
Obróbka drewna obejmuje wiele etapów, które są dostosowane do wymogów produktu końcowego. Determinuje on także wybór gatunku drzewa. Chociaż drewno to jeden z najbardziej wszechstronnych materiałów, nie każde jest takie samo. Różne jego typy mają właściwości, które wpływają na zastosowanie. Przykładowo, drewno z drzew iglastych (sosna, jodła, świerk) ma małą gęstość i jest miękkie, przez co pozostaje podatne na zarysowania i wgniecenia. Dlatego używa się go do produkcji elementów konstrukcyjnych budynków, takich jak więźby dachowe, oraz tanich, masowo produkowanych mebli, ale nie nadaje się na podłogi w miejscach o dużym natężeniu ruchu – w przeciwieństwie do drewna z drzew liściastych (dąb, buk, jesion). To z kolei jest cięższe, twardsze i trwalsze, więc oprócz podłóg wykonuje się z niego droższe meble lepszej jakości, schody czy poręcze.
Wybrane drewno tnie się przy użyciu piły, aby uzyskać pożądany kształt, długość i grubość. Pocięte drewno powinno zostać wysuszone przez wystawienie na działanie powietrza oraz ciepła w kontrolowanych warunkach. Usunięcie nadmiaru wilgoci zapobiega jego odkształcaniu i pękaniu. Kolejne etapy zależą od rodzaju wyrobu finalnego.
Przykłady półproduktów drzewnych poddawanych dalszej obróbce to: tarcica, czyli drewno pocięte na deski, listwy, belki, oraz drewno rozdrobnione, w postaci trocin, wiórów, zrębków. To ostatnie jest produktem ubocznym (odpadem), jak wspomniane trociny i wióry, które powstają podczas obróbki mechanicznej większych kawałków drewna. Może też być celowo wytwarzane, jak zrębki będące surowcem do produkcji m.in. papieru.
Produkcja zrębków
Zrębki są efektem rozdrabniania większych kawałków drewna. Jeżeli mają zostać wykorzystane do produkcji papieru, kluczowe są ich jakość i regularność, które wpływają na właściwości produktu końcowego. Wybór gatunku drewna zależy z kolei od przeznaczenia papieru. To z drzew iglastych, o długich włóknach zapewniających wytrzymałość, nadaje się do produkcji papieru opakowaniowego. To z drzew liściastych, z krótkimi włóknami, jest natomiast częściej wykorzystywane do produkcji gładkiego, łatwego do zadrukowania papieru biurowego i chusteczek higienicznych.
Jeżeli zrębki pozyskiwane są z całych kłód, te najpierw trzeba okorować. Usunięcie kory, a razem z nią nagromadzonych na niej zabrudzeń, jest konieczne, ponieważ inaczej zanieczyszczałaby produkt końcowy. Okorowanie wykonuje się przy użyciu korowarek mechanicznych i myjek ciśnieniowych. Jeżeli chodzi o te pierwsze, najpopularniejsze są: bębnowe, rolkowe i z obrotowymi nożami.
W maszynach pierwszego typu pnie są wkładane do obracających się bębnów. Kora jest usuwana przez tarcie w wyniku ocierania się drzew o siebie nawzajem i dodatkowo o wypustki wewnątrz bębnów, które wspomagają przewracanie się kłód. W ten sposób można jednocześnie okorowywać wiele pni. Niestety, kora bywa usuwana niedokładnie, zwłaszcza z cienkich kłód, a ta zmrożona może w ogóle nie zostać zdjęta. Zapobiega temu spłukanie pni wodą, która rozpuszcza lód. Ograniczeniem tego podejścia jest duże zużycie wody, zwiększające koszty eksploatacji. Konieczne staje się także zagospodarowanie ścieków.
Case study: serwonapędy i systemy wizyjne w branży drzewnej
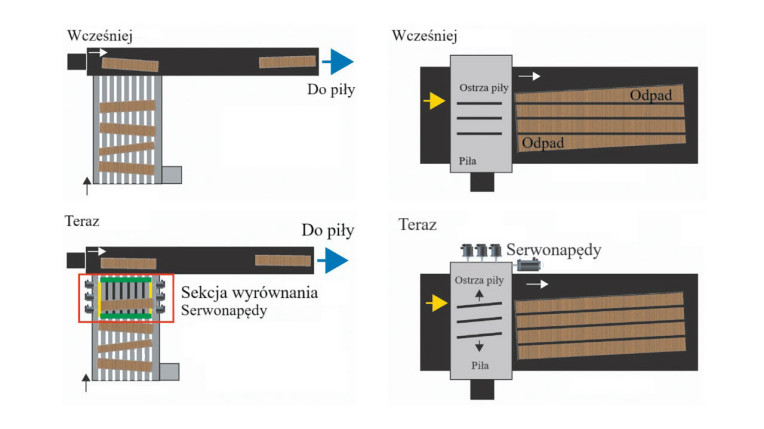
Rys. 1. Serwonapędy zmniejszyły ilość odpadów drzewnych
W pewnym tartaku postanowiono zmodernizować linię cięcia drewna. Jej główny komponent, piła, wyposażony był w napęd hydrauliczny. Spełniał on wymagania tego zastosowania, jeżeli chodzi o moc i moment obrotowy potrzebne do cięcia desek. Niestety był także źródłem licznych problemów. Wynikały one przede wszystkim z częstych wycieków płynu hydraulicznego. Rozlana ciecz brudziła drewno, sprawiając, że stawało się niezdatne do sprzedaży. Oprócz tego płyn, łącząc się z trocinami, będącymi ubocznym produktem obróbki desek, tworzył lepką maź. Ta z kolei zatykała mechanizmy i zakłócała działanie maszyn. Powodowało to przestoje. Konieczna też była częsta konserwacja.
Aby rozwiązać ten problem, postanowiono zrezygnować z napędu hydraulicznego na rzecz napędu serwo. Do tej pory nie było to brane pod uwagę, gdyż zakładano, że, po pierwsze, nie zapewni on wymaganej mocy ani momentu obrotowego, a po drugie, będzie zajmować zbyt dużo miejsca w stosunku do przestrzeni, która jest dostępna na stanowisku cięcia. To jednak w ostatnich latach, wraz z upowszechnieniem się kompaktowych serwosilników, których parametry spełniają warunki tego zastosowania, przestało być przeszkodą.
W zakładzie wdrożono także nowy system sterowania piłą i przenośnikami transportującymi deski na stanowisko cięcia, również wyposażonymi w serwonapędy. Współpracuje on z systemem wizyjnym. Oprogramowanie tego ostatniego określa położenie desek na transporterze i na wejściu piły. Na tej podstawie zostają obliczone punkty pozycjonowania. Oprogramowanie serwonapędów, opierając się na nich, wyznacza profile ruchu dla serwosilników w napędach pił i przenośników. Dzięki temu ostrza piły i rolki w sekcji wyrównania transportera są ustawiane pod kątami odpowiednimi do stopnia przekrzywienia deski. Pozwala to na jej wstępne wypozycjonowanie na przenośniku. Biorąc pod uwagę to, że ze względu na nieuniknione wibracje, na wejściu piły położenie deski może znów ulec nieznacznemu przesunięciu, stosownie do niego ustawiane są też ostrza piły. Dzięki temu udało się znacząco ograniczyć straty drewna.
Sterowanie korowarkami
Wiele pni jednocześnie oczyszczają również wspomniane korowarki rolkowe. Od bębnowych odróżnia je sposób toczenia kłód. W rolkowych u dołu nieruchomej rurowej obudowy zamontowane są stopniowane rolki z wypustkami tnącymi korę. Jednocześnie wałki te wypychają kłody w górę z boku obudowy, te zaś następnie staczają się po innych – i cykl się powtarza. Korę usuwają nie tylko ściernice na rolkach, odpada ona także na skutek wzajemnego tarcia kłód. Korowarki tego typu zdzierają korę z pni o różnych średnicach, także tę przymrożoną, zużywają mniej energii niż bębnowe i łatwiej można je regulować.
W trzecim typie maszyn warstwę wierzchnią z pni zrywają obrotowe noże. Lepiej sprawdzają się one w obróbce drewna miękkiego. Oprócz tego można regulować siłę nacisku noży odpowiednio do grubości i typu kory. W tym celu korowarki wyposaża się w czujniki, które mierzą cechy kłód i warunki, w jakich odbywa się korowanie (średnice wzdłuż pnia, długość kłody, jej skrzywienia, temperaturę). Na tej podstawie dobierane są parametry obróbki: siła nacisku ostrzy, szybkość przesuwu taśmy z kłodami i prędkość wirowania noży. Są one dodatkowo korygowane w oparciu na danych dostarczanych w pętli sprzężenia zwrotnego z systemu wizyjnego monitorującego jakość kłód na wyjściu. Tę charakteryzuje ilość pozostawionej kory, stopień utraty włókien, gładkość powierzchni.

Korowarki natryskowe
W korowaniu natryskowym przy użyciu myjek ciśnieniowych kora jest usuwana przez strumień wody. Jej ciśnienie dobierane jest tak, żeby siła uderzenia była wystarczająca do rozerwania wiązań między korą a drewnem, ale nie powodowała uszkodzenia tego ostatniego. W maszynach tego typu kłody przesuwają się przez system natryskowy albo dysze przemieszczają się wzdłuż pni. Kłody mogą być obracane, dzięki czemu strumienie wody uderzają w nie ze wszystkich stron.
Ponieważ korowarki natryskowe zużywają duże ilości wody, poddaje się ją recyklingowi – ta zużyta jest zbierana, filtrowana i wykorzystywana ponownie. Zaletą tych maszyn jest duża wydajność. Są w stanie okorować dużą liczbę kłód w stosunkowo krótkim czasie. To czyni je odpowiednimi do użytku na skalę przemysłową. Oprócz tego zautomatyzowane korowarki natryskowe usuwają korę z poszczególnych pni równomiernie i jednakowo dla wszystkich kłód, dzięki czemu drewno ma mniej skaz. Ponieważ nie wymagają bezpośredniego kontaktu z pniami, nie mają elementów, które na skutek ścierania się z czasem zużywałby się jak ostrza i bębny. Ciśnienie natrysku oraz konfigurację dysz można dostosować do różnych gatunków drewna, rozmiarów kłód i stopnia ich zawilgocenia.
Rodzaje rozdrabniaczy
Po okorowaniu kłody są cięte na krótsze odcinki jednakowej długości, co ma ułatwić ich dalszą obróbkę w rozdrabniaczu (rębaku). W tej maszynie są one krojone na zrębki. Wyróżnia się rębaki tarczowe i bębnowe. Rozdrabniacze drugiego typu wykorzystują bęben wyposażony w noże tnące, które obracają się z dużą prędkością, tnąc drewno na kawałki. Rębaki bębnowe sprawdzają się, gdy wymagane są duża wydajność, a zarazem jednakowy rozmiar zrębków – oraz w rozdrabnianiu grubych i twardych pni. Z drugiej strony, są większe i cięższe niż tarczowe, jak również droższe w zakupie i konserwacji. Poza tym wymagają silników o większej mocy, przez co zużywają też więcej energii. To zwiększa koszty ich eksploatacji.
W rozdrabniaczach tarczowych pnie na kawałki tną ostrza zamontowane na obrotowym dysku. Ich ograniczeniem jest mniejsza wydajność w porównaniu z rębakami bębnowymi. Ponadto nie nadają się do cięcia grubych kłód ani twardych gatunków drewna, zaś zrębki w nich uzyskiwane nie mają jednakowych rozmiarów.
Po rozdrobnieniu zrębki są przesiewane, co ma na celu usunięcie tych za dużych i tych zbyt małych. Wykorzystuje się do tego sita wibracyjne lub sita obrotowe. Wióry ponadwymiarowe podlegają powtórnemu rozdrabnianiu, natomiast te zbyt drobne są odrzucane jako trociny.

Henryk Jaszcz
ifm electronic
Które branże spośród drzewnej, meblarskiej i papierniczej są dla Państwa kluczowe?
Wszystkie trzy. W tartakach automatyzacja procesów takich jak cięcie i transport drewna znacząco zwiększa wydajność. W branży meblarskiej wspieramy działania związane z montażem, malowaniem i pakowaniem, co przekłada się na wyższą jakość produktów i szybszą produkcję. Z kolei w papierniach automatyzacja przetwarzania surowców, kontroli jakości i pakowania pozwala ograniczyć koszty i usprawnić cały proces wytwórczy.
Jakie rozwiązania automatyzacyjne oferują Państwo w tych sektorach?
W tartakach wdrażamy rozwiązania wspierające automatyczne systemy cięcia, czujniki wibracji do monitorowania maszyn, kamery analizujące geometrię kłód oraz czujniki optyczne wspierające transport i sortowanie. W fabrykach mebli stosuje się nasze systemy wizyjne 2D i 3D, wykorzystywane w robotach montujących i malujących, a także rozwiązania usprawniające automatyczne pakowanie. W papierniach natomiast używa się naszych czujników do pozycjonowania, czujników indukcyjnych do potwierdzania pozycji zaworów oraz ciśnienia, które wspierają precyzyjne sterowanie procesami. Dobrze również sprawują się nasze kable z wysokim IP oraz wytrzymałością na ciężkie warunki przemysłowe.
W jaki sposób rozwiązania od ifm wpływają na efektywność i jakość produkcji?
Nasze systemy zwiększają efektywność np. poprzez bieżący monitoring stanu maszyn (choćby poprzez analizę wibracji), a także zwiększają jakość produkcji dzięki kontroli wizyjnej i śledzeniu partii produkcyjnych na każdym etapie za pomocą RFID i kodów 1D/2D.
Jakie największe potrzeby zgłaszają klienci z trzech omawianych branż?
Najczęściej chodzi o zrównoważone wykorzystywanie surowców, a co za tym idzie – redukcję odpadów i zwiększenie wydajności produkcji oraz o problem z brakiem pracowników.
Czy widać rosnące zainteresowanie automatyzacją w mniejszych zakładach?
Zdecydowanie tak. Wynika to przede wszystkim z coraz szerszej dostępności nowoczesnych technologii automatyki, które jeszcze niedawno były zarezerwowane głównie dla dużych graczy. ifm, jako lider w tym obszarze, oferuje rozwiązania dopasowane do potrzeb i możliwości także mniejszych firm, co pozwala im realnie zwiększyć wydajność i jakość produkcji, bez konieczności dużych inwestycji infrastrukturalnych.
Jak zmieniły się oczekiwania klientów na przestrzeni ostatnich 2–3 lat?
Klienci oczekują dziś bardziej ekologicznych, spersonalizowanych produktów oraz szybszej realizacji zamówień, co przekłada się na wzrost znaczenia automatyzacji również w logistyce i magazynowaniu.
Czy automatyzacja wspiera działania proekologiczne lub zmniejsza zużycie surowców?
Zdecydowanie tak – precyzyjne systemy wizyjne pozwalają lepiej wykorzystać surowce, a monitoring stanu maszyn zwiększa wydajność przy niższym zużyciu energii, co wiąże się z obniżeniem kosztów.
Czy klienci pytają o technologie zwiększające efektywność energetyczną lub ograniczające odpady?
Tak, klienci aktywnie poszukują rozwiązań pozwalających monitorować zużycie energii i mediów, a także ograniczać straty materiałowe. Cele te mogą zostać zrealizowane dzięki systemom monitorowania zużycia sprężonego powietrza, energii elektrycznej oraz wibracji, pomagającym optymalizować procesy i ograniczać straty.
W jakim kierunku będzie rozwijać się automatyzacja omawianych branż w nadchodzących pięciu latach?
W mojej ocenie rozwój będzie ukierunkowany na roboty i coboty mające na celu optymalizację prac, IIoT, analizę danych w chmurze oraz automatyzację, umożliwiającą personalizację produkcji i predykcyjne utrzymanie ruchu.
Czy planują Państwo nowe produkty lub funkcje skierowane do omawianych branż?
Tak, rozwijamy m.in. technologie IO-Link, zaawansowane systemy wizyjne oraz rozwiązania do monitorowania maszyn z wykorzystaniem AI i chmury.
Branża papiernicza
Produkcja papieru to zadanie wieloetapowe, podczas którego surowce poddawane są mechanicznej i chemicznej obróbce w celu uzyskania miazgi drzewnej (ścieru, pulpy) i jej uformowania w arkusze. W zależności od właściwości produktu końcowego uwarunkowanych jego zastosowaniem szczegóły realizacji poszczególnych etapów mogą się różnić. Tak jest np. w przypadku papieru do pisania wysokiej jakości, który musi być biały, gładki i jednorodny – w przeciwieństwie do papieru gazetowego, dla którego dopuszczalne są: ciemniejsze zabarwienie, porowatość oraz mniejsza gęstość, czy opakowaniowego, od którego wymaga się większej wytrzymałości na rozrywanie i rozmakanie.
Produkcja papieru to proces wysoce zautomatyzowany. Produkt końcowy musi spełniać określone wymogi jakości, która w związku z tym wymaga kontroli. Oprócz tego, ze względu na duże zużycie energii, wody i negatywny wpływ na środowisko, na branżę papierniczą wywierane są naciski, aby oszczędzała media, ograniczała odpady i zwiększała wykorzystanie surowców z recyklingu.
Produkcja papieru
Pierwszym etapem w produkcji papieru jest przygotowanie surowców, którymi są wspomniane zrębki drzewne, masa papiernicza pozyskana z recyklingu makulatury i różne dodatki. Przykładowo, makulatura wymaga usunięcia farby drukarskiej, która inaczej zabarwiałaby odzyskaną masę papierniczą (patrz ramka: Usuwanie tuszu z makulatury).
Kolejny krok to rozwłóknianie, w którym zrębki drzewne oraz papier z recyklingu są przetwarzane na miazgę. W tym celu stosowana jest metoda mechaniczna albo chemiczna. Pierwsza polega na rozdzieleniu włókien przez zmielenie surowców. Ta technika jest szybka i wydajna. Produktem jest jednak pulpa o właściwościach, które ograniczają zakres jej wykorzystania do produkcji papieru gorszej jakości. W drugiej metodzie – do rozbicia ligniny, która wiąże włókna, używa się substancji chemicznych. Pozwala to na uzyskanie miazgi lepszej jakości. Metoda ta jest niestety droższa niż rozdrabnianie mechaniczne. Jej koszt próbuje się zmniejszyć, odzyskując chemikalia i ciepło do powtórnego wykorzystania (patrz ramka: Rozwłóknianie chemiczne).
Następnie włókna są myte i przesiewane w celu usunięcia wszelkich pozostałych zanieczyszczeń. Powstałą miazgę można wykorzystać do produkcji papieru lub poddać dalszej obróbce, by poprawić jej właściwości. W drugim przypadku przeprowadza się rafinację. Jest to proces mechaniczny, w którym na włókna oddziałują obrotowe tarcze albo pręty. Ma to na celu ich rozwarstwienie i wtłoczenie wody do ich ścianek komórkowych, co czyni włókna bardziej elastycznymi. Są one także rozbijane, co zwiększa ich powierzchnię. To z kolei poprawia wiązania pomiędzy nimi w gotowym arkuszu papieru. Proces rafinacji dostosowuje się, by uzyskać pulpę o konkretnych właściwościach, takich jak większa lub mniejsza wytrzymałość, porowatość, gładkość, w zależności od wymagań zastosowania produktu końcowego.
Maszyny papiernicze

Kolejne etapy obróbki miazgi są realizowane w maszynach papierniczych. Składają się one z kilku sekcji.
Pierwszą jest ta, w której z miazgi zaczyna być formowany papier. Do części maszyny wprowadza się masę papierniczą w postaci wodnej zawiesiny włókien i pęcherzyków powietrza. Jest ona w związku z tym projektowana tak, żeby umożliwić przejście pulpy ze stanu ciekłego do półpłynnego. To krytyczna część maszyny papierniczej, ponieważ ostateczna jakość papieru w ogromnym stopniu zależy od tego, jak dobrze uformowana zostanie pulpa. Jeżeli na tym etapie utrwalą się nierównomierny rozkład włókien czy słabe wiązania między nimi albo dojdzie do nadmiernego zatrzymywania w nich wody – nieuchronnie odbije się to negatywnie na wyglądzie oraz trwałości gotowego arkusza.
Pierwszym komponentem sekcji formowania jest wlew, którym wprowadza się miazgę. Powinien on zapewnić równomierne rozprowadzenie ścieru na całej szerokości maszyny. Pozostaje to jednak trudne ze względu na trójfazowość (gaz[powietrze] – ciecz[woda] – ciało stałe- [włókna]) płynu, jakim jest miazga. Z tego wynika złożoność charakterystyk jej przepływu, zmieniających się w zależności od gatunku drewna, konsystencji i prędkości jej dostarczania. W związku z tym wlew wyposaża się w generatory turbulencji w postaci specjalnie ukształtowanych rur, które wytwarzają mikrozaburzenia w przepływie zawiesiny. Dzięki temu staje się on bardziej jednorodny. Poza tym mikroturbulencje zapobiegają flokulacji (zlepianiu się) włókien.
Miazgę dalej pompuje się na sito. Gdy przemieszcza się wzdłuż niego, woda jest odprowadzana, a włókna zaczynają się ze sobą łączyć, tworząc wstęgę papieru. Konsystencja i prędkość przepływu pulpy są kontrolowane pod kątem uzyskania określonych właściwości arkusza, takich jak wytrzymałość, gładkość, grubość. Mokra wstęga przechodzi następnie przez kolejną sekcję maszyny papierniczej, czyli prasę. W tej części zestaw rolek wyciska z arkusza wodę i spłaszcza włókna, co powoduje ich zagęszczenie. W ostatniej sekcji papier jest suszony przez poddawanie go działaniu coraz wyższych temperatur, co powoduje stopniowe odparowywanie wilgoci.
Dodatkowy etap obróbki stanowi kalandrowanie. Polega ono na przepuszczaniu arkusza papieru przez zestaw podgrzewanych wałków. To poprawia właściwości jego powierzchni, takie jak gładkość, połysk i łatwość zadrukowania. Opcjonalnie wykonuje się też wybielanie.
Wybielanie
Lignina pozostaje głównym składnikiem masy celulozowej nawet po poddaniu jej chemicznemu rozwłóknianiu. Jej zawartość może sięgać od kilku do kilkunastu procent – przykładowo, niebielona pulpa świerkowa składa się z niej aż w 30%. Lignina nadaje brązowy kolor masie papierniczej. Jeżeli nie zostanie usunięta, będzie ciemnieć wraz z upływem czasu, skutkiem czego papier będzie żółknąć, ciemnieć i kruszyć się pod wpływem działania promieni słonecznych. By temu zapobiec, przeprowadza się wybielanie.
Jest to proces chemicznego usuwania ligniny z włókien celulozowych (delignyfikacji) w celu zwiększenia ich jasności. Dodatkowo w taki sposób oczyszcza się masę papierniczą z brudu i ciał obcych, które przetrwały rozwłóknianie. Wybielanie stanowi mniej niszczącą kontynuacją tego ostatniego. Choć bowiem dłuższe i intensywniejsze rozwłóknianie może usunąć więcej ligniny, równocześnie cząsteczki celulozy mogą wówczas ulec degradacji, a ich wiązania osłabnąć. Przekłada się to na gorszą jakość papieru. Wybielanie masy papierniczej, o ile zostanie wykonane prawidłowo, pozwala tego uniknąć. Jednocześnie zwiększa wartość rynkową produktu końcowego, ponieważ popyt na bielony papier rośnie.
Środki wybielające
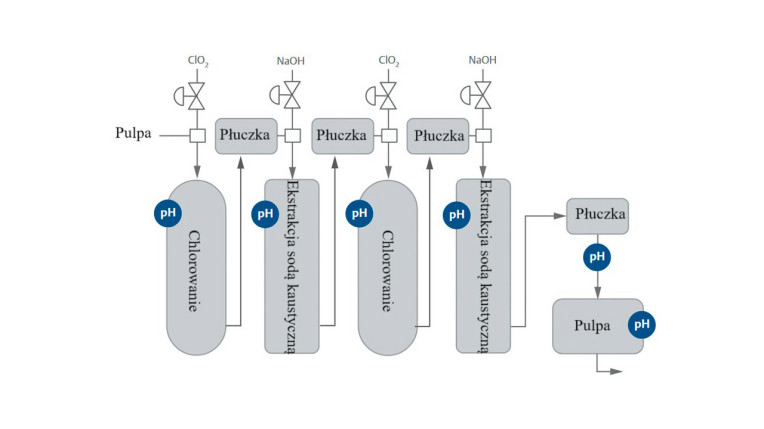
Przez lata do wybielania używano głównie chloru (Cl₂). Z czasem, z powodu jego skutków ubocznych, zaczęto go zastępować dwutlenkiem chloru (ClO₂). Chociaż jest on droższy od Cl₂, ma w porównaniu z nim wiele zalet – nie osłabia struktury papieru, jest silniejszym wybielaczem i mniej szkodzi środowisku. Początkowo ClO₂ był jedynie uzupełnieniem Cl₂ – dodawano go pod koniec procesu wybielania. Obecnie jednak całkowicie go wyparł, jako alternatywny środek wybielający. Procesem towarzyszącym chlorowaniu jest ekstrakcja z wykorzystaniem sody kaustycznej NaOH. Jej celem jest rozpuszczenie produktów reakcji chemicznych z poprzedniego etapu i przygotowanie pulpy do dalszej delignifikacji.
Przykład instalacji wybielania został przedstawiony na rysunku 2. Składa się z kilku stopni, w których dwutlenek chloru dodaje się do zbiorników z pulpą. Działanie ClO₂ wzmacniają mieszadła. Odczyn pH w zbiornikach jest utrzymywany na niskim poziomie (ok. 4). To przyspiesza zachodzące w nich reakcje chemiczne – wyższe pH wymagałoby użycia większej ilości dwutlenku chloru w celu uzyskania równoważnego efektu wybielającego. Po każdym chlorowaniu następuje ekstrakcja sodą kaustyczną, która ma na celu usunięcie przereagowanej ligniny przez jej rozpuszczenie. Wymaga to zapewnienia wysokiego pH (powyżej 11) – przy niższych wartościach tego współczynnika nie cała lignina zostałaby rozpuszczona. Potrzebna ilość sody kaustycznej jest natomiast proporcjonalna do ilości wybielacza dodanego na etapie chlorowania. Dodatkowo między wybielaniem a ekstrakcją odbywa się płukanie masy celulozowej w celu odzyskania ClO₂ i ograniczenia przepływu środków chemicznych w obrębie instalacji. Liczba stopni chlorowania – zazwyczaj co najmniej dwa – zależy od wymaganej skuteczności wybielania.
Rozwłóknianie chemiczne
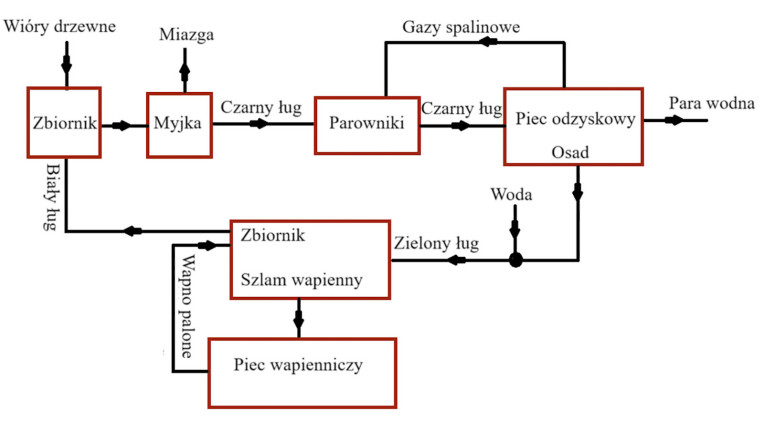
Rys. 3. Odzysk chemikaliów i ciepła procesowego
Chemiczne rozwłóknianie polega na rozpuszczaniu ligniny, która wiąże włókna celulozowe. W tym celu wykorzystuje się różne substancje. Popularnym rozwiązaniem jest poddanie włókien działaniu wysokiej temperatury i ciśnienia w tzw. białym ługu, który stanowi wodny roztwór siarczku sodu i wodorotlenku sodu. Może się to odbywać w ramach procesu wsadowego lub ciągłego, w nowszych instalacjach. W pierwszym przypadku wsad ze zbiornika trafia do myjek, gdzie zużyty roztwór, w którym włókna były gotowane, zostaje wypłukany z miazgi, poddawanej potem dalszej obróbce. Z roztworu natomiast próbuje się odzyskać chemikalia i ciepło procesowe.
W tym celu zużyty roztwór jest łączony z wodą wykorzystaną do płukania miazgi. W taki sposób powstaje słaby (rzadki) czarny ług, który następnie zostaje zagęszczany – najpierw w parowniku wielostopniowym, a potem w parowniku bezpośredniego kontaktu. W tym ostatnim ług jest podgrzewany przez gazy spalinowe z pieca odzyskowego. Powstaje w ten sposób mocny (gęsty) czarny ług, który wypala się w piecu odzyskowym. Spalanie substancji organicznych rozpuszczonych w czarnym ługu (głównie ligniny usuniętej z włókien drzewnych) zapewnia ciepło do wytwarzania pary technologicznej. Ta jest wykorzystywana do produkcji energii elektrycznej zasilającej urządzenia pracujące w instalacji chemicznego rozwłókniania. Natomiast nieorganiczne związki chemiczne obecne w czarnym ługu zbierają się na dnie pieca. Osad ten jest rozpuszczany w wodzie. W ten sposób powstaje zielony ług. Po dodaniu do niego wapna palonego (tlenku wapnia) uzyskuje się biały ług, w którym gotuje się kolejną partię włókien. Ponadto szlam wapienny wytrącający się w zbiorniku, w którym zachodziły reakcje prowadzące do wytworzenia białego ługu, jest kalcynowany w piecu wapienniczym w celu regeneracji wapna palonego.
Kontrola procesu wybielania
Na instalacje wybielania masy papierniczej składa się nagromadzenie czujników, które dostarczają informacji systemom sterowania dozownikami substancji chemicznych wykorzystywanych w tym procesie. Sterowniki te pracują w konfiguracji ze sprzężeniem zwrotnym.
Przykładowo, sensory przepływu masy papierniczej zapewniają dane do obliczenia startowej ilości dwutlenku chloru. W zbiornikach stopnia chlorowania zamontowane są czujniki mierzące jasność pulpy i współczynnik pH. Z kolei czujnik liczby Kappa (wskaźnika zawartości ligniny) montuje się przed dozownikiem chloru, co umożliwia sterowanie nim w układzie sprzężenia w przód. Ponadto za zbiornikami, w których zachodzi wybielanie i ekstrakcja sodą kaustyczną, instalowane są sensory resztkowego chloru oraz pH. Ten pierwszy dostarcza informacji zwrotnej wykorzystywanej do ograniczenia marnowania ClO₂, natomiast drugi – do optymalizacji zużycia NaOH. Oprócz tego w płuczce, między chlorowaniem i ekstrakcją sodą kaustyczną, przeprowadza się pomiar potencjału redoks (oksydacyjno-redukcyjnego). To pozwala na kontrolowanie skuteczności odzysku dwutlenku chloru.
Zrobotyzowane szlifowanie

Ważnym klientem tartaków, poza przemysłem papierniczym, jest również branża meblarska. Z drewna produkuje się wiele części, z których składane są meble. W przypadku np. tych tapicerowanych, z desek jest zbijany szkielet ich stelaża. To pierwszy etap produkcji kanap i foteli z obiciem z tkaniny, np. weluru lub ze skóry. Droższe meble lepszej jakości wykonuje się natomiast z litego, odpowiednio wykończonego drewna.
Uzyskanie jak najefektowniejszego wykończenia mebli to nie jedynie kwestia estetyki, ale również istotna cecha wpływająca na ich funkcjonalność i trwałość, a w rezultacie na zadowolenie klienta. Na efekt końcowy decydujący wpływ ma przygotowanie powierzchni, która jest później malowana, lakierowana, oklejana. Zwykle zadania takie, jak piaskowanie czy szlifowanie drewna wykonuje się ręcznie. Ponieważ jednak są one czaso- i pracochłonne, odbywają się w uciążliwych warunkach, a równocześnie ręcznie trudno jest utrzymać jakość ich wykonania na jednakowym poziomie, dąży się do ich automatyzacji. W tym celu coraz częściej wykorzystywane są roboty przemysłowe.
Rosnąca popularność tego rodzaju maszyn znajduje odzwierciedlenie w prognozach rynkowych. Szacuje się, że wartość globalnego rynku robotów szlifierskich zwiększy się z niecałego miliarda dol. w 2023 r. do ponad 2 mld dol. w 2031 r., co oznaczać będzie znaczący wzrost o prawie 12% rocznie (według Verified Market Research). Tendencja ta dowodzi coraz większej świadomości odnośnie do potencjału robotów jako rozwiązania problemu niedoboru siły roboczej, w zakresie zwiększania wydajności produkcji i poprawy jakości wyrobów.
Roboty szlifierskie
Są to zautomatyzowane systemy zaprojektowane do realizowania zadania wykończania powierzchni przez szlifowanie różnych materiałów, takich jak drewno, metal, plastik, kompozyty. Robot szlifierski zazwyczaj składa się z ramienia wyposażonego w specjalistyczne chwytaki, które trzymają narzędzie, np. szlifierkę orbitalną. Wykorzystuje się do tego roboty różnych typów, z których każdy najlepiej sprawdza się w określonych zastosowaniach.
Przykładowo, te z ramieniem przegubowym nadają się do wykańczania powierzchni przedmiotów o skomplikowanych konturach i szlifowania pod różnymi kątami. Roboty typu bramowego z kolei, dzięki szerokiemu zakresowi ruchów, są wykorzystywane w obróbce dużych, płaskich powierzchni. Współpracujące roboty szlifierskie wyróżnia natomiast kompaktowość i elastyczność. Ponieważ są zaprojektowane do bezpiecznej pracy u boku operatorów, nadają się do mniejszych warsztatów oraz zadań wymagających częstej interakcji z człowiekiem.
Możliwości robotów szlifierskich rosną wraz z postępem w dziedzinie przede wszystkim sensorów, oprogramowania do analizy danych pomiarowych i algorytmów sterowania, w szczególności dzięki rozwojowi AI. Główną innowacją jest wykorzystanie czujników nacisku. Na podstawie pomiarów, które one dostarczają, kontroler potrafi dostosować siłę, jaką robot przykłada do obrabianego przedmiotu, odpowiednio do jego kształtu, materiału i specyfiki wykonywanego zadania, np. grubości warstwy materiału przeznaczonej do usunięcia (głębokości szlifowania). Oprócz tego, opierając się na informacji zwrotnej z systemów wizyjnych, sterownik dopasowuje ustawienia robota oraz narzędzia, którym operuje, np. do konturów obiektu (zmieniając kąt szlifowania) lub do niedoskonałości na jego powierzchni – takich jak rysy, do których usunięcia konieczne jest wywarcie większego nacisku.
Robotyzacja szlifowania ma wiele zalet. Najważniejsze to: szybkość, precyzja i powtarzalność obróbki, nieosiągalne przez ludzi. Ponadto, uwalniając operatorów od zadań, podczas wykonywania których łatwo o wypadek, roboty zwiększają ich bezpieczeństwo.
Kolejne zalety robotyzacji

Robotyzacja pozwala również uniknąć błędów, które są typowe dla ludzi. Takim jest np. niezamierzone zaokrąglanie krawędzi. Dochodzi do niego, kiedy operator, przesuwając szlifierkę wzdłuż boku obrabianego przedmiotu, na chwilę odchyla ją od prawidłowej pozycji prostopadłej do polerowanej powierzchni. O nieplanowane zaokrąglanie jest szczególnie łatwo podczas szlifowania miękkich materiałów, takich jak drewno, papierem ściernym gruboziarnistym. Poza tym jest to możliwe w przypadku każdego materiału i ścierniwa. Dla robotów trzymanie narzędzia ściernego dokładnie pod kątem prostym do przedmiotu obróbki przez cały czas nie stanowi problemu.
Ludziom niełatwo jest także szlifować narożniki. Operatorom trudno precyzyjnie kontrolować obróbkę tych newralgicznych miejsc, ponieważ w krótkim czasie bardzo duża siła koncentruje się na małym obszarze. Przez to kanty można nieumyślnie zaokrąglić, ściąć albo je w inny sposób uszkodzić. W przypadku robotów unika się tego, ponieważ przykładaną przez nie siłę można precyzyjnie regulować.
Usuwanie tuszu z makulatury

Recykling makulatury – w związku m.in. z mniejszą dostępnością wysypisk śmieci, malejącą podażą drewna i negatywnymi skutkami dla środowiska, jakie przynosi wylesianie – zyskuje na znaczeniu. Niezbędny etap tego procesu stanowi usunięcie tuszu. Jest on głównym zanieczyszczeniem, które ze względu na to, że zabarwia włókna, determinuje jakość końcową odzyskanej masy papierniczej. Usuwanie farby polega najpierw na oderwaniu jej od włókien, a następnie na jej odseparowaniu od nich. Uzyskuje się to przez jednoczesne fizyczne i chemiczne oddziaływanie.
W pierwszym kroku papier jest dostarczany do zbiorników, które pracują w trybie wsadowym, przy mniejszych ładunkach, lub w trybie ciągłym, gdy dostępny jest stały dopływ surowca. Papier zostaje w nich zmieszany z wodą z dodatkiem chemikaliów, które usuwają tusz z papieru, zapobiegają jego ponownemu osadzaniu się i spieniają go, aby można go było zebrać. Odbywa się to w określonych przedziałach temperatury i pH. Kontrolowane warunki w połączeniu z oddziaływaniem fizycznym przyspieszają odrywanie się farby. Mieszanie zwiększa także skuteczność rozprowadzenia środków chemicznych.
Większe zanieczyszczenia – takie jak zszywki, spinacze czy kawałki zeschniętego kleju – osiadają na sitach. Tusz odseparowuje się z kolei na dwa sposoby: przez mycie i w procesie flotacji. W tym pierwszym cząstki farby są wypłukiwane w strumieniu wody, łączone w większe skupiska i usuwane jako osad. Mycie jest skuteczne tylko w przypadku drobniejszych cząstek. Ponadto metoda ta wymaga dużych ilości wody w stosunku do osiąganej skuteczności.
We flotacji natomiast w celu rozdzielenia cząstek wykorzystywane są różnice w zwilżalności ich powierzchni. Drobiny, które mają zostać usunięte, jeżeli nie są naturalnie hydrofobowe, tzn. trudno zwilżalne (odpychające wodę), uzyskują taką właściwość przez adsorpcję dodatków chemicznych. Te ostatnie działają selektywnie – przylegają do powierzchni wyłącznie tych cząstek, które mają ulec flotacji, czyli w tym przypadku do tuszu. Cząstki hydrofobowe w większym stopniu niż te hydrofilowe, czyli łatwo zwilżalne (przyciągające wodę), przylegają do pęcherzyków powietrza. Wykorzystuje się to, napowietrzając zawiesinę włókien w zbiorniku. W efekcie tusz przyczepia się do pęcherzyków powietrza i razem z nimi unosi się, tworząc pianę na powierzchni. W takiej postaci można go łatwo od masy papierniczej odseparować. Flotacja usuwa większe cząstki tuszu i jest efektywniejsza niż mycie. Dlatego, aby zapewnić jak największą skuteczność, zwykle tusz usuwa się, łącząc obie te techniki.
Poza tym ludzie mają tendencję do skupiania się na obszarach obrabianego przedmiotu ze skazami, jak zarysowania, wybrzuszenia i inne ślady. Często oznacza to, że zaniedbują resztę, co prowadzi do niejednolitego wykończenia powierzchni. Roboty natomiast nie traktują priorytetowo żadnego fragmentu. Podążają zaprogramowaną ścieżką, podczas gdy ludzie mogą się np. skupić tylko na jednej stronie przedmiotu, bo jest łatwiej dostępna.
Jeden z błędów podczas ręcznego szlifowania stanowi też przechylanie narzędzia, co zwiększa nacisk na jedną krawędź materiału ściernego. Pozwala to szybko usuwać punktowe wady powierzchni. Z drugiej jednak strony, powoduje nierównomierne zużycie papieru ściernego, co wpływa na jakość szlifowania reszty przedmiotu. Tymczasem robot bez wyraźnej instrukcji nie będzie przechylał narzędzia w niekontrolowany sposób.
Oprócz tego ludzie z różnych przyczyn (znudzenie, zmęczenie, rozproszenie uwagi, chęć szybszego skończenia) mogą dowolnie przyspieszać i zwalniać posuw narzędzia oraz wzmacniać albo osłabiać jego docisk. Takie zmiany prędkości i docisku szlifierki skutkują niejednolitym wykończeniem powierzchni. Roboty będą zaś operować szlifierką tylko z taką prędkością i takim dociskiem, jakie zostały im zaprogramowane.
Monika Jaworowska
















