Spawanie laserem to stosunkowo młoda technika łączenia materiałów - w przemyśle zaczęto z niej korzystać na masową skalę dopiero w latach 90. ubiegłego wieku. Dzięki licznym zaletom w zestawieniu z innymi metodami szybko jednak stała się popularna. To nie znaczy niestety, że nie wiążą się z nią problemy, z którymi spotykają się także spawacze posługujący się innymi technikami.
W artykule przedstawiamy wybrane problemy wraz z przykładowymi sposobami ich rozwiązywania, na wstępie krótko charakteryzując proces spawania laserem.
Techniki spawania laserowego
Techniki spawania laserowego dzieli się na dwie kategorie, spawanie kondukcyjne i spawanie z głębokim wtopieniem. W metodzie pierwszej powierzchnia złącza jest podgrzewana powyżej temperatury topnienia, ale nie w takim stopniu, by spawane materiały mogły odparować. To oznacza, że tylko pochłaniają promieniowanie lasera, ale nie są penetrowane przez jego wiązkę. Roztopione materiały przenikają się i zastygają, tworząc spoinę.
Wykonywane tą metodą spoiny przeważnie są gładkie i zaokrąglone. Zwykle nie wymagają obróbki wykończeniowej. Są też typowo szersze niż głębsze. Przewodność cieplna materiału ogranicza maksymalną głębokość spawu, która ze względu na konieczność używania laserów małych mocy (rzędu setek watów) nie przekracza zazwyczaj milimetra. W spawaniu kondukcyjnym korzysta się zarówno z laserów ciągłych, jak i impulsowych. W ten sposób łączy się głównie części cienkościenne i te, które wymagają estetycznej spoiny.
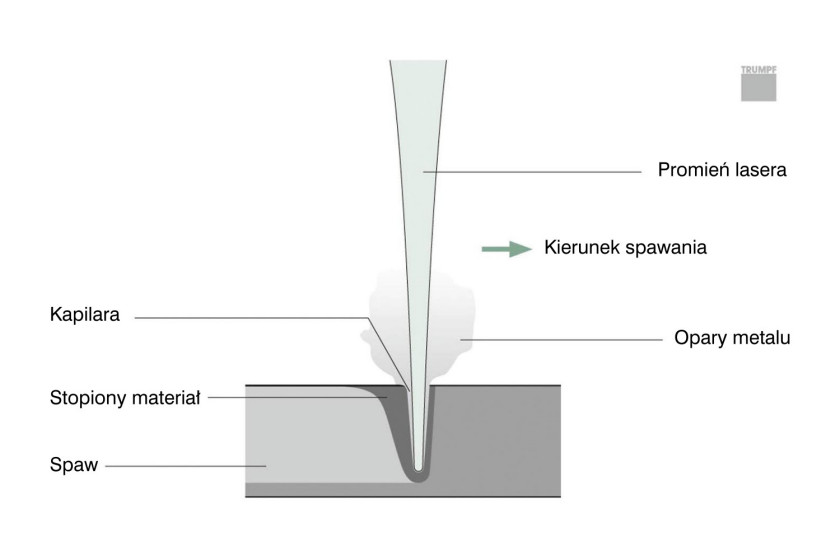
W spawaniu z głębokim wtopieniem wiązka lasera nie tylko topi materiały złącza, lecz powoduje także ich odparowanie. W efekcie na stopione materiały działa ciśnienie i częściowo je wypiera, powodując powstanie głębokiego i bardzo wąskiego otworu – kapilary. Jest ona wypełniona rozszerzającą się parą wodną, która zapobiega zapadaniu się ścianek tego otworu i otoczona stopionym materiałem. Przy przesuwaniu się kapilary podążającej za wiązką lasera zastyga on, tworząc spoinę. Warto też dodać, że na ściankach kapilary promień lasera ulega wielokrotnemu odbiciu, a stopiony materiał całkowicie absorbuje promień lasera. To zwiększa skuteczność spawania. Głębokość wykonanych tą technika spawów jest kilka razy większa niż szerokość i wynosi nawet kilkadziesiąt milimetrów. W spawaniu z głębokim wtopieniem używa się laserów o większej mocy niż w konwekcyjnym, zwykle rzędu kilowatów. Jest to metoda szybka.
Przegląd typów laserów spawalniczych
W spawaniu wykorzystywane są lasery różnych typów, od światłowodowych i diodowych, przez te na ciele stałym, jak lasery Nd:YAG, po gazowe CO2.
Lasery światłowodowe, o długości fali około 1 μm, wyróżnia niezawodność i niski koszt. Poza tym zapewniają elastyczność w zakresie wymiarów spoin i duży stosunek głębokości penetracji do mocy, co pozwala uzyskać duże szybkości spawania.
Lasery gazowe CO2 wykorzystywane są głównie w łączeniu materiałów grubszymi spoinami odpornymi na naprężenia, przykładowo w spawaniu blach na potrzeby przemysłu stoczniowego.
Lasery Nd:YAG, o zbliżonej długości fali do laserów światłowodowych, zapewniają duże moce szczytowe przy niewielkich rozmiarach. Wyróżniającym je zastosowaniem jest mikrospawanie, proces wykorzystywany w produkcji implantów medycznych.
Lasery diodowe cechuje duży rozmiar plamki i wyższa wydajność niż lasery światłowodowe. Są dostępne w szerokim zakresie długości fal, 780‒1060 nm, 1400=1500 nm, 450 nm. Ostatnia sprawdza się zwłaszcza w spawaniu miedzi ze względu na jej dużą absorpcję (65%) w tym materiale w porównaniu z promieniowaniem podczerwonym (tylko 5%). Lasery diodowe wykorzystywane są również w łączeniu tworzyw sztucznych.
Rys. 1. Spawanie z głębokim wtopieniem
Zalety spawarek laserowych
Rys. 2. Lasery z dynamiczną wiązką wykorzystujące technikę OPA do łączenia koherentnych wiązek
Jak uniknąć pękania spoin?
Pękanie spoin jest problemem rzadszym niż porowatość, lecz poważniejszym – ta druga przeważnie nie dyskwalifikuje złącza spawanego, podczas gdy pęknięte spawy są niedopuszczalne. Jaki jest mechanizm ich powstawania? Gdy materiał jest podgrzewany, rozszerza się. Jeśli złącze i obszar wokół niego szybko się ochładzają, materiał kurczy się i generuje naprężenia rozciągające w złączu. Te propagują pęknięcia albo są magazynowane w materiale jako naprężenia szczątkowe, które zmniejszają wytrzymałość spoiny. Pęknięcia mogą też wystąpić, jeżeli spaw krzepnąc, tworzy strukturę ziarnistą.
Jak zapobiegać pękaniu spoin?
Żeby zapobiec pękaniu spoin, m.in. stosuje się różne kształty wiązek do ogrzewania wstępnego i końcowego, w celu kontrolowania gradientu krzepnięcia lub procesu chłodzenia. Rozwiązaniem jest również wytworzenie drugiego pola cieplnego za pomocą dodatkowego lasera albo grzania indukcyjnego. Preferowane jest wykorzystanie drugiego lasera, bo zapewnia on zlokalizowane grzanie, jest jednak kosztowny. Nagrzewanie indukcyjne jest bardziej ekonomiczne, ale trzeba ogrzać całą spawaną część, co może prowadzić do jej dużych odkształceń.
Korzysta się także z dyfrakcyjnych elementów optycznych, które formują wiązkę laserową tak, by rozdzielała się po obu stronach spawu. Symuluje to obecność dwóch laserów. Podejście to jest jednak nieelastyczne (ogranicza kształt spoiny), a przez to rzadko praktykowane. Oczekuje się ponadto, że podobnie jak w zapobieganiu porowatości również w ograniczaniu pęknięć sprawdzą się lasery z dynamicznym kształtowaniem wiązki, których moc będzie można modulować i dzielić na kilka wiązek w celu kontrolowania wprowadzanego do materiału ciepła.
Jak spawać części o różnych grubościach?
Kolejny problem to słabe płynięcie stopu, które może powodować m.in. rozpryski i zniekształcenia spawów. Te pierwsze występują, gdy materiał jest wyrzucany z jeziorka spawalniczego, często pod wpływem pary wydostającej się przez kapilarę. Materiał stopu, padając dookoła zestala się. Z kolei zniekształcenia spawów, jak podcięcia czy garby, mogą wystąpić, jeżeli prędkość stapiania jest za duża. Technologia DBL też w takich przypadkach ma być skuteczniejszą alternatywą dla obecnie stosowanego podejścia polegającego na poszerzaniu spoiny i większym jeziorku spawalniczym.
Problematyczne jest również spawanie części znacznie różniących się grubością, na przykład cienkiej blachy z grubą. Takie zadanie wymaga wytworzenia asymetrycznego pola cieplnego, co jest w tradycyjnym spawaniu niemożliwe. Dlatego zazwyczaj poziom mocy dobiera się tak, żeby umożliwił stopienie grubszej części, ale jeszcze nie spowodował deformacji, uszkodzenia ani przebicia tej cieńszej. To rozwiązanie nie jest jednak idealne.
Kolejny problem to spawanie szczelin. Jeżeli przykładowo szerokość rowka i średnica wiązki lasera mają taki sam rozmiar, promień przejdzie przez środek szczeliny, nie łącząc jej krawędzi. Rozwiązaniem jest użycie lasera z większą średnicą plamki lub prowadzenie wiązki po torze spiralnym, co jest jednak nieefektywne energetycznie i czasowo.
W obu tych przypadkach alternatywą również są lasery z dynamicznym kształtowaniem wiązki, generujące promienie w liczbie i o mocy właściwej dla danej geometrii spawanych części i szczelin.