
Woda wnikająca do obudowy powoduje zwarcia. Podobnie negatywnie wpływają deszcz, śnieg, środki chemiczne (smary, rozpuszczalniki, sól drogowa, środki myjące). Na kontakt z nimi narażone są m.in. wyposażenie statków i morskich elektrowni wiatrowych i panele operatorskie w sprzęcie górniczym, budowlanym, pojazdach komunalnych (odśnieżarki, śmieciarki), ratowniczych (wozy strażackie). Szafy elektryczne i obudowy na przykład w zakładach produkcji żywności, obróbki drewna, kopalniach są z kolei użytkowane w warunkach dużego zapylenia. Drobiny pyłu, które przenikają do ich wnętrza, też są źródłem wielu problemów (zwarcia, zatykanie wentylacji powodujące przegrzewanie).
Odporność na płyny i pyły zapewnia dobór właściwego materiału obudowy, materiału i typu jej uszczelnień i specjalna konstrukcja złączy. Poziom ochrony opisuje stopień IP. Kod IP składa się z dwóch cyfr. Pierwsza, od 0 do 6, opisuje poziom zabezpieczenia przed wnikaniem do wnętrza urządzenia ciał stałych, a druga, od 0 do 9, wody. Przykładowo obudowa o stopniu ochrony IP58 ma zagwarantowaną pyłoodporność i szczelność przy zanurzeniu ciągłym, IP56 – pyłoodporność i szczelność w razie zalania falą wody, a IP67 – pyłoszczelność i szczelność przy zanurzeniu czasowym.
Uszczelki
Obudowy przed wnikaniem ciał obcych chronią uszczelki: w postaci pasków, wycięte w kształt obrysu łączonych elementów lub wylewane w formie pianki, która zastyga. Pierwsze są tanie, ale na złączach i w rogach szybko niszczeją. Nie dotyczy to uszczelek wylewanych, ich zaletą jest ciągłość na całym obwodzie i dobra przyczepność do podłoża. Są tanie. Uszczelki wycinane są zwykle droższe.

Materiał uszczelki musi być odporny na te same czynniki zewnętrzne, co obudowa. Wykonuje się je zwykle z TPE, czyli elastomerów (kauczuków) termoplastycznych, PUR (poliuretanu), EPDM (terpolimeru etylenowo-propylenowo-dienowego) o dużej wytrzymałości na rozciąganie, neoprenu, silikonu. Najpopularniejszy jest neopren. Zaletą poliuretanów jest łatwość wytwarzania uszczelek o nieregularnych kształtach. Za silikonem przemawia odporność na promienie słoneczne i szeroki zakres temperatur pracy (–60°C... +170°C). Jest jednak droższy niż pozostałe materiały.
Złącza
Krytycznym elementem obudów są złącza. By nie dopuścić do przenikania przez nie czynników środowiskowych, korzysta się z modeli z uszczelnieniem. Popularne są złącza wodoodporne i pyłoszczelne oraz złącza hermetyczne.
Wodoodporność i pyłoszczelność zapewniają uszczelnienia z tworzyw sztucznych. W złączach hermetycznych izolację kontaktów wykonuje się ze szkła, ceramiki, żywicy. Są projektowane tak, by wytrzymały wysokie ciśnienie. Gazoszczelność wymagana jest w zastosowaniach specjalnych w wojsku, lotnictwie, na dużych głębokościach w eksploracji dna morskiego.
Popularnością cieszy się zwłaszcza pierwszy materiał. Zalety złączy hermetycznych z uszczelnieniem ze szkła to: trwałość, wytrzymałość mechaniczna i temperaturowa. Gazoszczelność uzyskuje się, topiąc szkło w piecu, aż wypełni przestrzeń między kontaktami i obudową wkładki, a między szkłem i metalem wytworzą się trwałe wiązania. Wtedy temperatura jest obniżana aż do schłodzenia wkładów.
Szkło i metal muszą mieć zbliżone współczynniki rozszerzalności termicznej. Zapobiega to powstawaniu niekontrolowanych naprężeń i przesunięć komponentów wkładki przy zmianie temperatury.
Korozja

Niekorzystny jest też kontakt wody z zewnętrznymi powierzchniami obudów, powodujący korozję, czyli postępujące niszczenie materiałów, zwłaszcza metali, w następstwie ich reakcji z otoczeniem. Rozwija się w obecności cieczy albo gazów, na ogół szybciej w wyższej temperaturze. Jej postępowi sprzyja obecność zanieczyszczeń.
Wyróżnia się kilka typów korozji. Pojawia się równomiernie lub miejscowo (wżerowa, szczelinowa). Galwaniczna występuje, jeżeli różne metale stykają się w obecności elektrolitu. Mikrokrystaliczna rozwija się na granicach ziaren metalu w wyniku niewłaściwej obróbki cieplnej, na przykład spawania, a wysokotemperaturowa na skutek reakcji z otoczeniem w podwyższonej temperaturze. Najpowszechniejsza jest korozja atmosferyczna. Przykład to rdza na żelazie. Może mieć charakter chemiczny albo elektrochemiczny.
Korozja to problem w branży morskiej, na statkach i farmach wiatrowych. Elementy ich konstrukcji i wyposażenia mają kontakt z wilgotnym i zasolonym powietrzem, na co narażona jest część statku niezanurzona w morzu i jego wnętrze (maszynownia, ładownia, kabiny), a w przypadku elektrowni – turbina, i ze słoną wodą morską. Z tą stykają się podwodna część kadłuba statków i wieże wiatraków. Korodują też części maszyn budowlanych, do prac leśnych, sprzętu górniczego. Choć korozji nie można całkiem wyeliminować, można ją ograniczyć. Jeśli mimo wszystko się rozwija, oznacza to, że zastosowane środki nie są wystarczające lub dany sprzęt nie nadaje się do użytku w tych konkretnych warunkach.
Projektowanie obudów wodoszczelnychKluczowe znaczenie ma materiał obudowy. Wybierać można z metali i tworzyw sztucznych. Poza ich ogólnymi właściwościami warto zwrócić uwagę na kwestie nieoczywiste. Na przykład wybierając mieszankę poliwęglanu PC z ABS łączącą zalety obu materiałów (łatwość obróbki ABS, dobre właściwości mechaniczne i termiczne poliwęglanu), trzeba pamiętać, że pod wpływem olejów i rozpuszczalników ulega uszkodzeniu. Dlatego śruby używane do łączenia części obudów z PC/ABS nie mogą być pokryte smarami, które z czasem wnikałyby do tego tworzywa, osłabiając konstrukcję. Ważny jest kształt obudowy. Unikać należy ostrych narożników. Trudno je uszczelnić i są podatne na uszkodzenia. Alternatywą są narożniki zaokrąglone. W ich przypadku łatwiej zapewnić ciągłość uszczelnienia i są trwalsze. Uszczelnienie zapewniają uniwersalne uszczelki oring. Wymagają one precyzyjnego montażu – w razie niedopasowania części obudowy, mimo obecności uszczelki woda wniknie do środka. Dlatego nie sprawdzają się przy wyższych stopniach ochrony IP. Alternatywą są uszczelki niestandardowe wykonywane na wymiar. Prawdopodobieństwo ich niewłaściwego założenia jest mniejsze, ale by były dopasowane, muszą być zwykle grubsze niż standardowe. To wpływa na estetykę obudowy. Najlepsze rozwiązanie to uszczelki wylewane formowane bezpośrednio na obudowie. Integracja uszczelnienia przyspiesza montaż, a na szczelność nie wpływają zdolności manualne osób, które składają obudowę. Ważny jest docisk uszczelki, bo nie tylko zapobiega wnikaniu wody do środka, ale i pozwala uniknąć konsekwencji zmian ciśnienia w obudowie na skutek wahań temperatury. Gdy bowiem osłona się nagrzewa ciśnienie wewnątrz niej rośnie przez co powietrze nieszczelnościami wypływa na zewnątrz. Gdy z kolei zaczyna się ochładzać, odwrócony gradient ciśnienia powoduje zasysanie powietrza z otoczenia. By do tego nie dopuścić należy zapobiec wybrzuszaniu się obudowy przez gęstsze rozmieszczenie śrub montażowych. |
Jak zapobiegać korozji?
Kluczowy jest dobór materiałów. Odporna na korozję jest stal nierdzewna, dzięki zawartości chromu (min. 10%), który tworzy na powierzchni samonaprawiającą się warstwę tlenku. Występuje w różnych odmianach.
Stal nierdzewną 316 wyróżnia wyjątkowa odporność na korozję ze względu na większą zawartość niklu i dodatek molibdenu. Dzięki temu jest to popularny materiał obudów urządzeń elektrycznych do pracy w środowisku morskim. Ten typ stali sprawdza się szczególnie w ich korpusach, natomiast nie jest polecany jako materiał wykonania elementów, takich jak nakrętki, śruby, złącza. W zamian lepiej jest wykorzystać stal nierdzewną 304, o większej wytrzymałości i odporności na zużycie (częściowo dzięki nieco większej zawartości chromu) i tańszą.
Kolejne materiały to stopy miedzi. Wyróżnia je dobre przewodnictwo cieplne i elektryczne, dobre właściwości mechaniczne, łatwość obróbki. Choć reagują z niektórymi kwasami, generalnie w powietrzu, wodzie, słonej wodzie, w obecności wielu organicznych i nieorganicznych chemikaliów charakteryzuje je duża odporność na korozję. Nikiel i jego stopy są z kolei odporne na roztwory żrące. Inny przykład to aluminium i jego stopy, m.in. 5052, który poza odpornością na korozję wyróżnia wytrzymałość zmęczeniowa i łatwość spawania.
Ważna kwestia to kompatybilność metali. Trzeba unikać zestawień, w których może wystąpić korozja galwaniczna, na przykład połączenia miedzi i stali nierdzewnej. Metale zabezpiecza się też powłokami ochronnymi wytwarzanymi m.in. w procesie cynkowania i miedziowania. Przed korozją zabezpiecza ponadto malowanie proszkowe i powłoki ceramiczne.
Korozja zbiorników na wodę w pojazdach strażackichCase study 
Na wykonanych ze stali nierdzewnej typu 1,4301 zbiornikach na wodę (surową, nieoczyszczoną) w pojazdach strażackich wykryto korozję powodującą wycieki. Uszkodzeniu uległy głównie spawy. Wykryto tam miejscowe wżery. Spawy miały prawidłową strukturę i zostały dokładnie oczyszczone po spawaniu (przebarwienia cieplne usunięto chemicznie). Badania próbek wody wykazały, że jej parametry chemiczne są akceptowalne przy odporności korozyjnej użytej stali. Natomiast badania mikrobiologiczne osadów ze stali i wody wykazały obecność tlenowych bakterii heterotroficznych w procesie metabolizmu wytwarzających kwas organiczny. Obecne były także bakterie utleniające żelazo i mangan. Wszystkie te mikroorganizmy, poprzez różne mechanizmy, powodowały korozję. Sprzyjało temu też to, że woda w zbiornikach stała. To ułatwiało nagromadzanie się bakterii w spawach i innych szczelinach. By w przyszłości uniknąć takich problemów, należy używać wody uzdatnionej lub stosować środki dezynfekujące odpowiednie dla stali, z której wykonano zbiorniki. |
Korozja szczelinowa płytowych wymienników ciepłaCase study 
Po kilku miesiącach użytkowania na płytowych wymiennikach ciepła wykonanych z austenitycznej stali nierdzewnej typu 1,4404 zainstalowanych w hydroelektrowni wykryto perforację wywołaną korozją. Na skutek ich uszkodzenia okresowo dochodziło do przekraczania przez temperaturę oleju smarowego generatorów wartości dopuszczalnej, co skutkowało przestojami w produkcji energii. W instalacji używano surowej wody o małym stężeniu chlorków. Gdy jednak była nieczynna, ze względu na konstrukcję wlotów wody i fakt, że była zlokalizowana na rzece w pobliżu wybrzeża morskiego, silnie zasolona woda morska wpływała do systemu. Skutkiem były miejscowe uszkodzenia korozyjne, zwłaszcza w szczelinach między płytami. Ponieważ wykorzystywany typ stali nierdzewnej okazał się nieodporny na kontakt z wodą o tak dużej zawartości chlorów, konieczna okazała się wymiana używanych wymienników na takie z płytami tytanowymi. |
Korozja szczelinowa wymiennika ciepła na statkuCase study Nowe wymienniki ciepła, które zamontowano w maszynowni statku, wykonano z stali nierdzewnej austenitycznej typu 1,4404. Po kilku tygodniach, podczas których były wystawione na działanie atmosfery morskiej, na rurach odkryto ślady korozji. Uszkodzenia zlokalizowane były w obszarze styku rur – wzdłużna spoina była prawie całkowicie skorodowana. Charakter uszkodzeń wskazywał na nieodpowiednie rozwiązanie konstrukcyjne, w taki sposób wykonanym złączu występowała bowiem szczelina, w której łatwo gromadziły się ciała obce i osadzały się chemicznie agresywne produkty kondensacji morskiego powietrza. Jednocześnie obszar szczeliny był zubożony w tlen, co zmniejszało zdolność warstwy pasywnej do regeneracji (repasywacji), która zapewnia odporność na korozję. Konieczna zatem okazała się wymiana wymienników na inny model. |
Korozja wżerowa w instalacji odsalaniaCase study 
Po kilku miesiącach eksploatacji na elementach instalacji odsalania wody wykonanych ze stali nierdzewnej w rejonie złączy spawanych wykryto korozję powodującą nieszczelność. Badanie składu chemicznego metodą fluorescencyjnej spektrometrii rentgenowskiej wykazało, że rury wykonano z dwóch rodzajów austenitycznych stali nierdzewnych – odcinek z pierścieniem uszczelniającym ze stali typu 1,4372, a pozostałą część ze stali 1,4404. Wżery korozyjne pojawiły się na złączach spawanych na obu materiałach, ale badania rentgenowskie i makroskopowe wykazały, że części wykonane z pierwszego typu stali uległy większym uszkodzeniom. Jest to konsekwencją niższej zawartości pierwiastków stopowych i braku Mo w porównaniu ze stalą typu 1,4404. Oba materiały mają jednak niewystarczającą odporność na wodę o zawartości chlorków, jak w tej instalacji (zasolenie do 3500 mg/l). Ponadto rozwój korozji w obszarze złącza przyspieszyło to, że przebarwienia powstałe w wyniku ogrzania podczas spawania nie zostały dokładnie usunięte. By uniknąć uszkodzeń, należało wykonać instalację z rur ze stali nierdzewnej superaustenitycznej albo duplex, przykładając większą wagę do jakości wykończenia zespawanych powierzchni albo wykorzystać rury z tworzywa sztucznego. Na te ostatnie ostatecznie wymieniono te skorodowane. |
Przeciekająca obudowaCase study Użytkownicy nowo wprowadzonych na rynek przenośnych urządzeń pomiarowych zaczęli masowo zgłaszać ich producentowi, że mimo deklarowanej wodoodporności (IPX7), przeciekają. Przeprowadzone podciśnieniowe testy szczelności potwierdziły usterkę, więc obudowę postanowiono przeprojektować. 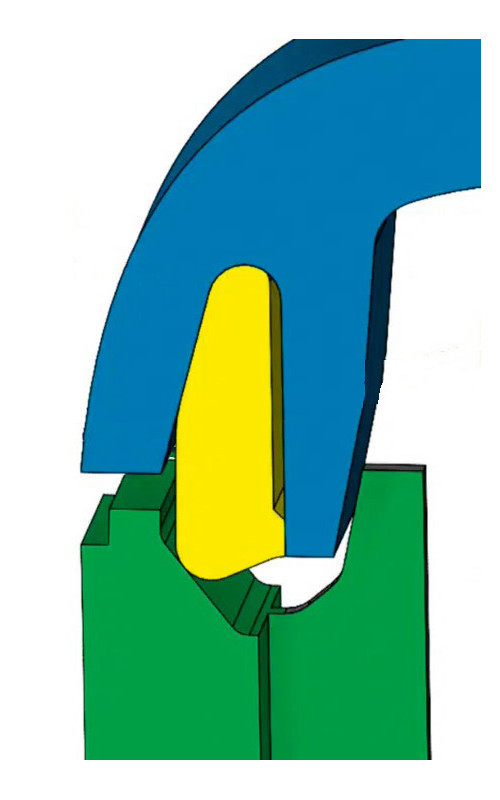
Rozpoczęto od analizy wykonania uszczelki między przednią i tylną częścią obudowy. W istniejącej konstrukcji została wykorzystana uszczelka o przekroju okrągłym o średnicy 1,2 mm. Umieszczono ją w rowku o głębokości 0,9 mm. Oznaczało to, że będzie ściskana osiowo o 0,3 mm. Z kolei szerokość rowka wynosiła 1,4 mm. Pozostawało zatem jedynie 0,1 mm luzu promieniowego po każdej stronie uszczelki. Przy takich wymiarach współczynnik wypełnienia rowka uszczelką wynosił 90%. Jeżeli jednak uwzględnić tolerancję wykonania, na przykład na poziomie ±0.05mm, współczynnik wypełnienia wzrastał do 115%. Uszczelka o 15% większa niż rowek uniemożliwiała domknięcie obudowy. W efekcie warunek szczelności IPX7 był niemożliwy do spełnienia. Współczynnik wypełnienia należało więc zmniejszyć, zmniejszając średnicę uszczelki lub zwiększając głębokość bądź szerokość rowka. Ze względu na ograniczone możliwości ingerencji w rozmiary urządzenia rowka nie można było wystarczająco poszerzyć. Z kolei zmniejszenie średnicy uszczelki lub zwiększenie głębokości rowka przy mniejszych tolerancjach wykonania też skutkowałoby rozszczelnieniem. Oczywiste stało się, że należało zrezygnować z okrągłej uszczelki na rzecz konstrukcji zapewniającej większy margines w kierunku osiowym bez zajmowania większej ilości miejsca promieniowo. Rozwiązaniem okazała się uszczelka w kształcie jak na rys. 1, o szerokości 1,5 mm, a zatem trochę szersza niż ta wcześniejsza i zarazem prawie 4-krotnie wyższa (4,35 mm). Dzięki kątowi styku 50º między uszczelką a tylną obudową ściskanie jest zapewniane częściowo przez zaciśnięcie śrub obudowy (osiowo), a częściowo przez sztywność zmontowanych części obudowy (promieniowo). W celu przetestowania projektu wykonany został model obudowy i uszczelki na drukarce 3D. Przeszedł on pomyślnie podciśnieniowe testy szczelności. To zdecydowało o przekazaniu projektu obudowy do realizacji. Także gotowe urządzenia spełniły wymóg stopnia ochrony IPX7. |
Warunki kriogeniczne

Temperatury kriogeniczne to te poniżej –150°C. W takich warunkach przechowuje się m.in. ciekły azot, tlen, hel, wodór i skroplony gaz ziemny, wykorzystywane w różnych branżach, od energetyki po medycynę. Sprzęt do ich transportu i przechowywania musi spełniać specjalne wymagania.
Kluczowy jest wybór materiałów wykonania. Powinny się charakteryzować: małą przewodnością cieplną, by ograniczyć przepływy ciepła i tym samym straty energii, małą rozszerzalnością cieplną, by uniknąć pęknięć i deformacji na skutek cykli termicznych, dużą wytrzymałością na obciążenia mechaniczne i ciśnienie, plastycznością ułatwiającą obróbkę, dużą twardością i dużą odpornością na korozję, by zapobiec wyciekom.
Popularne materiały w sprzęcie kriogenicznym to: stal nierdzewna, aluminium, stopy niklu. Pierwsza ma wymaganą wytrzymałość, ciągliwość, twardość, odporność na korozję i małą przewodność termiczną. Z drugiej strony cechuje ją duża rozszerzalność cieplna. Aluminium ma małą przewodność cieplną, małą rozszerzalność cieplną, dużą wytrzymałość i dużą odporność na korozję, ale niestety małą ciągliwość i twardość. Stopy niklu natomiast w niskich temperaturach mają dużą wytrzymałość, ciągliwość, twardość oraz odporność na korozję. Są jednak drogie i trudne do spawania.
Przykładowe zastosowania
Na przykład w kolumnach do destylacji kriogenicznej ze stali nierdzewnej wykonuje się płaszcz i tace ze względu na dobrą wytrzymałość, ciągliwość i odporność na korozję tego materiału. W rurach preferowane jest aluminium, bo ma małą przewodność cieplną i małą rozszerzalność termiczną.
W kriogenicznych zbiornikach ze stopów niklu wykonuje się płaszcz i zawory ze względu na dużą wytrzymałość, twardość i odporność na korozję, jaka je cechuje. Materiały polimerowe są używane do wykonania izolacji i wykładzin ze względu na ich małą przewodność cieplną i dużą elastyczność.
Z kolei w pompach kriogenicznych obudowy i wirniki są aluminiowe, gdyż materiał ten ma małą przewodność cieplną, małą rozszerzalność cieplną, dużą wytrzymałość i dużą odporność na korozję. Wały i łożyska wykonuje się ze stali nierdzewnej, bo ma dużą ciągliwość i wytrzymałość.
Izolacja kriogeniczna
Skuteczna izolacja ogranicza zużycie energii potrzebnej do utrzymania niskiej temperatury. Ponadto przy wzroście temperatury płyny kriogeniczne szybko się rozszerzają i stają się lotne. Dzięki skutecznej izolacji pozostają stabilne, nie zagrażając bezpieczeństwu obsługi. Utrzymywanie temperatur kriogenicznych jest niezbędne dla zachowania jakości produktów m.in. w farmacji i produkcji żywności. Bez odpowiedniej izolacji zmiany temperatury mogą także prowadzić do uszkodzeń sprzętu i zbiorników z tego typu substancjami przez ich rozszczelnienie.

Wiele materiałów jest używanych jako izolacja kriogeniczna. Przykład to perlit, naturalny minerał charakteryzujący się małą przewodnością cieplną i lekkością. Izolacja perlitowa jest często stosowana w zbiornikach i rurociągach z LNG.
Kriogeniczne zbiorniki i kontenery transportowe często izoluje się z wykorzystaniem pianki poliuretanowej. W pojazdach kosmicznych, instrumentach naukowych i zbiornikach wykorzystuje się też izolację próżniową, polegającą na wytworzeniu próżni między kilkoma warstwami metalizowanego materiału o właściwościach refleksyjnych.
Włókno szklane jest używane, jeśli jednocześnie wymagana jest ochrona mechaniczna. Wyróżniające się lekkością, silnie porowate aerożele stosowane są w specjalistycznych zastosowaniach kriogenicznych m.in. w lotnictwie i laboratoriach badawczych.
Materiały ogniotrwałe w piecach

Uwagi wymagają też ekstremalnie wysokie temperatury. Na przykład piece, w których w takich warunkach wsady są wypalane lub stapiane, od wewnątrz wykłada się materiałami ogniotrwałymi. Od ich wyboru zależy sprawność energetyczna i bezpieczeństwo pieców, bo zapewniają izolację termiczną i wytrzymałość na wysokie temperatury, jak też odporność na środki chemiczne i naprężenia. Czasem wykładziny muszą spełniać określone dodatkowe wymogi.
W wielkich piecach, zwłaszcza w paleniskach i otworach spustowych poddawanych intensywnym naprężeniom termicznym i mechanicznym, wykorzystuje się cegły z tlenku glinu lub węgla i magnezu. W piecach do topienia szkła wykładziny narażone na wysokie temperatury i korodujący wpływ stopionego szkła wykonuje się z krzemionki i materiałów ogniotrwałych o dużej zawartości tlenku glinu oraz cyrkonu. Krytyczne obszary, takie jak gardziel topielnika i korona regeneratora, zabezpiecza się specjalnie odlewanymi wyłożeniami.
Wykładziny w piecach cementowych narażone na wpływ substancji o odczynie silnie zasadowym i właściwościach ściernych wykonuje się ze spinelu glinianu magnezu i materiałów ogniotrwałych o dużej zawartości tlenku glinu. Poszczególne strefy tych pieców, jak sekcja podgrzewania wstępnego, kalcynacji i spalania, mogą wymagać dodatkowego wzmocnienia.
W spalarniach śmieci wykładziny są narażone na agresywne działanie chemiczne ubocznych produktów spalania. By je przed tym zabezpieczyć, stosuje się materiały ogniotrwałe o dużej zawartości tlenku glinu, na bazie chromu i krzemionkę. W piecach do wygrzewania, z których korzysta się w przemyśle stalowym, wyłożenia narażone na szoki termiczne też wykonuje się z materiałów ogniotrwałych o dużej zawartości tlenku glinu oraz krzemionki, a dodatkowo z materiałów magnezytowych.
Nagrzewanie się obudów

Źródłem ciepła może być także otoczenie. Na powodowany tym wzrost temperatury są narażone urządzenia elektryczne instalowane poza budynkami, gdzie są wystawione na bezpośrednie działanie promieni słonecznych. Przy silnym nasłonecznieniu ciepło przekazywane tą drogą kumuluje się z tym, które pochodzi od komponentów wewnętrznych. W zależności od warunków klimatycznych w miejscu instalacji może to powodować wzrost temperatury znacznie powyżej dopuszczalnego progu. Do przegrzewania się obudów próbuje się nie dopuszczać różnymi sposobami.
Przykładowo wyposaża się je w termostaty sterujące wentylatorami i grzejnikami w celu utrzymania stałej temperatury w dzień i w nocy. Pozwala to, poza obniżeniem temperatury w ciągu dnia, na uniknięcie kondensacji w nocy dzięki podgrzewaniu obudowy. Inne rozwiązania to: montaż urządzenia w miejscu mniej nasłonecznionym lub jego zasłonięcie specjalną osłoną.
Ochrona przed słońcem
Ponieważ od koloru obudowy zależy ilość pochłanianego promieniowania słonecznego, najlepiej korzystać z tych w jasnych kolorach, silniej je odbijających niż te ciemniejsze. Dostępne są też obudowy w wersji door-over-door, w której obudowa właściwa jest umieszczona w zewnętrznej dodatkowej osłonie. Dzięki temu ta wewnętrzna nie jest wystawiona na bezpośrednie działanie promieni słonecznych. Ponadto zewnętrza osłona stanowi dodatkową barierę do pokonania dla osób, które nie powinny mieć dostępu do urządzeń wewnątrz.
Silne nasłonecznienie jest problemem nie tylko ze względu na nagrzewanie się. Na przykład w panelach operatorskich w maszynach budowlanych i tych używanych w pracach leśnych pogarsza też czytelność wyświetlacza. By temu zapobiec, ich ekrany pokrywa się powłoką antyodblaskową.
Zagrożenie wybuchem

W wielu gałęziach przemysłu, m.in. w branży naftowej, chemicznej, farmaceutycznej, spożywczej i w górnictwie, może wystąpić atmosfera wybuchowa, czyli mieszanina palnych gazów, par, pyłów z powietrzem, w której po inicjacji źródłem zapłonu spalanie rozprzestrzenia się samorzutnie. Osoby i obiekty w pobliżu są wtedy narażone na działanie wysokich temperatur i fali uderzeniowej. Niebezpieczne są także przemieszczające się w niekontrolowany sposób resztki zniszczonych przez wybuch przedmiotów, brak tlenu, trujące produkty reakcji spalania.
Zapobieganie eksplozjom jest kluczowe. Jeśli jednak nie jest pewne, że wybuchowi uda się zapobiec, trzeba maksymalnie zabezpieczyć otoczenie przed jego skutkami. Dlatego w strefach zagrożonych wybuchem obowiązkowo korzysta się ze sprzętu spełniającego wymagania mającej w tym przypadku zastosowanie dyrektywy ATEX.
Przystosowując sprzęt do pracy w warunkach zagrożenia eksplozją, trzeba zapobiec zapaleniu przez niego atmosfery wybuchowej. Nie można więc dopuścić do iskrzenia, na przykład na skutek tarcia, uderzenia, wyładowania elektrostatycznego. Warunkiem jest też to, by części, które mają kontakt z mieszaniną wybuchową, nie osiągały temperatury jej zapłonu. Zalecenia projektowe w tym zakresie zostały zamieszczone w normach PN-EN 60079 zharmonizowanych z dyrektywą ATEX. Wyróżniono w nich cztery przypadki, w których środki ochronne nie pozwalają na zaistnienie niebezpiecznej sytuacji.
Obudowy atex
W pierwszym wniknięcie mieszanki wybuchowej do sprzętu, w którym może znajdować się źródło zapłonu i to, że do niego dojdzie, jest dopuszczalne, ale wyklucza się wypływ ognia do otoczenia. Wymóg ten spełniają obudowy ognioszczelne (Ex d, PN-EN 60079-1) i osłony piaskowe (Ex q, PN-EN 60079-5). Ochrona w postaci obudowy gazowej z nadciśnieniem (Ex p, PN-EN 60079-2), przez zanurzenie w cieczy (Ex o, PN-EN 60079-6) lub hermetyzację (Ex m, PN-EN 60079-18), to przykłady zabezpieczeń zapobiegających wnikaniu mieszanki wybuchowej i/lub jej zetknięciu z wewnętrznymi wynikającymi z funkcji urządzenia potencjalnymi źródłami zapłonu. Zabezpieczenie urządzeń budową wzmocnioną (Ex e, PN-EN 60079-7) gwarantuje, że nawet jeśli mieszanka wybuchowa przedostanie się do obudowy działającego sprzętu, to się nie zapali. Iskrzenie ani podwyższone temperatury nie wystąpią w urządzeniach iskrobezpiecznych (Ex i, PN-EN 60079-11). Rozwiązania konstrukcyjne obudów wybranych typów przedstawiono w ramce.
Obudowy ATEXPrzykłady konstrukcji Obudowy ognioszczelne osłaniające części mogące zapalić atmosferę wybuchową znajdującą się wewnątrz muszą wytrzymać ciśnienie eksplozji. Dzięki temu nie dopuszcza się do rozprzestrzenienia się eksplozji do otaczającej obudowę atmosfery wybuchowej. By ten wymóg spełnić, wykorzystuje się materiały o odpowiedniej wytrzymałości mechanicznej. Ponadto wszelkie odstępy między częściami obudowy powinny być na tyle wąskie i długie, by wypływający nimi gorący gaz ostygł i nie mógł już spowodować zapłonu mieszaniny wybuchowej, gdy wydostanie się na zewnątrz. W obudowach w wersji ognioszczelnej wykonywane są urządzenia, w których podczas normalnej pracy powstają iskry, łuki elektryczne i/albo gorące powierzchnie, jak na przykład: rozdzielnice, bezpieczniki, oprawy oświetleniowe, hamulce cierne, silniki elektryczne. Obudowa wzmocniona kategorii e gwarantuje brak możliwości wystąpienia źródła zapłonu w jakiejkolwiek postaci w trakcie normalnej pracy i w sytuacji awaryjnej, na przykład w razie zablokowania wirnika silnika. W tym celu wprowadza się wiele niezależnych zabezpieczeń. Przykładowo silniki są oddzielnie chronione przed przeciążeniem i przed wzrostem temperatury z innych powodów. Wymagane jest też zabezpieczenie na wypadek zaniku napięcia w jednej fazie, bo może wówczas dojść do przegrzania silnika w wyniku zwiększonego poboru prądu z pozostałych faz. W urządzeniach o stopniu ochrony q wszystkie części iskrzące i nagrzewające się zanurzone są w piasku (lub w szklanych kulach). Izolator jest wprowadzany na etapie produkcji do wnętrza obudowy, której zwykle nie da się otworzyć w czasie eksploatacji. Ważne jest, by piasek nie mógł się z osłony wydostać, co gwarantuje odpowiedni poziom jej szczelności. |
Groźne drgania

Wyposażenie maszyn i pojazdów specjalnych rolniczych, budowlanych, górniczych i transportowych, jak pociągi, powinno być też odporne na uderzenia i wibracje. Są one przenoszone z układu napędowego lub w następstwie kontaktu z przeszkodami terenowymi, w normalnych warunkach pracy nie można ich więc uniknąć.
Ich skutkiem jest zmęczenie materiałów, luzowanie śrub, pękanie spoin. To skraca żywotność sprzętu, pogarsza warunki pracy, wpływa negatywnie na jakość wyrobów, na przykład gdy wibracje zakłócą pracę urządzeń do obróbki precyzyjnej. By temu zapobiec, stosuje się różne rozwiązania je izolujące, tłumiące i amortyzujące.
Izolacja drgań zapobiega ich przekazywaniu. Polega to na niedopuszczeniu do tego, by energia wibracji przeniosła się z obiektu, jeśli jest źródłem wibracji lub na niego, gdy jest odbiornikiem drgań. Tłumienie wibracji rozprasza energię drgań. W tym celu jest pochłaniana lub przekształcana w inny typ energii.
Problemy z czystością oleju hydraulicznegoCase study Układy hydrauliczne w sprzęcie górniczym są narażone na wnikanie cząstek. W pewnej kopalni z tego powodu koparki ulegały częstym awariom – w krótkim czasie konieczna była wymiana czterech pomp tłokowych i pięciu silników. Zgłoszono też kilkadziesiąt problemów z wężami hydraulicznymi i czujnikami. Nadmiernie zanieczyszczony olej trzeba było często wymieniać. Gdy koszty przestojów i konserwacji zaczęły rosnąć, zdecydowano się wdrożyć środki naprawcze. Najpierw postanowiono ograniczyć zanieczyszczenia wprowadzane do układów hydraulicznych koparek przez nowe węże. W tym celu przedmuchiwano je i przepłukiwano, by osunąć resztki materiałów (guma, wióry metalowe), z których je wykonano. Następnie zamykano je z obu stron, by zapobiec ich zanieczyszczaniu podczas przechowywania i obsługi przed montażem. Dodatkowo przeprowadzono szkolenia dla techników z procedur minimalizujących wnikanie drobin podczas instalacji węży. W kolejnym kroku wymieniono płyn hydrauliczny na olej o podwyższonej żywotności. Następnie oględzinom poddany został filtr w przewodzie powrotnym. Na podstawie stwierdzonych uszkodzeń zdecydowano się wymienić dotychczasowy celulozowy element na filtr z włókna szklanego. Poza tym dodano perforowany deflektor przepływu, by zabezpieczyć filtr przed uszkodzeniem w trakcie eksploatacji. Ponieważ zauważono też przetarcia i brak szczelności, dodano uszczelki. W ostatnim etapie ujednolicono procedury pobierania próbek oleju i przeszkolono w tym zakresie personel. 
|
Ochrona przed wibracjami
Izolatory i tłumiki drgań to komponenty mechaniczne. Przykład to konstrukcje sprężynowe zbudowane z dwóch płytek, między którymi mocowana jest sprężyna. Są wykonywane z różnych materiałów, głównie stali węglowej, stali nierdzewnej i aluminium. Popularne są też komponenty elastomerowe, zbudowane z metalowych elementów, które pełnią funkcję wsporników montażowych, oddzielonych materiałem elastomerowym, zapewniającym pożądaną sztywność i tłumienie wibracji.
Zadaniem amortyzatorów uderzeń jest przyjęcie energii kinetycznej udaru i przekształcenie jej w energię termiczną. Ciepło to zostaje potem rozproszone w otoczeniu. W konstrukcji maszyn i pojazdów narażonych na silne drgania i udary eliminuje się też podzespoły najbardziej na nie wrażliwe, na przykład zastępując wentylatory radiatorami, a elementy wykonane ze szkła tymi z tworzyw sztucznych.
Ograniczanie wibracji w maszynach rolniczychŹródła wibracji w ciągnikach rolniczych dzieli się na wewnętrzne i zewnętrze. Do pierwszych zaliczany jest napęd pojazdu. Silnik, przekładnie, układy hydrauliczne i pneumatyczne są źródłem drgań o wysokiej częstotliwości. Główną przyczyną zewnętrzną jest z kolei kontakt kół z podłożem, zwłaszcza gdy ciągnik przemieszcza się z dużą prędkością po nieutwardzonej nawierzchni. Powstają wtedy drgania o niskiej częstotliwości. Wibracje mogą się też przenosić z pracujących maszyn podłączonych do ciągnika. Bez względu na źródło drgania są odczuwalne przez operatora. W celu zmniejszenia poziomu wibracji, na które jest on narażony, stosuje się pasywne systemy antywibracyjne. Zalicza się do nich zawieszenie przedniej osi, kabiny, siedzenia. Ulepsza się też opony. Wprowadza się m.in. rozwiązania konstrukcyjne ograniczające przenoszenie drgań o niskiej częstotliwości powstałych na skutek nierówności podłoża. Takie jest zwiększanie szerokości opon, co skutkuje zmniejszeniem w nich ciśnienia i w konsekwencji efektywniejszą amortyzacją wyboistych powierzchni. Zwiększa się też elastyczność ścianek bocznych, co pozwala uzyskać większą nośność przy takim samym ciśnieniu napompowania opony i większe tłumienie drgań. 
|
Monika Jaworowska














