
Sortowanie to typowa czynność manipulacyjna w zarządzaniu stanem magazynowym i kompletacji zamówień w centrach dystrybucji. Polega na podziale strumienia produktów według określonych kryteriów i następnie ich przekierowaniu na różne drogi transportowe. W nowoczesnych obiektach logistycznych zadanie to jest zautomatyzowane, częściowo albo w pełni. Zwykle sortery zasilane są za pośrednictwem automatycznych systemów podających. Towary mogą być również wprowadzane ręcznie przez pracowników. Przepływ ładunków jest śledzony w czasie rzeczywistym, a w miejscu docelowym zostają one automatycznie rozładowane.
Automatyczne sortery
Zautomatyzowany system sortowania składa się zazwyczaj z kilku komponentów. Główny element konstrukcyjny to tor, który zapewnia ścieżkę ruchu dla ciągłej cyrkulacji ładunków. Jest zazwyczaj wykonany ze stali polakierowanej proszkowo, w celu zabezpieczenia przed zużyciem i korozją, lub z wytłaczanych profili aluminiowych. Układ toru jest przeważnie konfigurowalny i może mieć kształt linii prostej, prostokątny, owalny, typu Z, U albo C. Dostępne są także konstrukcje dwupoziomowe, zapewniające większą przepustowość sortowania.
Na torach montuje się elementy, na których ładunki są układane, wraz z którymi się przemieszczają i z których są rozładowywane. Ich konstrukcja jest specyficzna dla różnych typów sorterów, opisywanych dalej. Generalnie jednak w ich projektach kładzie się nacisk na kilka cech wspólnych. Są to: równomierny rozkład obciążenia, małe tarcie, lekkość, trwałość. Dzięki nim uzyskuje się szybki, płynny i stabilny ruch ładunku, bez względu na kształt toru, na odcinkach prostych, zakrętach, jak i pochyłościach. Ważne jest też ograniczenie hałasu. Projekty transporterów ładunków są oprócz tego optymalizowane pod kątem łatwości montażu, demontażu, konserwacji oraz skalowalności. Cechy te osiąga się dzięki konstrukcjom modułowym.
Niezbędne segmenty systemu sortowania stanowią też: stanowiska podawania i odbioru towarów, systemy ich śledzenia oraz sterowania zrzutem. Jeśli chodzi o te pierwsze, ręczne podawanie sprawdza się w przypadku ładunków o nieregularnych kształtach, rozmiarach i delikatnej strukturze. Zapewnia ono też elastyczność w przypadku dużej zmienności typów towarów. Zautomatyzowane stanowisko stanowi typowo przenośnik, którego przesuw jest zsynchronizowany z sorterem. Przepływ ładunków śledzą zwykle skanery kodów kreskowych. Identyfikują one towary i na podstawie informacji z centrali – np. z systemu zarządzania magazynem – wysyłają komunikat aktywujący zrzut ładunku. W zakresie zsuwni również dostępnych jest wiele opcji, w tym m.in. konstrukcje proste, spiralne czy rolkowe.
Wykorzystywane są różne typy sorterów. Dalej przedstawiamy te najpopularniejsze.

Sortery suwakowe
Przykładem są te suwakowe typu shoe. Chodzi o przenośniki z powierzchnią nośną w postaci listew (profili), zwykle wykonanych z anodowanego aluminium, zamontowanych prostopadle do kierunku przepływu ładunków. Do każdego profilu przymocowany jest suwak (ślizgacz), zazwyczaj wykonany z tworzywa sztucznego. Są to elementy ruchome, przesuwające się wzdłuż listew. Suwaki służą do kierowania produktu. Gdy znajdzie się on w miejscu przekierowania, ślizgacze zostają aktywowane. Przesuwają się wówczas po profilach w skoordynowany sposób, by przemieścić (zepchnąć) ładunek na docelowy tor boczny. Pasy odbioru są zazwyczaj umieszczone pod kątem 30° albo 22° względem pasa głównego. Sortery typu suwakowego mogą przekierowywać towary w jednym albo w obu kierunkach (lewo, prawo) względem głównej osi ich przepływu.
Sortery suwakowe to popularne urządzenia, używane już od lat 80. XX wieku. Sortują z szybkością od kilkudziesięciu do kilkuset produktów na minutę, co jest średnią prędkością w porównaniu z innymi rodzajami sorterów. Są dokładne i wszechstronne – sprawdzają się w sortowaniu towarów w szerokim zakresie rozmiarów oraz kształtów, w tym pudełek nierównomiernie wypełnionych. Poza kartonami rozdzielają m.in. skrzynki, torby i koperty. Ze względu na specyfikę działania lekkich, plastikowych ślizgaczy przesuwających produkty po metalowych profilach o małym tarciu, sortery suwakowe nadają się do transportu delikatnych ładunków. Pod względem kosztów z kolei plasują się między sorterami najtańszymi i tymi najdroższymi jako rozwiązanie średniej klasy. Ich ślizgacze można łatwo zdemontować, co ułatwia konserwację i skraca przestoje. Wymagają jednak solidnej konstrukcji wsporczej, z powodu sporej bezwładności podczas ich uruchamiania i zatrzymywania. Można je montować na podłodze albo na odpowiednio wytrzymałej antresoli.

Norbert Szponar
Elmark Automatyka
Czy obserwują Państwo wzrost zainteresowania automatyzacją ze względu na problemy z dostępnością siły roboczej lub inne czynniki ekonomiczne?
Niedobory kadrowe oraz uwarunkowania ekonomiczne wyraźnie przyspieszają tempo robotyzacji. W obecnych czasach coraz trudniej o stałych pracowników – zarówno wykwalifikowanych, jak i tych wykonujących proste, powtarzalne czynności. Firmy szukają alternatyw zapewniających ciągłość produkcji, niezbędną do utrzymania się na rynku. Automatyzacja umożliwia przejęcie przez roboty powtarzalnych, monotonnych i często niebezpiecznych zadań o wysokim ryzyku urazów, zmniejszając zależność zakładu od brakujących rąk do pracy.
Poza tym rosnące koszty pracy, presja na podnoszenie wydajności oraz wysokie wymagania jakości sprawiają, że inwestycje w roboty mają mocne uzasadnienie biznesowe. Doświadczenia ostatnich lat, takie jak pandemia czy zakłócenia łańcuchów dostaw, pokazały, że zrobotyzowane fabryki łatwiej utrzymują ciągłość produkcji w kryzysowych warunkach. W efekcie robotyzacja staje się receptą na problemy kadrowe i sposobem na zwiększenie odporności biznesu w niepewnych czasach.
Dodatkowo, firmy traktują automatyzację jako inwestycję w rozwój. Dzięki wyższej wydajności mogą przyjmować większe zamówienia mimo braku personelu, a poprawa powtarzalności i jakości ułatwia spełnienie rygorystycznych norm oraz wejście na wymagające rynki. Poza tym unowocześnienie parku maszynowego podnosi atrakcyjność firmy jako pracodawcy – zaawansowane technologie przyciągają młodych, wykwalifikowanych pracowników, o których na rynku jest bardzo trudno.
Wszystkie te czynniki sprawiają, że zainteresowanie takimi elastycznymi rozwiązaniami stale rośnie. Robotyzacja przestaje być postrzegana jako luksus, a staje się standardem nawet w średniej i małej wielkości zakładach. To właśnie tu widzimy największy wpływ, jaki wywierają roboty – szczególnie te współpracujące, ze względu na swoją prostotę programowania i elastyczność. Coboty oferują bardzo niski próg wejścia przez to, że są po prostu przyjazne operatorowi. Nawet jeden taki robot potrafi zmienić oblicze przedsiębiorstwa i stać się motorem napędowym jego dalszych sukcesów.
Sortery cross belt
Popularnym rozwiązaniem są też sortery typu cross belt. Są one zbudowane z segmentów w postaci dwukierunkowych przenośników, ustawionych poprzecznie do kierunku głównej osi ruchu. W miarę jak człony sortera się przemieszczają, podawane są na nie produkty z ustawionego pod kątem zasilającego toru bocznego. Po osiągnięciu docelowego miejsca rozładunku przenośnik odpowiedniego segmentu sortera jest uruchamiany. To powoduje przeniesienie produktu na wylotowy tor boczny (zsyp, ześlizg), ustawiony przeważnie prostopadle do kierunku głównej osi ruchu. Rozładunek pod kątem 90° pozwala na uzyskanie dużej gęstości lokalizacji przekierowania.
W tego typu urządzeniach standardowe prędkości sortowania sięgają kilkuset produktów na minutę. Są one wykorzystywane w rozdziale ładunków o dużej rozpiętości rozmiarów, tzn. zarówno tych mieszczących się na jednym segmencie, jak i takich, które zajmują dwa człony i więcej.
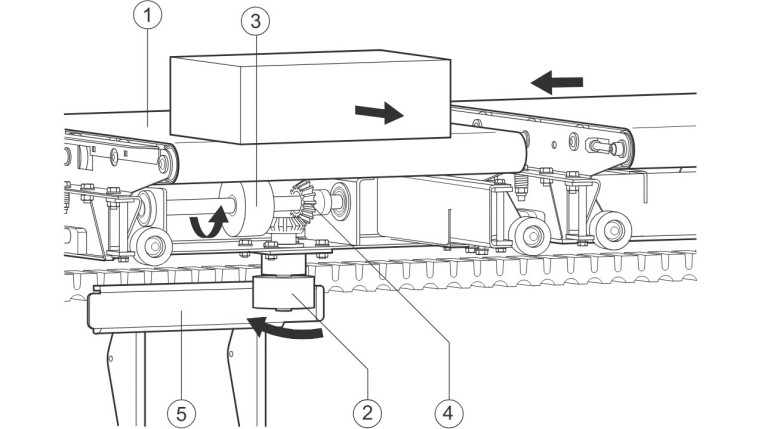
W przykładowym wykonaniu segmenty sortera typu cross belt (pkt 1 na rys. 1) są montowane na ramie i wyposażane w mechaniczny zespół napędowy. Jego częścią jest przekładnia stożkowa z dwoma kołami ustawionymi względem siebie pod kątem 90° (4). Klapy z napędem pneumatycznym, zamontowane po jednej z każdej strony sortera w punktach przekierowania paczek (5), służą do wprawiania w ruch pierwszej rolki napędowej (2), na sztywno połączonej z przekładnią stożkową. Ta ostatnia natomiast przenosi ruch na drugą rolkę napędową (3), która znajduje się pod taśmą przenośnika. Wprawienie jej w ruch powoduje przemieszczenie ładunku na boczny tor.
Sortery tilt tray
Kolejnym przykładem są sortery typu tilt tray, składające się z ciągu wózków z uchylnymi tackami. Po umieszczeniu ładunku na podstawce wózek przemieszcza się do punktu zrzutu. Tam się zatrzymuje. Wówczas tacka przechyla się w jedną lub drugą stronę, w zależności od położenia docelowego miejsca przekierowania produktu. Powoduje to jego zsunięcie się na boczny tor.
Kluczowym komponentem sorterów tego rodzaju są uchylne podstawki. Ich konstrukcję – materiał (przeważnie stal albo laminowane drewno), rozmiar oraz kształt – dostosowuje się do różnych typów ładunków. Przykładowo, w przypadku tych małych, transportowanych luzem, najlepiej sprawdzają się tacki wklęsłe, zaś dla większych, stabilnych towarów – powierzchnie płaskie. Funkcja przechyłu realizowana jest natomiast często z wykorzystaniem mechanizmu krzywki. Kontroluje on ruch podstawki, tak by zapewnić dokładny i bezuszkodzeniowy rozładunek, z prędkością odpowiednią do założonej przepustowości i pod kątem dobranym do specyfiki zsypu. Po opróżnieniu tacka jest automatycznie ustawiana poziomo i zostaje w takiej pozycji zablokowana.
Dzięki temu produkty układane na niej w kolejnym cyklu nie powodują jej przechyłu i nie spadają.
Sortery wyposaża się także w systemy komunikacji w podczerwieni. W przykładowym wykonaniu nadajniki i odbiorniki IR montowane są wzdłuż trasy sortera typu tilt tray. Wysyłają one polecenia sterujące dla poszczególnych wózków. Komendy są dostosowane do specyfiki ładunków – zależą np. od typu powierzchni, kształtu i wagi produktu. Wózki także wyposaża się w nadajniki i odbiorniki podczerwieni oraz mikroprocesor. Ten ostatni przetwarza odbierane polecenia i tak steruje silnikiem mechanizmu regulującego prędkość pochylania tacki oraz szybkość jej obniżania, aby uniknąć np. efektu katapulty. Wózki ponadto nadają informacje diagnostyczne analizowane w jednostkach kontrolnych rozmieszczonych na trasie sortera.

Sortery w kontroli jakości
przemyśle automatyczne systemy sortowania są zwykle częścią linii kontroli jakości. W ramach tego typu stanowisk sortery współpracują głównie z systemami wizyjnymi i oprogramowaniem do zautomatyzowanej klasyfikacji. Przykład to kontrola jakości żywności.
Dzięki niej zapobiega się dalszej obróbce albo wprowadzeniu na rynek zepsutych, uszkodzonych i niedojrzałych owoców, warzyw, zbóż czy zepsutego mięsa. W przemyśle spożywczym zapewnienie najwyższej jakości oraz bezpieczeństwa produktów ma olbrzymie znaczenie, konsumenci bowiem oczekują żywności świeżej, wolnej od wad i obcych materiałów. Osiągnięcie tego, szczególnie w produkcji na masową skalę, stanowi wyzwanie. Im jednak lepsza jakość, tym mniejsze ryzyko wycofania produktów z rynku (i poniesienia związanych z tym kosztów), a w efekcie – tym większe zaufanie konsumentów do danej marki.
Sortery w kontroli jakości wykorzystują zaawansowane, zazwyczaj zastrzeżone systemy, stanowiące kombinację oświetlenia, sensorów oraz algorytmów przetwarzania danych, które analizują wyniki pomiarów pod kątem koloru, kształtu i rozmiaru obiektów inspekcji. Na tej podstawie oceniane są ich cechy jakościowe, np. świeżość i dojrzałość owoców i warzyw oraz ich uszkodzenia, takie jak stłuczenia, w przypadku owoców (patrz ramka: Wykrywanie obitych jabłek).
W przykładowej realizacji sortera produkty są transportowane na przenośniku wibracyjnym, który zapewnia ich równomierny rozkład. To pozwala na ich dokładniejszą analizę, zmniejszając ryzyko fałszywych odrzuceń, jak i przeoczeń defektów. Sorter wyposażony jest w multispektralny system laserowy. Składa się on z kilkunastu laserów o różnych długościach fal.

Aleksander Szepietowski
igus
Jak powinna wyglądać współpraca między producentem maszyn a klientem, by obaj osiągnęli sukces we wdrożeniu konkretnego rozwiązania z obszaru automatyzacji i robotyzacji?
Kluczowe jest zrozumienie wymagań aplikacji i wybranie urządzeń odpowiednich do ich zadań. Rozwiązania szyte na miarę, dostosowanie robota do warunków i wymagań na linii produkcyjnej – to codzienność w firmie igus. Nasze roboty są konfigurowalne i zawsze jesteśmy otwarci na wypracowanie opcji niestandardowych, na życzenie klienta. Dotyczy to szczególnie modeli kartezjańskich, ale nie tylko. Dodatkowa oś obrotowa? Dwie? Mamy na to rozwiązanie! Potrzebna jest certyfikacja FDA do pracy z żywnością? Oferujemy wersje ze stali nierdzewnej i certyfikowanych polimerów! Słuchamy klientów i stale poszerzamy naszą standardową ofertę, opierając się na ich potrzebach.
Oprócz oczywistych korzyści wynikających z prawidłowego działania procesu, wyselekcjonowanie właściwego rozwiązania optymalizuje koszty. Klient nie przepłaca za przewymiarowane urządzenie, co wpisuje się w naszą ideę ekonomicznej automatyzacji. Odpowiednio dobrany robot może być nawet dziesięciokrotnie tańszy od standardowego rozwiązania. Zwrot kosztów inwestycji nie musi więc trwać lata!
Firma igus stawia szczególny nacisk na zwiększenie przystępności automatyzacji. Nasze roboty pozwalają na śmiałe wejście w świat robotyki, nie wymagając lat specjalistycznego doświadczenia i dużych nakładów finansowych. Każdy może też pobrać za darmo środowisko programistyczne igus Robot Control i przekonać się, jak nasze roboty mogą mu pomóc, samodzielnie programując symulowanego cyfrowego bliźniaka robota.
Oferujemy darmowe konsultacje, materiały do nauki, webinary. Zapraszamy do naszego biura, gdzie w laboratorium low-cost automation można przetestować i poznać, jak działają nasze roboty kartezjańskie, delta, scara i coboty ReBeL. Wykonujemy darmowe testy praktyczne – możemy zbadać rzeczywisty czas cyklu ruchów wybranego robota z wybranym obciążeniem i trajektorią. Oferujemy też bardziej zaawansowane testy z detalami klienta czy systemem wizyjnym – są one płatne, jednak koszty zwracamy częściowo lub w całości po zakupie robota. Dzięki nim klient może mieć pewność, że inwestycja się sprawdzi.
Przykładowo, lasery fluorescencyjne mierzą zawartość chlorofilu i obecność szkodliwych substancji, takich jak aflatoksyna (związek wytwarzany przez pleśnie) w orzechach i suszonych owocach czy solanina w ziemniakach oraz innych warzywach bulwiastych. Lasery SWIR (Short Wave Infrared) z kolei rozróżniają produkty mokre od suchych, znajdując ciała obce między warzywami i owocami. Produkty niespełniające norm są usuwane z przenośnika przez zdmuchnięcie za pomocą sprężonego powietrza.
Oprogramowanie sortera wykorzystuje też sztuczną inteligencję, aby uczyć się rozpoznawać wybrakowane obiekty. W procesie sortowania algorytm AI autonomicznie decyduje, które z nich są usuwane. Jeżeli operatorzy wykryją błędy w selekcji, mogą skorygować algorytm, wskazując, które produkty zostały nieprawidłowo sklasyfikowane. AI uwzględni tę sugestię w procesie uczenia się.
Wykrywanie obitych jabłek

Obicia jabłek są jedną z częstszych wad, która znacząco obniża ich jakość. To przekłada się na cenę i ostatecznie możliwość zbytu. Uszkodzenia powstają podczas zbioru, transportu i magazynowania jabłek, na skutek ich upadku, przygniecenia w opakowaniu i uderzania owoców o siebie. Stłuczenia powodują nie tylko deformację kształtu jabłek, ale też zmiany biochemiczne w miąższu pod skórką, który mięknie, brązowieje i w końcu gnije. Nie tylko wpływa to na wygląd i smak jabłka, ale jeżeli rozwinie się pleśń, grozi zakażeniem innych owoców przewożonych lub przechowywanych razem z tymi uszkodzonymi.
Specyfika stłuczeń
Wykrywanie obić na jabłkach nie jest prostym zadaniem. Wpływ ma na to szereg czynników, takich jak rodzaj uszkodzenia, jego stopień, to, jak dawno do niego doszło i warunki, w jakich przebywały owoce przed i po zbiorze. Przykładowo, świeże obicia, które pojawiają się w ciągu kilku godzin po stłuczeniu, nie odznaczają się od otaczającej je skórki pokrywającej nieuszkodzony miąższ. Trudniej je więc wykryć niż te stare, dobrze widoczne. Zanim jabłka dotrą do klienta, te nowsze będą już też jednak wyraźne.
O ile zatem sortowanie owoców pod kątem ich rozmiaru i wagi łatwo zautomatyzować, o tyle obite jabłka wciąż częściej są rozpoznawane w ramach kontroli wizualnej przez pracowników. Niestety, oznaki stłuczeń (kolor, stan skórki, zapach) są przez nich interpretowane subiektywnie, więc skuteczność wykrywania zależy przez to od ich doświadczenia. W rezultacie wyniki ręcznej inspekcji mogą być niespójne. Dlatego na różne sposoby próbuje się jednak zautomatyzować to zadanie.
Ograniczenia technik detekcji
W tym celu wykorzystuje się systemy wizyjne. Te oparte na analizie obrazów rejestrowanych w świetle widzialnym są jednak niezbyt efektywne – trudność sprawia im głównie detekcja świeżych obić jabłek o różnych kolorach skórki. Pod kątem tego zastosowania pod uwagę brane są w związku z tym również inne metody, takie jak obrazowanie: SIRI (Structured-Illumination Reflectance Imaging), fluorescencyjne, termiczne, metodą rezonansu magnetycznego oraz rentgenowskie. Dostarczają one danych o strukturze wewnętrznej owoców, na podstawie których można wnioskować o uszkodzeniu miąższu. Choć w detekcji świeżych uszkodzeń techniki te sprawdzają się lepiej niż obrazowanie w świetle widzialnym, ich wdrożenie w praktyce jest trudne. Rezonans magnetyczny nie nadaje się do zastosowań w przemyśle z powodu wolnej akwizycji obrazów. Szybsze obrazowanie rentgenowskie ma małą rozdzielczość i kontrast, przez co skuteczność wykrywania stłuczeń jest niska. Ograniczona rozdzielczość dotyczy również techniki SIRI. Problemem w przypadku obrazowania termicznego są natomiast odbicia. Ponadto, ze względu na koszt i czas akwizycji, jego wykorzystanie w przemyśle w detekcji w czasie rzeczywistym staje się niepraktyczne.
Spektroskopia w podczerwieni
Alternatywą powyższych technik stała się spektroskopia w podczerwieni, wykorzystująca zależność między stężeniem danego składnika a ilością pochłanianego przez niego światła w tym przedziale długości fali. Pozwala ona wykryć stłuczenia pod skórką na podstawie nieregularności w rozkładzie zawartości wilgoci w miąższu (woda silnie absorbuje promieniowanie podczerwone w zakresach NIR (Near Infrared) i SWIR (Short-Wave Infrared)) – nawet gdy owoc wydaje się na powierzchni nieuszkodzony. Ponadto, postępy w dziedzinie czujników optycznych pozwoliły opracować metodę obrazowania hiperspektralnego dostarczającą na temat obiektu inspekcji informacji zarówno przestrzennych, jak i widmowych.
Uzupełnienie sensorów stanowi oprogramowanie do przetwarzania obrazów. Skuteczność detekcji świeżych obić jabłek rośnie w miarę rozwoju technik sztucznej inteligencji wykorzystywanych w obróbce danych z systemów obrazowania, opartych na spektroskopii bliskiej podczerwieni. W tym zastosowaniu najlepiej sprawdzają się algorytmy uczenia maszynowego nadzorowanego i splotowe sieci neuronowe.
Automatyzacja pakowania
Posortowane produkty trzeba zapakować. Pakowanie to proces wieloetapowy. Pierwszym krokiem jest formowanie i przygotowanie opakowania. Na tym etapie m.in.: rozdmuchuje się butelki PET, skleja się kartonowe pudełka albo formuje opakowanie bezpośrednio na wyrobie, foliując go. W kolejnym kroku produkt np. rozlewa się do butelek albo przekłada go z przenośnika do kartonów, równocześnie go odmierzając, dozując albo ważąc. Następnie opakowania są zamykane, m.in. przez zakręcanie nakrętek, nakładanie kapsli, zgrzewanie brzegów foliowych torebek albo zaklejanie pudełek. Ostatnim etapem jest etykietowanie i znakowanie opakowań. W związku z tym korzysta się z różnego typu wyspecjalizowanych maszyn pakujących, łączonych w technologiczne ciągi, jak również z automatów wieloczynnościowych.
W przypadku produktów w postaci stałej są to pakowarki. Zasada ich działania jest następująca – formują rękaw z elastycznego materiału (folii lub papieru), który wypełniają produktem, a następnie zamykają przez zgrzewanie brzegów. Wyróżnić można kilka typów takich maszyn. Dwie główne podkategorie stanowią urządzenia działające w poziomie lub w pionie. Drugie zajmują zwykle mniej miejsca, dzięki czemu można dostępną przestrzeń wykorzystać efektywniej.

Główne komponenty pakowarek pionowych to: rolka z nawiniętym materiałem opakowania, układ prowadnic, którymi jest on rozwijany i prowadzony do kołnierza formującego torbę, wsyp, którym podawany jest opakowywany produkt oraz zgrzewarka. Ostatnia łączy brzegi opakowania. Torebki wytworzone w pionowych pakowarkach zazwyczaj mają trzy szwy: biegnący wzdłuż, który powstał przez złączenie brzegów folii, zazwyczaj na zakładkę, dolny, który zamyka spód torby, oraz górny, uszczelniający ją od góry.
Maszyny tego typu sprawdzają się w szerokiej gamie produktów. Wykorzystuje się je do pakowania artykułów spożywczych – od litych, jak ciastka, przez sypkie, jak zmielona kawa, mleko w proszku, po np. ziarna, granulaty, oraz półpłynnych, jak porcjowany ketchup, majonez. Pakowarki pionowe cieszą się dużą popularnością. Wynika to głównie stąd, że chodzi o uniwersalne maszyny, które można łatwo przestawić na produkcję zgrzewanych torebek różnego typu – ta sama maszyna np. bez problemu może pakować chipsy w nieprzezroczyste i z obu stron zadrukowane torebki oraz ciastka w opakowania z przezroczystym wierzchem. Poza tym pakowanie nimi jest tanie i szybkie.
AMR rewolucjonizują operacje logistyczne

Autonomiczne roboty mobilne (AMR, Autonomous Mobile Robot) znacząco wpływają na poprawę wydajności, szybkości i precyzji procesów logistycznych, takich jak kompletacja zamówień. AMR – wykorzystując zaawansowane sensory różnego typu, jak LiDAR i algorytmy uczenia maszynowego – przemieszczają się po magazynie, autonomicznie unikając przeszkód i optymalizując ścieżki ruchu, aby adaptować się do zmian w otoczeniu. W centrach dystrybucji najczęściej są wykorzystywane w transporcie towarów z magazynów na stanowiska pakowania.
Zalety AMR
Ich praca jest koordynowana przez system zarządzania magazynem WMS (Warehouse Management System). Zarządza on lokalizacjami towarów i dostarcza autonomicznym robotom mobilnym w czasie rzeczywistym aktualnych informacji o poziomie zapasów i statusach zamówień. Pracownicy magazynów przebywają na stacjach kompletacji, gdzie AMR dostarczają artykuły, które następnie personel pakuje. Roboty więc odciążają pracowników w zakresie transportu i podnoszenia ciężkich towarów. Personel także w ograniczonym stopniu przemieszcza się po magazynie i nie traci czasu na szukanie konkretnych artykułów. Zmniejsza to obciążenie fizyczne pracowników i minimalizuje ryzyko wypadków w miejscu pracy. Ponadto w realizację zamówień jest angażowanych mniej osób, dzięki czemu personel odciążony od zadania transportu może zostać oddelegowany do innych zadań. Paczki są także kompletowane szybciej. To zwiększa przepustowość – realizując równocześnie większą liczbę zamówień, łatwiej sprostać wymaganiu ograniczenia opóźnień. To ważne zwłaszcza w szczycie sezonu, np. przed Bożym Narodzeniem. Mniej jest także pomyłek, więc w efekcie odbiorcy otrzymują właściwie produkty.
Wdrożenie w praktyce
Wdrożenie AMR wymaga przystosowania centrum dystrybucji. Obiekt taki jest przeważnie dzielony na strefy z określonymi ścieżkami ruchu robotów, zaś regały magazynowe są zoptymalizowane pod kątem dostępności dla AMR. Autonomiczne roboty mobilne są także konfigurowane i testowane w zakresie poruszania się po obiekcie o określonym rozkładzie. Liczba AMR jest dostosowywana do wielkości magazynu i wolumenu zamówień – skalowalność to jedna z głównych zalet systemów kompletacji opartych na robotach tego typu. Również pracownicy są szkoleni w zakresie interakcji z AMR, by sprawnie i bezpiecznie pobierali przedmioty przez nie dostarczane.
Czujniki w pakowarkach pionowych
Pakowarki pionowe to maszyny w pełni zautomatyzowane albo półautomaty. W obu przypadkach skupiają liczne komponenty oraz systemy automatyki i pomiarów. Jeżeli chodzi o te ostatnie, wyróżnić można kilka sekcji, w których czujniki są niezbędne.
Przykładem – sensory ultradźwiękowe, wykorzystywane jako czujniki odległości w bezkontaktowym pomiarze średnicy beli materiału opakowania, np. folii, nawiniętego na rolkę, z której jest on stopniowo odwijany, gdy formowane są kolejne opakowania. Kiedy promień belki jest znany, sterownik maszyny oblicza, ile jeszcze folii zostało. Jeżeli jest jej już zbyt mało, sygnalizuje to operatorowi, który powinien uzupełnić podajnik.
Czujniki ultradźwiękowe są także używane w pomiarach ustawienia napinacza folii, regulującego stopień naciągnięcia jej wstęgi. Na ich podstawie sterownik maszyny decyduje, czy należy zwolnić, czy raczej powinno się przyspieszyć obroty rolki, która odwija folię.
Kolejnym przykładem są sensory wykrywające znaczniki umieszczane na materiale, w odstępach równych długościom poszczególnych torebek. Odczytując je, sterownik maszyny w odpowiednim momencie wysyła sygnały wyzwalające do obcinarki odcinającej kawałki materiału i zgrzewarki, która łączy jego brzegi. W tym zastosowaniu wykorzystuje się czujniki optyczne. Wymaga się, aby były one w stanie rozpoznać znaczniki na tle innych oznaczeń nadrukowanych na folii – nawet jeżeli nie występuje pomiędzy nimi duży kontrast, a powierzchnia jest silnie odblaskowa. Na etapie kalibracji ustawienia czujnika i układu oświetlenia są tak dobierane, aby temu sprostać.

Jarosław Szmalc
ifm electronic
Na jakie zachodzące zmiany technologiczne dotyczące automatyzacji procesów pakowania, sortowania i paletyzacji warto zwrócić uwagę?
Współczesne roboty przemysłowe są zdolne do realizacji różnorodnych zadań, takich jak paletyzacja, sortowanie czy pakowanie zbiorcze, z wysoką precyzją i powtarzalnością. Z kolei coboty, czyli roboty współpracujące, umożliwiają bezpieczne wykonywanie operacji w bezpośrednim otoczeniu człowieka, co przekłada się na większą elastyczność procesów produkcyjnych i łatwiejszą adaptację do zmiennych warunków operacyjnych.
Jeśli chodzi o zautomatyzowane systemy do depaletyzacji i paletyzacji, zapewniają one wyraźny wzrost wydajności oraz redukcję obciążeń fizycznych personelu. Ergonomiczna optymalizacja stanowisk pracy wpływa również na poprawę bezpieczeństwa i komfortu operacyjnego.
Jaką rolę odgrywają w tym systemy wizyjne?
Systemy wizyjne firmy ifm electronic są coraz częściej integrowane z robotami przemysłowymi oraz robotami współpracującymi, czyli cobotami. Pozwala to na automatyzację złożonych zadań produkcyjnych i zwiększenie elastyczności operacyjnej, przy jednoczesnym optymalnym wykorzystaniu zasobów ludzkich. Nasze rozwiązania wizyjne umożliwiają automatyczne pozycjonowanie chwytaków robotów, co zwiększa precyzję i efektywność operacyjną. Czujniki wizyjne analizują i interpretują otoczenie w czasie rzeczywistym, rozpoznają obiekty i obliczają prawdopodobieństwo kolizji, a następnie przekazują dane do układu sterowania maszyny.
W których obszarach zastosowania najlepiej sprawdzają się systemy wizyjne ifm electronic?
Po pierwsze, paletyzacja i depaletyzacja. Systemy wizyjne 3D, takie jak O3D, umożliwiają precyzyjne wykrywanie obiektów, m.in. arkuszy przekładkowych, oraz szacowanie liczby pozostałych jednostek, co usprawnia depaletyzację całych warstw lub opakowań jednostkowych. Dzięki generowaniu trójwymiarowej chmury punktów, systemy te pozwalają także na dokładne ustalanie położenia palet, co jest kluczowe w pracy autonomicznych i półautonomicznych pojazdów transportowych.
Drugi istotny obszar to podnoszenie i odkładanie, czyli pick & place. Dzięki analizie otoczenia w czasie rzeczywistym, czujniki wizyjne umożliwiają precyzyjne pozycjonowanie chwytaków robotycznych. Minimalizacja ryzyka kolizji oraz optymalizacja trajektorii ruchu chwytaków przekłada się na bezpieczne i efektywne realizowanie zadań związanych z manipulacją obiektami.
Synchronizacja w pakowarkach pionowych
Kluczowe znaczenie dla jakości i wydajności pakowania w tego typu maszynach ma synchronizacja zadań formowania opakowania i jego napełniania. W tym celu część pakowarki odpowiedzialna za uwalnianie/dozowanie produktu powinna we właściwym momencie odebrać sygnał wyzwalający albo odwrotnie – kiedy napełni opakowanie, powinna taki sygnał wysłać do części pakowarki, która formuje kolejne. Przeważnie stosuje się pierwsze podejście, synchronizując dozownik z pakowarką. Specyfika produktu może w tym przypadku wymagać, aby sygnał wyzwalający był wysyłany nieco wcześniej lub nieco później względem momentu, kiedy opakowanie zostało uformowane. Zależy to od szybkości spadania produktu. Jeżeli bowiem spada on zbyt szybko, może zostać zgrzany razem ze szwem dolnym. W takim przypadku sygnał wyzwalania wymaga opóźnienia. Właściwy moment ustala się, dostrajając pakowarkę metodą prób i błędów. Gdy dodatkowo zgrzewane opakowania są wkładane do pudełek, nadrzędną funkcję w obrębie linii pakowania – składającej się wówczas z pakowarki pionowej oraz automatu składającego, wypełniającego oraz zaklejającego kartony – pełni zazwyczaj ten ostatni. W pakowaniu wykorzystywane są również roboty przemysłowe.
Roboty w pakowaniu
Na stanowiskach pakowania roboty zazwyczaj realizują zadania typu pick and place. Obejmują one następującą sekwencję czynności: podniesienie obiektu, jego przeniesienie, a potem odłożenie go w miejscu docelowym, często z zachowaniem konkretnej orientacji. Takiego podejścia wymagają produkty, które należy, ze względu na ich specyfikę, podnosić i odkładać pojedynczo. Przykładami są drobne artykuły spożywcze o delikatnej strukturze, jak ciastka czy czekoladki, które przez roboty na stanowiskach pakowania są przekładane z taśmociągu linii produkcyjnej do pudełek. Wspólnymi cechami typowych aplikacji pick and place są: bardzo duża szybkość operowania przekładanymi obiektami i stosunkowo krótkie odległości, na jakie są one przenoszone.
Wprawdzie zadanie pick and place w teorii wydaje się nieskomplikowane, w praktyce jednak zorganizowanie takiego stanowiska pakowania z robotem przemysłowym może się okazać wyzwaniem. Przede wszystkim, żeby móc w pełni wykorzystać szybkości osiągalne przez roboty przemysłowe, należy zsynchronizować stanowisko pick and place z innymi liniami, stanowiskami i systemami, z którymi współpracuje. Przykładem są przenośniki taśmowe – skoordynowanie robota z taśmociągiem pozwala na pobieranie i odkładanie produktów bez konieczności zatrzymywania przenośnika. To znaczenie przyspiesza pakowanie.
Oprócz tego roboty zwykle są sterowane wizyjnie. W ten sposób nakierowuje się je na obiekt i informuje, czy – i jeśli tak, to jak – powinny zmienić jego orientację. Ponadto, opierając się na sygnale z kamery, można połączyć pakowanie z kontrolą jakości. Dzięki temu robot będzie podnosił tylko produkty spełniające zadane kryteria, pozostawiając na taśmociągu te wybrakowane, albo z sortowaniem produktów, jeżeli na taśmie wspólnie są transportowane wyroby różnego typu, np. różniące się kolorem, które należy zapakować oddzielnie.
Case study – Paletyzacja na linii pakowania farb

Pewne przedsiębiorstwo z branży farbiarskiej zainwestowało w zmodernizowanie przestarzałej linii pakowania i paletyzacji pojemników z farbami, na której występowały problemy z konserwacją. To powodowało częste przestoje. Celem było też zwiększenie wydajności. Integrator, który podjął się realizacji tego zadania, zorganizował stanowisko scentralizowanej paletyzacji. Obsługuje ono równocześnie trzy linie produkcyjne i pakowania: puszek farby o pojemności 1 litra, wiader o pojemności 3,5 litra i wiader mieszczących 5 litrów farby.
Stanowisko
Na opisywanym stanowisku pracują dwa roboty przegubowe, skonfigurowane tak, aby paletyzowały skrzynie lub tace puszek i wiadra w jednym cyklu. Jedna maszyna jest przeznaczona do obsługi tych pierwszych, zaś druga paletyzuje wiadra 3,5- i 5-litrowe. Ich chwytaki dobrano w taki sposób, żeby mogły manipulować pojemnikami o różnych pojemnościach i pobierać palety bezpośrednio z dozownika. Ten ostatni jest ważnym komponentem stanowiska. Zaprojektowano go tak, by zapewnić zgodność z paletami w różnych rozmiarach. Ma kompaktową budowę. Można go też rozbudować w celu dostosowania do nowych wymagań, bez uszczerbku dla ogólnego układu stanowiska.
Przebieg procesu
Proces paletyzacji zaczyna się od tego, że puszki i wiadra z farbą poddawane są kontroli wagi. Te, które nie spełniają wymagań, zostają odrzucone. Następnie robot pakujący umieszcza puszki na tacach lub w skrzynkach, zgodnie z wytycznymi danego zamówienia. Te opakowania zbiorcze są przenośnikiem transportowane na stanowisko paletyzacji. Równocześnie z drugiej linii trafiają tam wiadra 3,5- i 5-litrowe. Roboty paletyzujące pobierają z dozownika palety i układają na nich tace, skrzynki i wiadra, zgodnie z określonym wzorem. Załadowane palety są transportowane na stanowisko, gdzie zostają owinięte folią, co ma przygotować je do bezpiecznej wysyłki.
Korzyści
Wdrożenie opisywanego stanowiska przyniosło przedsiębiorstwu wiele korzyści. Przede wszystkim poprawiono niezawodność i zwiększono wydajność o kilkanaście procent. Ponadto zrobotyzowane paletyzatory ograniczyły ręczną obsługę, zmniejszając ryzyko wypadków. Specjalnie zaprojektowane chwytaki umożliwiły bezproblemową paletyzację rozmaitych typów i rozmiarów opakowań oraz obsługę różnych wzorców pakowania oraz paletyzacji. Stanowisko zostało zorganizowane tak, żeby można je było skalować, dodając kolejne przenośniki i roboty – chcąc np. sprostać większej liczbie zamówień. Dodatkowo jego układ można łatwo odtworzyć w innej lokalizacji.
Pakowanie pick and place
Wychodząc naprzeciw potrzebom w zakresie koordynowania robotów na stanowiskach pick and place z pozostałym wyposażeniem, ich producenci oferują specjalne rozwiązania programowe, w których proces synchronizowania modułów odwzorowujących poszczególne funkcjonalności jest maksymalnie uproszczony. Tego typu programy zazwyczaj pozwalają także optymalizować zadanie pakowania pod różnymi kątami, np. jego maksymalnego przyspieszenia albo zastosowania profili ruchów ograniczających zużycie energii lub zużycie mechaniczne komponentów robota.
Kolejną istotną kwestią na etapie organizowania stanowiska pakowania z robotem realizującym zadanie pick and place jest dobór odpowiedniego chwytaka. Jest to element, który ma bezpośredni kontakt z transportowanym produktem. Dlatego od jego właściwego doboru zależy zarówno to, czy przenoszony obiekt nie zostanie w trakcie transportu uszkodzony, jak i to, czy robot będzie w stanie go utrzymać. Oferta dostawców chwytaków jest pod tym względem bardzo bogata. Przykładami są te przeznaczone do manipulowania obiektami o powierzchni o wysokim połysku w taki sposób, aby nie pozostawiać na niej śladów – co jest ważne, jeżeli nie ma możliwości ich przetarcia po zapakowaniu, oraz chwytaki przystosowane do przenoszenia produktów delikatnych, takich jak jajka czy owoce. Te ostatnie wykonuje się np. z miękkiego silikonu.

Paletyzacja
Proces paletyzacji polega na umieszczeniu produktów na palecie, zazwyczaj w celu przekazania ich do wysyłki lub magazynu. Układa się je w stos, w taki sposób, aby jak największa ich liczba zajmowała jak najmniej miejsca, jednocześnie dbając o stabilność ładunku, by nie dopuścić do jego przesuwania się na palecie, jej przewrócenia ani zniszczenia poszczególnych paczek. Konieczność usprawnienia załadunku palet pojawiła się wraz z uruchomieniem pierwszych linii pakowania. Opracowano w tym celu półautomatyczne i w pełni zautomatyzowane systemy paletyzacji.
Przykładowo, w półautomacie paletyzacja przebiega następująco: najpierw paczki są przenoszone taśmociągiem na stanowisko, gdzie po dotarciu do ogranicznika układa się je jedna przy drugiej, tworząc rząd, np. czterech sztuk. Następnie paczki ustawione w linii operator przesuwa na podnośnik. Na nim, rząd po rzędzie, układana jest warstwa. Gdy jest już gotowa, paczki zostają ze wszystkich stron wyrównane przez prowadnice. W kolejnym kroku płyta podnośnika przesuwa się nad paletę, gdzie jest centrowana nad poprzednią warstwą paczek. Następnie stopniowo wysuwa się ją spod nich, a te, rząd po rzędzie, układają się na poprzedniej warstwie. Kiedy paleta jest pełna, paczki są ponownie wyrównywane i zabiera ją wózek widłowy.

Łukasz Maziarczyk
PIA-ZAP
W naszych aplikacjach wykorzystujemy roboty wieloosiowe o zwiększonym udźwigu i zasięgu, które łączą zadania manipulacyjne z logistyką wewnętrzną – np. paletyzację, foliowanie, znakowanie czy przekazywanie na zewnętrzne systemy transportowe. Jeśli chodzi o rozwój robotyzacji w przemyśle w perspektywie najbliższych 3–5 lat, to będzie on mocno ukierunkowany na dalszą elastyczność, dostępność i wygodę. Klienci oczekują rozwiązań gotowych do szybkich przezbrojeń, obsługi zróżnicowanych formatów opakowań i łatwej adaptacji do zmian produkcyjnych. Dostrzegamy wzrost znaczenia zaawansowanych systemów wizyjnych i sztucznej inteligencji, które pozwalają robotom/systemom na podejmowanie decyzji „w locie”, np. przy nieuporządkowanym ułożeniu produktów czy dynamicznej zmianie opakowań.
W obszarze wyzwań przy wdrażaniu zautomatyzowanych systemów pakowania i paletyzacji, najczęściej spotykamy się z trzema obszarami problemowymi. Po pierwsze, niejednorodność produktów i opakowań, która utrudnia standaryzację rozwiązań. Po drugie, ograniczona przestrzeń w halach produkcyjnych, która wymusza projektowanie kompaktowych i często niestandardowych układów linii. Po trzecie, w mniejszych firmach występuje niedobór kompetencji po stronie obsługi, co sprawia, że kluczowe staje się intuicyjne sterowanie i dobry system wsparcia technicznego po uruchomieniu. Klienci oczekują dziś nie tylko automatyzacji, ale rozwiązań „szytych na miarę”, przyjaznych w obsłudze, prostych w konserwacji i gotowych do dalszej integracji z systemami zarządzania produkcją z zachowaniem cyberbezpieczeństwa.
Aby zwiększyć przepustowość, w różny sposób usprawnia się tworzenie rzędów i warstw paczek, wykorzystując złożone systemy przenośników w pełni automatyzujące paletyzację. W zależności od konfiguracji systemu palety są obniżane z każdą uformowaną warstwą (układanie w dół) albo pozostają nieruchome, gdy podnoszone są warstwy paczek na podnośniku (układanie w górę). Półautomatyczne i automatyczne stanowiska paletyzacji dodatkowo wyposaża się w automatyczne foliarki. Owijają one w folię rzędy albo warstwy pakunków, co chroni je przed uszkodzeniem oraz stabilizuje ładunek palety.
W paletyzacji wykorzystywane są również roboty. Wyróżnia je większa elastyczność w zakresie zmiany typu obsługiwanych palet i wzorca układania paczek oraz szybkość. Są to głównie roboty trzech typów: kartezjańskie, SCARA oraz przegubowe. Pierwsze przeważnie nie sprawdzają się w paletyzacji z dużą przepustowością – maksymalnie typowo wynosi ona ok. dziesięciu paczek na minutę. Jest to skutkiem ograniczonej przestrzeni operacyjnej oraz elastyczności robotów kartezjańskich. W porównaniu z nimi roboty SCARA wyróżnia większa wydajność operacyjna, ale z drugiej strony ich udźwig nie przekracza 20 kg. Sprawdzają się za to w wielotorowych liniach pakowania. Najelastyczniejsze rozwiązanie stanowią roboty przegubowe. Wyróżnia je także duża szybkość i udźwig, dlatego są najczęściej używane w paletyzacji.

Monika Jaworowska


















