
Zautomatyzowana produkcja komponentów dla radarów samochodowych
Weißer + Grießhaber produkuje w Mönchweiler osłony czujników radarowych stosowanych w samochodach marek Audi i Porsche. Są to komponenty istotne dla prawidłowej pracy systemów radarowych w pojazdach premium, ponieważ chronią wrażliwą elektronikę czujników. Ich produkcja odbywa się przy bardzo wysokich wymaganiach jakościowych i obejmuje około 1,4 mln części rocznie na dwóch liniach.
Nowa linia została oparta na komórce wtrysku 2K, zintegrowanej z wieloma procesami poprzedzającymi i następującymi po samym formowaniu. Rozwiązanie łączy robotyzację, rozbudowane procedury kontroli jakości, systemy buforowania oraz narzędzia IT wspierające nadzór nad produkcją.
Projektowanie automatyzacji równolegle z rozwojem produktu
Technicy Weißer + Grießhaber byli zaangażowani w proces rozwoju produktu u dostawcy motoryzacyjnego Bosch jeszcze przed złożeniem zamówienia seryjnego. Równolegle w zakładzie EGS Automation w Donaueschingen powstawały pierwsze stacje automatyzacji komórki wtryskowej.
Jak wyjaśnia Hartmut Pfalzgraf, Project Manager w EGS Automation, ograniczony harmonogram wymusił rozpoczęcie planowania automatyzacji w trakcie rozwoju produktu, a więc bez finalnych danych. Było to możliwe dzięki elastycznemu projektowaniu części komponentów instalacji i procesów oraz uwzględnieniu możliwości łatwej wymiany i adaptacji wybranych elementów.
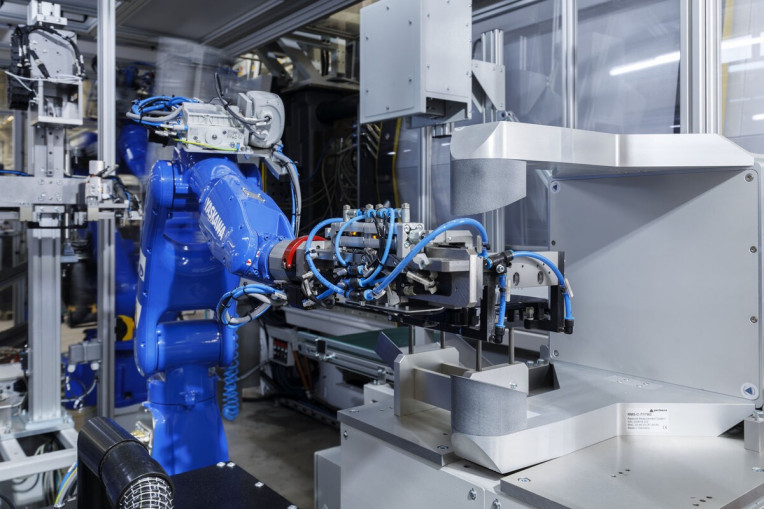
Praca w modelu projektowania współbieżnego miała kluczowe znaczenie dla terminowego uruchomienia złożonej linii z dwoma powiązanymi procesami wtrysku. Pierwsza komórka odpowiada za produkcję plastikowych elementów bazowych z dwoma pinami kontaktowymi. W jej skład wchodzą linia wykrawania, robot Scara do separowania i pozycjonowania kontaktów, sześcioosiowy robot Yaskawa do załadunku i rozładunku wtryskarki Arburg oraz stacja testowa.
Na tym etapie elementy bazowe przechodzą stuprocentową kontrolę. Następnie są odkładane na tace i układane w stos przez system Sumo Ecoplex firmy EGS Automation.
Druga komórka wtryskowa z sześcioma robotami
Z pierwszej komórki elementy trafiają w trybie ręcznym do drugiej komórki wtryskowej. Operator podaje tace z elementami bazowymi do instalacji przez drugi system paletyzacji Ecoplex.
Udało się zautomatyzować złożony proces produkcyjny obejmujący wiele operacji przed i po wtrysku, przy zachowaniu bardzo ograniczonej przestrzeni. W pełni zautomatyzowana komórka obejmuje łącznie sześć robotów, stację nawijania, pięć zintegrowanych stacji testowych, liczne czujniki oraz rozbudowane rozwiązania IT dla produkcji.
W drugiej części procesu element bazowy jest najpierw owijany bardzo cienkim drutem miedzianym. Drut ten służy później do ogrzewania osłony czujnika radarowego. Operację wykonuje specjalny system nawijania, który dodatkowo zgrzewa końce przewodu z pinami i przeprowadza elektryczny test ciągłości. Automatyzację tej komórki zapewnia robot Scara.
Następnie element bazowy z nawiniętym drutem jest obtryskiwany. Dwustopniowy proces realizowany jest na całkowicie elektrycznej wtryskarce Arburg 920-2K. Po wtrysku komponenty przechodzą kolejne etapy kontroli, a następnie otrzymują kod Data Matrix.
Roboty Yaskawa w obsłudze maszyn i testów
W instalacji zastosowano pięć sześcioosiowych robotów Yaskawa do automatycznego łączenia poszczególnych stacji. Są to dwa roboty GP25 do zadań manipulacyjnych, większy GP50 do automatyzacji pracy wtryskarki oraz dwa kompaktowe roboty GP7 obsługujące procesy testowe po wtrysku. Wszystkie roboty wyposażono w chwytaki próżniowe, aby zapewnić delikatne przenoszenie osłon radarowych.
Jak mówi Emre Yeniay, Technical Engineer Manufacturing Equipment w Weißer + Grießhaber, oprócz wysokiej precyzji istotna jest dostępność robotów Yaskawa, szczególnie przy pracy zakładu w trybie 24/7.
Jednym z ważnych elementów instalacji jest duża stacja transferowa umieszczona przed wtryskarką. Dostęp do niej mają dwa roboty GP25 oraz większy GP50. Mniejszy robot sześcioosiowy przejmuje montaż elementów bazowych wychodzących ze stacji nawijania, natomiast GP50 pobiera je parami i umieszcza w maszynie wtryskowej.
Stacja transferowa ma pojemność 24 elementów bazowych i pełni również funkcję bufora. W przypadku zakłócenia w procesie poprzedzającym, na przykład podczas nawijania drutu, wtryskarka może kontynuować produkcję w czasie cyklu. Kluczowe znaczenie ma tu zachowanie równowagi termicznej, które daje technikom czas potrzebny na usunięcie problemu.
Kontrola jakości w kilku etapach
Po obtrysku robot GP50 wyjmuje części z wtryskarki i natychmiast realizuje pierwszy etap kontroli. W ramach inspekcji typu swash circle robot przesuwa komponenty pod systemem kamer, który sprawdza dokładne ustawienie pinów kontaktowych. Następnie GP50 przekazuje części do drugiej stacji transferowej.
Dalszą obsługę osłon radarowych w kolejnych stacjach testowych realizują dwa kompaktowe roboty Yaskawa GP7. Najpierw wykonywany jest test rezystancji elektrycznej, który potwierdza prawidłowe działanie przewodu grzewczego. Równolegle przeprowadzany jest test płaskości w zakresie tolerancji wynoszącym jedynie dziesięć mikrometrów. Kolejnym etapem jest złożony test tłumienia radarowego.
Na końcu robot GP7 przekazuje elementy do stacji znakowania laserowego. Przetestowane osłony czujników radarowych otrzymują indywidualny kod Data Matrix, który następnie jest sprawdzany pod kątem czytelności.
W kodzie zapisywane są informacje dotyczące parametrów produkcji i kontroli jakości. Zapewnia to pełną dokumentację oraz stuprocentową identyfikowalność każdego komponentu. W ostatnim kroku robot GP7 odkłada gotowe części do pojemników klienta SLC. Po ich całkowitym wypełnieniu i ręcznym usunięciu z systemu pojemniki są układane przez robota GP25 przy kolejnym systemie paletyzacji Ecoplex.
Dane procesowe jako podstawa dalszej optymalizacji
W produkcji komponentów związanych z bezpieczeństwem duże znaczenie ma ograniczenie liczby braków. Każdy odrzucony element wpływa na rentowność procesu, ponieważ osłony czujników radarowych są stosunkowo kosztownymi komponentami. Dlatego każdy etap produkcji i testowania jest monitorowany przez czujniki, a dane są wizualizowane przez system DAQ na dużym wyświetlaczu umieszczonym przy linii.
Operatorzy i technicy mogą śledzić procesy w czasie rzeczywistym, identyfikować trendy i szybko reagować na odchylenia. Weißer + Grießhaber planuje jednak dalszą optymalizację. Firma zatrudnia specjalistów IT dla produkcji, których zadaniem jest wdrażanie dodatkowych funkcji opartych na sztucznej inteligencji.
Podstawą tych działań są istniejące zbiory danych z poszczególnych etapów procesu. Wykorzystanie generatywnej AI ma umożliwić przejście od modelu reaktywnego do predykcyjnego modelu produkcji, który będzie zdolny do dalszej optymalizacji. Celem jest dodatkowe ograniczenie poziomu błędów w najbliższej przyszłości.
Kierunek: większa integracja procesów
Produkcja osłon czujników radarowych, realizowana z wykorzystaniem dwóch połączonych procesów wtrysku, dużej głębokości tworzenia wartości, licznych zintegrowanych operacji oraz rozbudowanej automatyzacji, pokazuje kierunek rozwoju procesów produkcyjnych firmy we współpracy z partnerami takimi jak EGS Automation.
Źródło: Yaskawa
Więcej na www.yaskawa.pl













