napędzając przenośnik indeksujący.
Istotne jest, w jaki sposób motoreduktor będzie przekazywał ruch do obciążenia. Dostępne opcje to: otwór do włożenia napędzanego wału lub wał do podłączenia obciążenia. Zdecydować się trzeba na konkretną pozycję montażową. Motoreduktory są zwykle projektowane tak, aby były montowane z przekładnią na poziomie silnika i z wałem napędowym w położeniu poziomym. Możliwe są także inne orientacje, zależnie od typu motoreduktora i sposobu smarowania jego przekładni. Pod uwagę trzeba poza tym wziąć specyfikę środowiska pracy: zapylenie, możliwość wystąpienia atmosfery wybuchowej i wymogi higieniczne. Warunki te wymagają konkretnych rozwiązań konstrukcyjnych (dodatkowych uszczelnień, zgodności z ATEX, specjalnych materiałów i budowy pozwalającej na częste czyszczenie). Ekstremalnie temperatury z kolei wymuszają stosowanie określonych rodzajów smarów. Wybierając motoreduktor, trzeba też rozważyć cechy przekładni różnych typów.

Monika Jaworowska















