
Roboty przemysłowe różnych typów, kartezjańskie, SCARA, delta i sześcioosiowe, pozwalają na zautomatyzowanie zadań wymagających użycia dużej siły, wykonywania ruchów lub przyjmowania pozycji grożących urazami układu mięśniowo-szkieletowego i używania niebezpiecznych narzędzi. Zastępują także ludzi w pracy w uciążliwych warunkach, w wykonywaniu czynności męczących ze względu na powtarzalność i tych wymagających dużej szybkości w połączeniu z precyzją, będących poza zasięgiem ludzkich możliwości. Przykłady takich zadań to spawanie, malowanie, paletyzacja i montaż. Roboty współpracujące z kolei wspomagają ludzi w zadaniach, których nie można w pełni zautomatyzować i tych, w których wymagane są: ludzka zdolność rozwiązywania problemów i adaptacji do zmiennych warunków, a równocześnie siła, precyzja, powtarzalność i wytrzymałość cobotów.
W związku ze specyfiką realizowanych zadań roboty przemysłowe zwykle fizycznie izoluje się od pracowników, natomiast coboty współpracują z ludźmi ramię w ramię. Ma to wpływ na środki bezpieczeństwa wdrażane w maszynach obu typów i na stanowiskach, na których pracują. Powinny one chronić personel przed zagrożeniami o charakterze mechanicznym, hydraulicznym/pneumatycznym i elektrycznym.
Zagrożenia
Do pierwszej kategorii zalicza się bezpośredni kontakt z robotem. Dochodzi do niego, gdy człowiek znajdzie się w zasięgu ruchomego elementu maszyny. Przyczyną może być wejście pracownika do strefy zabronionej, obejmującej przewidywany obszar pracy robota, albo wykonanie przez maszynę nieplanowanego ruchu, np. wysunięcie ramienia, odłączenie chwytaka albo upuszczenie narzędzia, na skutek błędu w programie sterującym lub z powodu awarii sprzętu. W razie zderzenia z robotem człowiek może doznać obrażeń. Ich charakter zależy od prędkości elementu, z którym doszło do kolizji, i od siły kontaktu. W zależności od konfiguracji stanowiska część ciała może zostać uwięziona, a w skrajnym przypadku nawet zmiażdżona.
Groźne jest również pęknięcie przewodów hydraulicznych i pneumatycznych, ponieważ powoduje to uwolnienie tnących strumieni medium pod wysokim ciśnieniem oraz przemieszczanie się węży w sposób gwałtowny i niekontrolowany. Ich kontakt z ciałem może skutkować poważnymi obrażeniami. Wyciek płynu hydraulicznego jest oprócz tego szkodliwy ze względu na jego toksyczność i łatwopalność. Rozlana ciecz zwiększa także ryzyko poślizgnięcia się. Z kolei o węże, tak jak i o kable, można się zaczepić. Oprócz tego straty ciśnienia w przewodach hydraulicznych i pneumatycznych na skutek nieszczelności mogą spowodować nieprzewidywalne ruchy ramienia robota albo upuszczenie jego oprzyrządowania. Zagrożenie stanowi również ewentualność porażenia prądem elektrycznym.

Izolacja
By chronić ludzi, roboty przemysłowe odseparowuje się od nich, odgradzając stanowiska, na których te maszyny pracują, od reszty hali fabrycznej. W tym celu ich przestrzeń robocza zostaje otoczona barierami różnego typu: fizycznymi, optycznymi, dotykowymi. Oddzielają one roboty i pozwalają na wdrożenie mechanizmów kontroli dostępu do strefy niebezpiecznej.
Główną korzyścią z ich zamontowania jest zmniejszenie liczby wypadków. Oprócz tego wpływają na zwiększenie wydajności – w przewidywalnym środowisku pracy personel może się bardziej skoncentrować na wykonywaniu zadań, jeżeli nie musi się dodatkowo bać o swoje bezpieczeństwo. Z drugiej strony, ogrodzenie przestrzeni, w której pracuje robot, wiąże się z dodatkowymi kosztami. Bariery zajmują również miejsce. Przez to ich montaż może się okazać wyzwaniem w ograniczonych warunkach przestrzennych. Wpływają też na rozmieszczenie wyposażenia na sąsiednich stanowiskach.
Normy

Ochrona pracowników przed zagrożeniami na stanowiskach zrobotyzowanych została uregulowana. Podstawowe dokumenty w tym zakresie to dwie pierwsze części normy ISO 10218 (patrz ramka: "Normy bezpieczeństwa stanowisk zrobotyzowanych"). Opisano w nich zagrożenia, których źródłem są roboty, przedstawiono też wymagania, których spełnienie jest konieczne, by zapobiec lub zmniejszyć ryzyko związane z przebywaniem w ich pobliżu, oraz środki bezpieczeństwa zapewniające ochronę.
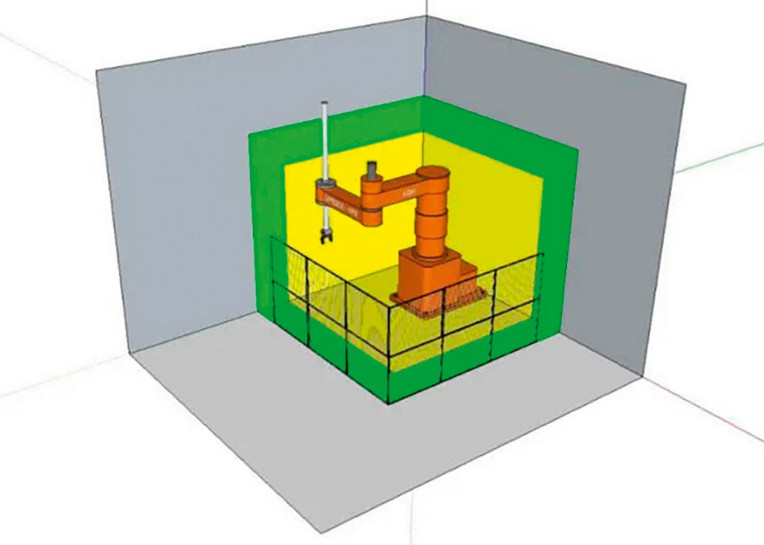
W tej serii norm można m.in. znaleźć wytyczne dotyczące projektowania ogrodzeń bezpieczeństwa, których celem jest ograniczenie lub utrudnienie dostępu do stref niebezpiecznych. Powinny one być zaprojektowane i zainstalowane zgodnie z wymaganiami określonymi w lokalnej ocenie ryzyka i muszą utrzymywać pracowników w minimalnej bezpiecznej odległości od potencjalnych zagrożeń. W określeniu dystansu, w jakim należy zainstalować ogrodzenie, pomocny jest model przestrzeni operacyjnej wprowadzony w tej normie. Wyróżnia się w nim trzy zakresy: maksymalny, zabroniony oraz chroniony. Pierwszy zaznaczono na rysunku 1 kolorem szarym. Jest to przestrzeń odpowiadająca maksymalnemu zasięgowi ramienia robota, włączając w to jego oprzyrządowanie i obiekt obróbki. Granice przestrzeni chronionej zaznaczonej na zielono wyznaczane są przez ogrodzenie. Przestrzeń zabroniona (kolor żółty) odpowiada natomiast zasięgowi operacyjnemu robota uwarunkowanemu zadaniem, które wykonuje. Przestrzeń chroniona może się pokrywać z tą zabronioną, ale nigdy nie może być od niej mniejsza.
W normie ISO 10218 podano też zalecane wysokości barier ochronnych. Dokumenty, na których trzeba się opierać, projektując ogrodzenia stanowisk zrobotyzowanych, to ponadto: norma ISO 13857, określająca bezpieczne odległości zapobiegające kontaktowi kończyn z niebezpiecznymi obszarami, oraz ISO 14120. W tej ostatniej zebrano wymogi dla projektowania, konstrukcji oraz doboru stałych i ruchomych osłon chroniących przed zagrożeniami mechanicznymi.
Bariery
Elementami bariery fizycznej są ogrodzenia, które składają się z segmentów. Chodzi zazwyczaj o siatki i panele wykonane z różnych materiałów, np. ze stali lub poliwęglanu, zapewniające różne poziomy widoczności i odporności na uderzenia. Segmenty ze sobą i wspornikami, które stabilizują konstrukcję, scalają łączniki. W ogrodzeniu umieszcza się także bramki, przez które można wejść w obszar roboczy. Furtki te wyposażane są w mechanizmy bezpieczeństwa, które zatrzymują robota lub odcinają jego zasilanie po ich otwarciu i ponownie go uruchamiają po zamknięciu bramki.
Na obwodzie strefy niebezpiecznej rozmieszcza się także znaki ostrzegawcze, które przypominają o konieczności zachowania ostrożności, sygnalizatory świetlno-dźwiękowe, informujące o tym, czy robot aktualnie jest włączony, przyciski bezpieczeństwa, umożliwiające jego awaryjne wyłączenie w razie zaistnienia takiej konieczności, oraz bariery optyczne i/lub dotykowe, wykrywające przekroczenie granicy jego przestrzeni roboczej, co także powoduje zatrzymanie robota. Te ostatnie to zwykle kurtyny świetlne i maty naciskowe. Generalnie bariery optyczne i dotykowe sprawdzają się w razie gdy konieczna staje się częsta ingerencja na stanowisku pracy robota – w przeciwieństwie do ogrodzeń fizycznych. Z tych korzysta się zazwyczaj wówczas, kiedy dostęp do robota jest rzadko wymagany.
Kurtyny świetlne
Kurtynę świetlną tworzy zespół złożony z nadajnika i odbiornika promieniowania optycznego. Nadajnikiem jest matryca diod emitujących pojedyncze równoległe wiązki promieniowania podczerwonego. LEDy są aktywowane sekwencyjnie. Z kolei w odbiorniku matryca półprzewodnikowych fotodetektorów oczekuje na sygnały z nadajnika w odpowiedniej kolejności i momencie, dlatego koniecznością jest synchronizacja sekcji nadawczej i odbiorczej. Wiązki promieniowania tworzą pomiędzy kolumnami nadajnika i odbiornika niewidoczną płaszczyznę. Jeżeli zostanie ona naruszona przez wejście człowieka, przerwanie wiązki zostanie wykryte w odbiorniku. To aktywuje zabezpieczenia zatrzymujące robota.
Kluczowe parametry kurtyn świetlnych to: zasięg, wysokość pola ochronnego, czas odpowiedzi i rozdzielczość. Zasięg to maksymalna odległość pomiędzy nadajnikiem a odbiornikiem. Może być stały albo regulowany. W drugim przypadku czułość jest dopasowywana podczas uruchamiania na podstawie odległości dzielącej nadajnik od odbiornika. Dobór tego parametru stanowi ważną decyzję. Jeżeli nadajnik i odbiornik kurtyny z silnym sygnałem optycznym, o dużym zasięgu, zamontuje się zbyt blisko siebie, może ona – ze względu na odbicia od sąsiadujących powierzchni – nie pracować prawidłowo, zmniejszając, zamiast zwiększać, poziom ochrony na stanowisku. Taki efekt przyniesie również zasięg za mały w stosunku do potrzeb uwarunkowanych rozmiarem obszaru chronionego. Analogiczne powinno być podejście przy doborze wysokości pola ochronnego.
Czas odpowiedzi określa, jak szybko kurtyna świetlna przesyła sygnał alarmowy od momentu, gdy bieg promieni pomiędzy nadajnikiem a odbiornikiem zostanie przerwany. Rozdzielczość natomiast charakteryzuje minimalny rozmiar obiektu mogącego je przysłonić. W kurtynach jednowiązkowych jest równa średnicy punktu świetlnego, a w wielowiązkowych – sumie średnicy punktu świetlnego i odległości między sąsiednimi punktami. Im większa rozdzielczość, tym lepsza zdolność detekcji obiektów w strefie chronionej. W zależności od modelu może się to jednak wiązać z wydłużeniem czasu odpowiedzi. Kurtyny świetlne o większej rozdzielczości są również zwykle droższe.
Maty naciskowe
Tego rodzaju maty wykrywają lokalny nacisk spowodowany wejściem na ich powierzchnię roboczą. Zbudowane są z kilku warstw. Z zewnątrz zostają zabezpieczone przez zalanie tworzywem sztucznym, np. poliuretanem. Ich wierzch jest dodatkowo pokryty materiałem o właściwościach antypoślizgowych. Wewnętrzną warstwę stanowi czuły na nacisk element pomiarowy. Składa się on typowo z dwóch przewodzących arkuszy, które są oddzielone rozmieszczonymi w odstępach nieprzewodzącymi i ściśliwymi separatorami. Pod wpływem ucisku te ostatnie zostają spłaszczone, a wówczas płyty przewodzące stykają się. Zamyka to obwód i w efekcie zmienia się sygnał wyjściowy maty.
Najważniejsze parametry użytkowe mat bezpieczeństwa, standardowo zawarte w ich kartach katalogowych, to: siła aktywacji, określająca nacisk, który mata jest w stanie wykryć przy określonej średnicy obiektu (np. 100 N przy nacisku okrągłym elementem o średnicy 60 mm), czas zadziałania (przeważnie kilkadziesiąt milisekund), dopuszczalne maksymalne obciążenie, zazwyczaj rzędu kilku tysięcy niutonów, a także grubość nieaktywnej krawędzi maty, zwykle wynosząca ok. centymetra.
W porównaniu do ogrodzeń litych, bariery optyczne i dotykowe mają wiele zalet, ale i ograniczeń. Kurtyny świetlne są natomiast kompaktowe oraz dyskretne. Ich montaż jest prosty, szybki i mało inwazyjny. Dzięki temu wymagają mniejszej ingerencji w stanowisko. Ich zaletą jest elastyczność regulacji i pozycjonowania. To ułatwia uzyskanie różnych rozmiarów oraz kształtów obszarów chronionych. Również w przypadku barier naciskowych dostępne są maty na wymiar, maty, w których stosownie do potrzeb można wydzielić kilka stref nacisku kontrolowanych niezależnie albo aktywujących zabezpieczenie tylko łącznie, czyli przy jednoczesnym obciążeniu, oraz maty modułowe. Te ostatnie stanowią segmenty o różnych wymiarach, które da się ze sobą łączyć, jeżeli wokół niebezpiecznej maszyny stworzyć trzeba strefę ochronną o nietypowym kształcie.
Z drugiej strony, inaczej niż lite osłony, kurtyny świetlne ani maty naciskowe nie zabezpieczają przed rozbryzgami, odłamkami, iskrami, wysoką temperaturą ani oparami, które towarzyszą pracy robotów – np. tnących, szlifujących, spawających, lakierujących. Ponadto kurtyna świetlna nie ochroni pracowników, jeżeli w barierze optycznej otaczającej stanowisko robota występować będą otwory, które pozwalają na przejście pod albo nad nią. Każda taka potencjalna luka może skłaniać ludzi do skorzystania z okazji. Przykładowo, jeśli kurtyna będzie się znajdowała za wysoko nad podłogą, może to kogoś zachęcić do obejścia zabezpieczenia, np. dla przyspieszenia lub ułatwienia sobie pracy, i przejścia pod nią. Analogicznie, ostatnia wiązka nie może się znajdować zbyt nisko, aby uniemożliwić sięgnięcie ponad nią.
Bezpieczeństwo cobotów

Wymagania bezpieczeństwa dla stanowisk z robotami współpracującymi po raz pierwszy zebrano w opublikowanym w 2016 r. standardzie ISO/TS 15066. Uzupełniał on zalecenia w zakresie bezpiecznej współpracy z robotami przemysłowymi, określone w specyfikacjach ISO 10218-1 i ISO 10218-2. W najświeższej aktualizacji tych ostatnich zostały do nich włączone wytyczne ISO/TS 15066 (patrz ramka: "Normy bezpieczeństwa stanowisk zrobotyzowanych").
Tryby pracy robotów współpracujących – bezpieczny stop oraz kontrola ręczna
Praca z dostępną funkcją bezpiecznego kontrolowanego zatrzymania robota oraz prowadzenie ręczne to tryby, w których, jak się wydaje, nie można w pełni odczuć korzyści z pełnej współpracy na jednym stanowisku człowieka z cobotem.
W pierwszym przypadku jest on bowiem zatrzymywany, zanim operator znajdzie się w sytuacji jakiegokolwiek zagrożenia we wspólnej przestrzeni roboczej albo będzie na nie narażony. Jest to równoważne funkcji bezpiecznego stopu 2 (SS2) według specyfikacji IEC 61800-5-2.
Z kolei w trybie kontroli ręcznej ruch robota wymusza operator, poruszający ramieniem cobota, posługujący się manipulatorem albo aktywujący stosowne elementy sterownicze. Prędkość ruchu cobota jest wówczas bezpieczna dla człowieka.
Za podstawową aplikację trybu prowadzenia ręcznego uważa się poruszanie robotem w celu wskazania mu punktów albo poprowadzenia go ścieżką – co jest niezbędne do zrealizowania wykonywanych przez niego operacji na etapie jego programowania. To ważne zastosowanie tej funkcji, lecz niejedyne. Innym przykładem jest stanowisko przenoszenia obiektów, np. z miejsca ich składowania na stanowisko dalszej obróbki.
W tym przypadku robot na początku każdego cyklu pracuje autonomicznie, pobierając ładunek np. z regału, dzięki czemu odciąża operatora na tym powtarzalnym i wymagającym wysiłku fizycznego etapie. Następnie cobot przechodzi w tryb pracy prowadzenia ręcznego, pod kontrolę operatora. Ten prowadzi go na stanowisko montażu, gdzie ładunek jest pozostawiany. Tam operator może zająć się jego obróbką, w czasie gdy robot, ponownie po przełączeniu w tryb autonomiczny, powraca do regału. Ponieważ operator nie musi samodzielnie pobierać części ze składu, może poświęcić więcej czasu i sił na wykonanie właściwej pracy, a jednocześnie, prowadząc cobota, reguluje tempo dostaw detali do obróbki, stosownie do możliwości.
W zakresie bezpieczeństwa aplikacji z robotami współpracującymi za nadrzędny cel uznaje się to, by do zetknięcia pracownika z robotem nie doszło – lub gdy kontakt między pracownikiem a robotem jest dozwolony i przypadkowo albo celowo do niego dochodzi, nie powodował on u takiej osoby obrażeń ani bólu. Założenia te można osiągnąć, realizując na zrobotyzowanym stanowisku jeden z zalecanych przez standardy ISO sposobów kooperacji cobota z jego ludzkimi współpracownikami.
W tym zakresie wyróżniono cztery tryby: pracę z dostępną funkcją bezpiecznego kontrolowanego zatrzymania robota (Safety-rated Monitored Stop, SMS), prowadzenie ręczne (Hand Guiding, HG), pracę z zapewnieniem monitorowanej prędkości oraz odległości człowieka i robota (Speed and Separation Monitoring, SSM), a także pracę przy ograniczonej sile i mocy robota (Power and Force Limiting, PFL). Najczęściej coboty pracują w tej ostatniej opcji.
Normy bezpieczeństwa stanowisk zrobotyzowanych
Na początku tego roku została ogłoszona długo wyczekiwana nowa wersja ISO 10218. Po wielu latach pracy międzynarodowych ekspertów ta podstawowa norma bezpieczeństwa na stanowiskach z robotami przemysłowym została zmieniona, głównie w celu dostosowania jej wytycznych do nowych możliwości i wyzwań wynikających z rozwoju technologii.
Aktualna norma ISO 10218 składa się z dwóch części:
- ISO 10218-1:2025 Robotyka – Wymagania bezpieczeństwa – Część 1: Roboty przemysłowe; – ISO 10218-2:2025 Robotyka – Wymagania bezpieczeństwa – Część 2: Zastosowania robotów przemysłowych i stanowiska robotów.
Zastępują one wersje ISO 10218-1 i ISO 10218-2 z 2011 r. Tak jak wcześniej, część pierwsza jest skierowana do producentów robotów przemysłowych, a druga do integratorów stanowisk zrobotyzowanych.
Nowa wersja ISO 10218-1 zawiera aktualizacje, które koncentrują się na doprecyzowaniu wymagań dotyczących bezpieczeństwa robotów przemysłowych, co ma na celu poprawę ich przejrzystości i łatwości stosowania. Zmiany obejmują wytyczne w zakresie konstrukcji robotów, zalecenia dotyczące trybów pracy i bezpieczeństwa funkcjonalnego.
Przykładowo, dodano wymóg dotyczący "zdolności podnoszenia". Gdy robot przemysłowy podnosi i przemieszcza część w przestrzeni, na jego ramię działają różnego rodzaju siły, przyspieszenia, momenty obrotowe. O ile w poprzedniej wersji normy nie określono "współczynnika bezpieczeństwa podnoszenia" ani "współczynnika bezpieczeństwa dynamicznego ruchu", o tyle w wersji z 2025 r. zostały już one zdefiniowane. Ponadto w jej pierwszej części znacząco poszerzono wymagania i zwiększono przejrzystość w zakresie funkcji bezpieczeństwa – dokument z 2011 r. wymagał wdrożenia zaledwie kilku funkcji bezpieczeństwa, a w nowym wydaniu obowiązuje ich ponad dwadzieścia. Normę uzupełniono również o zalecenia z ISO/TS 15066:2016, czyli wymogi bezpieczeństwa robotów współpracujących.
Ważną zmianą w ISO 10218-2 jest z kolei zastąpienie pojęcia "system robota" terminem "zastosowanie robota", które jest szersze i obejmuje też obrabiane przedmioty, program oraz maszyny i urządzenia wspomagające aplikację. Uwzględniono wymogi bezpieczeństwa dla zastosowań współpracujących (ISO/TS 15066). Doprecyzowano także wytyczne w zakresie bezpieczeństwa funkcjonalnego oraz dodano te dotyczące cyberbezpieczeństwa robotów przemysłowych.
W wydaniu normy ISO 10218 z 2025 r. nie używa się już terminów "robot współpracujący", ani "operacja współpracująca", które zastąpiło pojęciem "zastosowanie współpracujące". Oprócz tego we wcześniejszej wersji termin "przestrzeń chroniona" odnosił się do obszarów, w których pracownicy byli chronieni przed zagrożeniami za pomocą barier fizycznych. W ISO 10218-2:2025 pojęcie to oznacza obszar, który może się zmieniać, jeżeli zaistnieje taka potrzeba. Ta elastyczność dotyczy aplikacji zarówno robotów współpracujących, jak i tych oddzielonych barierami fizycznymi. Ponadto termin "monitorowane zatrzymanie bezpieczeństwa" został zmieniony na "monitorowane zatrzymanie".
Na czym polega tryb PFL?
W tym trybie robot może bezpiecznie współpracować z ludźmi, ponieważ w przypadku kontaktu z czymkolwiek zatrzymuje się. W związku z tym musi być wyposażony w czujnik dotykowy, który wykryje jego zderzenie z innym obiektem. W tym celu wykorzystywane są sensory różnego typu.
Przykładem mogą być czujniki siły i momentu wbudowane w przeguby robota. Monitoruje się także natężenie prądu silników napędów w tych ostatnich. Umieszczanie sensorów w tym elemencie robota stanowi jedno z popularniejszych rozwiązań. Czujniki siły i momentu są też montowane w podstawach cobotów. Dzięki temu, przykładowo, jeżeli jest on zaprogramowany do wykonywania zadania w jednym kierunku, zatrzyma się, gdy natknie się na przeszkodę, ponieważ sensor siły wykryje jej nieprawidłową składową. Jest to podejście popularne szczególnie w przystosowywaniu zwykłych robotów przemysłowych do współpracy z ludźmi. W tym celu obudowuje się je również osłonami wyposażonymi w sensory ciśnienia, wykrywające zmianę tej wielkości, wywołaną odkształceniem w wyniku kontaktu z innym obiektem.
Ponieważ w tym trybie pracy kontakt między człowiekiem a cobotem jest dopuszczalny, powinien on być maksymalnie dla ludzi bezpieczny. Dlatego, aby ograniczyć potencjalne obrażenia, roboty tego typu muszą poruszać się bardzo wolno i mogą pracować jedynie przy ograniczonym udźwigu. Oprócz tego mają przeważnie bardziej zaokrąglone kształty niż zwykłe roboty przemysłowe. Taka konstrukcja zapewnia rozłożenie siły uderzenia na większej powierzchni, co zmniejsza nacisk, jaki jest wywierany na obiekt, z którym robot się zetknął.

Krzysztof Dzwonkowski
Lenze
Jakie rozwiązania oferują Państwo w zakresie bezpieczeństwa robotów przemysłowych i systemów intralogistycznych?
Dla zadań z zakresu bezpieczeństwa mamy w ofercie zarówno rozwiązania opierające się na programowanym sterowniku bezpieczeństwa, jak i funkcjonalność bezpieczeństwa zintegrowaną w przemiennikach częstotliwości – od prostej, takiej jak STO, po zaawansowaną, w rodzaju np. PDSS, OMS.
Które z Państwa produktów lub technologii są najczęściej wybierane przez klientów z sektora przemysłowego?
Aktualnie klienci najczęściej sięgają po rozwiązania stosowane w przemiennikach – sterowane za pomocą zacisków lub poprzez bezpieczną komunikację, taką jak FSoE czy Profisafe.
Jakie kluczowe trendy w zakresie bezpieczeństwa robotyki i intralogistyki obserwują Państwo w ostatnich latach?
Aktywnie promujemy trend wprowadzania funkcji bezpieczeństwa nawet do najprostszych napędów. Przykładem jest możliwość realizacji funkcji bezpiecznej prędkości (SLS) bez konieczności stosowania certyfikowanego sprzężenia zwrotnego.
Jakie największe wyzwania stoją dziś przed zakładami przemysłowymi w kwestii zapewnienia bezpieczeństwa systemów robotycznych i logistycznych?
Największe wyzwania dotyczą zapoznania klientów z obowiązującymi ich wytycznymi bezpieczeństwa, aby projektowane przez nich maszyny były jednocześnie efektywne i bezpieczne dla obsługi.
W jaki sposób Państwa rozwiązania pomagają łączyć wysoką produktywność z wymaganiami bezpieczeństwa pracy?
Jest to możliwe dzięki szerokiej integracji funkcji bezpieczeństwa ze sterowaniem procesowym oraz zastosowaniu specjalistycznych funkcjonalności, które obejmują szerszy zakres ochrony – np. funkcji PDSS w układnicach.
Czy oferują Państwo rozwiązania wspierające współpracę człowieka z robotem (coboty, systemy kolaboracyjne) w kontekście bezpieczeństwa?
Nie, tego typu zadania pozostawiamy wyspecjalizowanym firmom zajmującym się robotyką, z którymi ściśle współpracujemy. Ze swojej strony możemy zaproponować rozwiązanie w postaci wirtualnego bliźniaka, umożliwiającego swobodne testowanie oraz weryfikację oprogramowania maszyny w bezpiecznym, cyfrowym środowisku.
Jakie znaczenie mają w Państwa ofercie systemy cyfrowe (np. monitorowanie w czasie rzeczywistym, analityka, predictive maintenance) dla poprawy bezpieczeństwa robotyki i intralogistyki?
Typowe inteligentne systemy cyfrowe wspierające bezpieczeństwo maszyn stanowią doskonałe uzupełnienie naszej kompleksowej oferty – i to nie tylko w obszarze funkcji bezpieczeństwa. Rozwiązania takie, jak monitorowanie wskaźnika OEE czy wczesne wykrywanie potencjalnych awarii, są dostępne jako gotowe moduły, które można bezpośrednio zaimplementować w naszych sterownikach PLC.
Które regulacje prawne, normy lub standardy bezpieczeństwa (np. ISO, dyrektywy UE, wytyczne BHP) mają dziś największy wpływ na rozwój Państwa produktów?
Obecnie aktualizacja normy EN 619 o urządzeniach i systemach transportu ciągłego.
Czy mogą Państwo podać przykład wdrożenia, w którym zastosowane rozwiązania znacząco poprawiły poziom bezpieczeństwa w zakładzie przemysłowym lub centrum logistycznym?
Najwięcej takich przypadków dotyczy modernizacji starszych maszyn. Oprócz zwiększenia ich wydajności działania te pozwalają na dostosowanie urządzeń do aktualnych wymogów bezpieczeństwa.
Jakie przewagi konkurencyjne wyróżniają Państwa ofertę w obszarze bezpieczeństwa robotyki i intralogistyki?
Na szczególną uwagę zasługują nasze dodatkowe funkcje bezpieczeństwa, rozszerzające standardowy zestaw możliwości – np. wspomniana PDSS, pozwalająca na optymalizację buforów w układnicach. Jeszcze ciekawszym i wygodniejszym rozwiązaniem jest wbudowany w program Easy Starter kreator testów funkcjonalności bezpieczeństwa. Dzięki jego zastosowaniu użytkownik otrzymuje gotowe protokoły odbioru, wzbogacone o czytelne wykresy oraz przejrzyste podsumowanie wyników.
Stosowane są też specjalnie wykonane podkładki (elastyczne, grube), które amortyzują uderzenia, nie dopuszczając do przekroczenia maksymalnych dopuszczalnych poziomów siły ani nacisku na ludzkie ciało. Limity te zostały podane w standardzie ISO/TS 15066, gdzie zebrano także wytyczne w zakresie określenia maksymalnej dopuszczalnej prędkości na stanowiskach z tego typu cobotami.
Specyfika PFL znacząco zawęża zakres zadań, które można zrealizować w tym trybie. Alternatywą jest kooperacja z zapewnieniem monitorowanej prędkości oraz odległości człowieka i cobota (patrz ramki: "Tryby pracy robotów współpracujących").
Autonomiczne roboty mobilne

Obok wózków samojezdnych AGV (Automated Guided Vehicle), autonomiczne roboty mobilne AMR (Autonomous Mobile Robots) zalicza się do rozwiązań z kategorii intralogistyki mobilnej. AMR i AGV łączy to, że bez udziału człowieka przenoszą materiały z jednego miejsca na drugie. Na tym jednak podobieństwa się kończą. AGV bowiem przemieszczają się po z góry ustalonych trasach, zaś AMR poruszają się po ścieżkach, które planują autonomicznie i są w stanie je na bieżąco zmieniać, wybierając trasę w danych warunkach otoczenia najlepszą do wykonania zadania.
Autonomiczność robotom mobilnym zapewnia połączenie najnowszych technologii pomiarowych, obliczeniowych i analitycznych. Czujniki, w które zwykle wyposaża się AMR, to: skanery laserowe, kamery 3D, żyroskopy, akcelerometry, enkodery montowane w kołach, sensory temperatury, magnetometry i czujniki środowiskowe. Implementuje się w nich też różne algorytmy nawigacji, rozpoznawania i omijania obiektów.
Czujniki i techniki orientacji w przestrzeni i detekcji przeszkód są niezbędne nie tylko do realizacji zadania transportu ładunku z miejsca jego załadunku do celu. Stanowią również warunek tego, by roboty mobilne w dynamicznie zmieniających się warunkach hali fabrycznej nie stanowiły zagrożenia dla pracowników, których mogą napotkać na swojej drodze.
Bezpieczeństwo AMR
Czujniki, przede wszystkim skanery laserowe i kamery, monitorują otoczenie AMR. Na podstawie danych przez nie pozyskiwanych, które są przekazywane do algorytmów rozpoznawania obiektów i sterowania ruchem, robot może w czasie rzeczywistym zdecydować np. o zmniejszeniu prędkości, zatrzymaniu się albo zmianie trasy, w celu ominięcia przeszkód, ludzi lub elementów wyposażenia. Najbardziej zaawansowane AMR dynamicznie zmieniają trasę, którą się poruszają, by znaleźć drogę optymalną pod kątem wykonywanego zadania, a równocześnie o najmniejszym ryzyku uderzenia w jakiś obiekt.
Generalnie im szybciej porusza się AMR, tym większe jest zaprogramowane pole ostrzegawcze, w którym po wykryciu przeszkody robot zwolni, a także pole ochronne, w którym zatrzyma się, jeżeli wewnątrz znajdzie się jakiś obiekt. Z drugiej strony korzystne jest, by obszary te były możliwie najmniejsze, ponieważ unika się wtedy przestojów spowodowanych fałszywymi alarmami. Rozmiary pól dobiera się, biorąc pod uwagę wiele różnych czynników, takich jak: zatłoczenie w otoczeniu, ładowność robota, która przy danej prędkości wpływa na jego bezwładność, oraz warunki podłoża, głównie jego chropowatość i nachylenie.

Aleksander Szepietowski
igus
Jakie rozwiązania oferują Państwo w zakresie bezpieczeństwa robotów przemysłowych i systemów intralogistycznych?
Oferujemy roboty współpracujące, akcesoria przeznaczone do cobotów, takie jak chwytaki certyfikowane do pracy z człowiekiem, a także elementy safety – np. kurtyny świetlne, laserowe skanery, czujniki i systemy wizyjne. Jedną z ciekawszych funkcji bezpieczeństwa, jakie można zastosować w proponowanych przez nas robotach, jest opcja przewidywania potencjalnej kolizji przez wykrywanie obecności np. ręki człowieka w odległości nawet kilkunastu centymetrów od ramienia robota. W takiej sytuacji ramię, na którym znajduje się odpowiedni czujnik, zatrzymuje się, po czym robot sam wznawia pracę, jeśli do kolizji nie doszło, a jeśli kolizja nastąpiła, wówczas robot dzięki tej funkcji zdąży co najmniej znacznie zmniejszyć swoją prędkość. Inną technologią, na jaką warto zwrócić uwagę, jest i-Sense, służący do monitorowania stanu systemów prowadzenia energii od igus. To najprostszy i najszybszy sposób przekształcenia wielu części igus w samomonitorujące się inteligentne produkty z tworzyw sztucznych. Podłączając czujniki, operatorzy mogą mierzyć siły podczas pracy. Jeśli przekroczą one wcześniej zdefiniowane limity (np. nagłe skoki spowodowane zablokowaniem lub zerwaniem prowadnika), system generuje alarm lub przynajmniej powiadomienie. Informacje te stanowią podstawę do podjęcia kolejnych kroków, konserwacji lub wyłączenia. W razie potrzeby wartości wykraczające poza zdefiniowane limity mogą spowodować natychmiastowe wyłączenie systemu, aby uniknąć niebezpiecznych awarii.
Które z Państwa produktów lub technologii są obecnie najczęściej wybierane przez klientów z sektora przemysłowego?
W obszarze robotyki największym zainteresowaniem cieszą się roboty kartezjańskie. Są przystępne cenowo, wysoce konfigurowalne, łatwe w programowaniu, a dzięki zastosowaniu technologii drylin nadają się do pracy w trudnych warunkach, takich jak środowisko zanieczyszczeń, wilgoci, pyłu – np. drzewnego. Nie wymagają stosowania smarów, można je wykorzystywać m.in. do produkcji żywności i wyrobów medycznych. Roboty kartezjańskie stanowią też świetny przykład aplikacji naszych najpopularniejszych produktów wykraczających poza samą robotykę: łożysk ślizgowych i systemów prowadzenia energii – przewodów i ich prowadników.
Jakie kluczowe trendy w zakresie bezpieczeństwa robotyki i intralogistyki obserwują Państwo w ostatnich latach?
Rośnie jakość i przystępność wykorzystania robotów współpracujących, a co za tym idzie – ich popularność. Klienci interesują się cobotami ze względu nie tylko na to, że są bezpieczne, ale też łatwe w obsłudze, a z powodu rosnącego rynku potrzebny jest coraz niższy kapitał do wdrożenia robotyzacji. To też wpływa na bezpieczeństwo, dla przykładu: istnieje wiele powtarzalnych zadań, które mogłyby wiązać się z ryzykiem dla operatora, np. obsługa obrabiarki. Teraz można niskim kosztem uzasadnić inwestycję i zadbać o bezpieczeństwo w zakładzie, wdrażając np. cobota igus ReBeL za mniej niż 26 tys. zł.
Jakie znaczenie mają w Państwa ofercie systemy cyfrowe (np. monitorowanie w czasie rzeczywistym, analityka, predictive maintenance) stosowane dla poprawy bezpieczeństwa robotyki i intralogistyki?
Przykładem rozwiązań w tym obszarze, jakie oferujemy w igus, jest technologia konserwacji predykcyjnej, którą można zastosować w systemach prowadzenia energii od igus – i.Cee. Wykorzystuje ona czujniki badające zachowanie prowadników kablowych, oprogramowanie i elementy monitorowania stanu, aby stworzyć system, który umożliwia dynamiczne obliczanie żywotności i określa najlepszy czas na konserwację produktów igus. Jest to krok w kierunku realizacji kompleksowej koncepcji inteligentnego zasilania energią i technologii łożysk. Pozwala na zwiększenie bezpieczeństwa dzięki proaktywnemu podejściu do serwisu – umożliwia uniknięcie potencjalnie niebezpiecznych i nieprzewidzianych sytuacji związanych z awariami. System ten oferuje szeroki zakres projektów i wysoki stopień personalizacji, a znajduje zastosowanie wszędzie tam, gdzie prowadzimy energię w ruchu. Celem jest zawsze maksymalizacja bezpieczeństwa systemu i użytkownika, a także żywotności produktu.
Ponadto, podobnie jak pojazdy drogowe, autonomiczne roboty mobilne także używają sygnalizacji świetlnej, by przekazywać otoczeniu informacje o zamiarze zmiany trasy. Zwykle światła z przodu i z tyłu robota pokazują, czy planuje on skręcić lub cofnąć się. Skręty mogą być sygnalizowane miganiem. AMR wyposaża się ponadto w przyciski zatrzymania awaryjnego, które można aktywować, aby je natychmiast zatrzymać, jeżeli sytuacja tego wymaga. Umieszcza się je w łatwo dostępnych miejscach.
Wytyczne w zakresie bezpieczeństwa autonomicznych robotów mobilnych również doczekały się standaryzacji. Normą obowiązującą w tym przypadku jest PN-EN ISO 3691-4.
Tryby pracy robotów współpracujących – SSM
W SSM możliwa jest kooperacja z zapewnieniem monitorowanej prędkości oraz odległości człowieka i robota. W tym przypadku cobot i pracownik mogą poruszać się jednocześnie we wspólnej przestrzeni roboczej dzięki temu, że ryzyko ich zetknięcia się ze sobą jest ograniczane do minimum. Osiąga się to, ponieważ przez cały czas gwarantowane jest utrzymanie między nimi co najmniej ustalonej bezpiecznej odległości (Protective Separation Distance, PSD).
Jeżeli dystans pomiędzy robotem a pracownikiem zmniejszy się poniżej odległości, przy której temu drugiemu jeszcze nic nie zagraża, maszyna natychmiast automatycznie wyhamowuje – do czasu, aż człowiek oddali się od niej przynajmniej na odległość równą PSD. W praktyce więc w tym scenariuszu kontakt pomiędzy robotem w ruchu a jego ludzkim współpracownikiem pozostaje niedozwolony, ponieważ zakłada się, że poruszający się robot stanowi zagrożenie, natomiast spowolniony jest bezpieczny. Aby zawsze było możliwe zatrzymanie robota przed kontaktem z człowiekiem, odległość PSD musi uwzględniać czas hamowania tej maszyny i dystans, jaki w tym czasie zdąży ona pokonać, a także odległość, jaką ludzie mogą przebyć, gdy robot będzie hamował. Co istotne, PSD jest powiązane z prędkością robota – im jest ona mniejsza, tym odpowiednio maleje też wymagany bezpieczny dystans.
Generalnie zakres zadań, w których tego typu coboty mogą współpracować z ludźmi, jest większy niż w przypadku trybu PFL, nie dotyczą ich bowiem tak rygorystyczne ograniczenia w zakresie prędkości, udźwigu, konstrukcji narzędzi. Przykładowe realizacje trybu SSM obejmują wykorzystanie systemów wizyjnych lub skanerów laserowych, monitorujących przestrzeń roboczą, w połączeniu z algorytmami przetwarzania danych pomiarowych, które analizują wzajemne położenie cobota i ludzi. Roboty obudowuje się również osłonami z wbudowanymi czujnikami pojemnościowymi, które wykrywają obecność człowieka w określonej odległości.
Wózki widłowe

Oficjalna nazwa popularnych w przemyśle wózków widłowych to: wózki jezdniowe podnośnikowe z mechanicznym napędem podnoszenia. Są to pojazdy z przymocowaną platformą, widłami albo innymi urządzeniami do manipulowania ładunkami, przystosowane do podnoszenia ładunku spaletyzowanego lub nie, na wysokość umożliwiającą składowanie i pobieranie ładunku, a także układanie w gniazdach i podejmowanie z gniazd. Przez napęd mechaniczny należy rozumieć wszelkie rodzaje napędu (spalinowy, elektryczny, hydrauliczny), niewymagające bezpośredniego działania siły mięśni ludzkich podczas wykonywania czynności podnoszenia ładunku. O tym, jak bezpiecznie obsługiwać wózki widłowe, można przeczytać w broszurze zamieszczonej na stronie internetowej Urzędu Dozoru Technicznego (UDT) (https://www.udt.gov.pl/images/Bezpieczeństwo-Twój_wybór/broszura_wozki.pdf). Dalej przedstawiamy kluczowe wytyczne zamieszczone w tym dokumencie.
Bezpieczeństwo wózków widłowych
Na wstępie zaznaczono, że warunkiem bezpiecznej eksploatacji tytułowych pojazdów jest to, by osoby, które je obsługują lub konserwują, miały odpowiednie kwalifikacje do wykonywania tych czynności. Obowiązkowe jest również zgłoszenie do jednostki UDT zamiaru użytkowania wózka widłowego i poddawanie go regularnym badaniom technicznym, wykonywanym przez inspektora dozoru technicznego w obecności konserwatora i operatora pojazdu. Wózek powinien być sprawny technicznie. Czynności związane z jego obsługą i konserwacją należy wykonywać zgodnie z instrukcją eksploatacji, opracowaną przez producenta i przepisami o dozorze technicznym i BHP.

Przed rozpoczęciem pracy operator powinien upewnić się, czy pozwolenie na eksploatację wózka jest aktualne, a wyniki jego ostatniego przeglądu są pozytywne. Musi też ustalić zakres prac, jakie ma wykonać, kierując pojazdem. Kluczowa jest znajomość zagrożeń, jakie może napotkać, specyfiki przewożonych ładunków i stanu tras przejazdowych. Operator powinien sprawdzić kompletność i stan techniczny wyposażenia wózka. Obejmuje to inspekcję jego układu hydraulicznego pod kątem wycieku oleju, sprawdzenie mechanizmu podnoszenia, jazdy, kół, podwozia i baterii akumulatorów pod kątem ewentualnych uszkodzeń, ocenę działania elementów panelu sterowniczego, sygnalizacji i oświetlenia oraz zweryfikowanie kompletności oznakowania wózka.
Następnie należy sprawdzić hamulec postojowy, uruchomić go i spróbować ruszyć do przodu, a potem do tyłu, bez obciążenia na widłach, a potem z ładunkiem. Konieczne jest także przetestowanie hamulca zasadniczego. Próba taka polega na zahamowaniu podczas jazdy z minimalną prędkością w obu kierunkach, w przód i w tył, najpierw bez obciążenia, a następnie z ładunkiem.
Ważne zalecenia
Sprawdzenia wymagają też widły. W tym celu dokonuje się pomiaru grubości ich części poziomej w odległości nie większej niż 150 mm od części pionowej i porównuje się tę wartość z grubością części pionowej wideł. Ich różnica nie powinna być większa niż 10%. Eksperci UDT w cytowanej broszurze podkreślają, że niedopuszczalne jest nawiercanie otworów ani jakakolwiek przeróbka wideł, tak jak nie można ich naprawiać np. przez spawanie.
Operator wózka widłowego powinien być wyposażony w odpowiednie środki ochrony osobistej, takie jak kask, rękawice, okulary, ochronniki słuchu. Przed rozpoczęciem pracy należy wyznaczyć obszar działania wózka, np. odgradzając go barierkami lub taśmą ostrzegawczą. Ważne, by na tym terenie nie przebywały osoby niezwiązane z przemieszczaniem ładunku.
Nie wolno przekraczać dopuszczalnego udźwigu wózka. Pobieranie ładunku i jego odstawianie powinno odbywać się ostrożnie i precyzyjnie. Niedozwolone jest holowanie wózków ani innych pojazdów wózkiem nieprzystosowanym do tego celu. Absolutnie nie wolno też transportować ani podnosić osób. To jest dopuszczalne wyłącznie w uzasadnionych przypadkach i z wykorzystaniem specjalnych platform roboczych nasuwanych na widły, jednak dopiero po wcześniejszym uzyskaniu zgody jednostki dozoru technicznego.
Zakazy i nakazy
Operatorów wózków widłowych obowiązują liczne zakazy. Nie wolno im: wychylać się w czasie jazdy poza obrys pojazdu, gwałtownie przyspieszać ani hamować, skręcać z dużą prędkością ani na pochyłościach, wjeżdżać na rampę bez sprawdzenia wcześniej, czy jest odpowiednio wytrzymała i zabezpieczona. Dotyczy ich również wiele nakazów. Powinni: jeździć z ładunkiem skierowanym w górę wzniesienia, redukować prędkość na powierzchniach śliskich, przy ograniczonej widoczności oraz przy dojeżdżaniu do przejść, skrzyżowań i bram, jeździć wózkiem z widłami opuszczonymi i masztem pochylonym "na siebie", utrzymywać bezpieczną odległość od elementów stałych hali, budynku oraz od innych urządzeń poruszających się po tej samej drodze. Przed wjazdem na podjazd muszą sprawdzić, czy został on odpowiednio zabezpieczony oraz czy rampa jest odpowiednio wytrzymała i zabezpieczona. Ponadto podczas jazdy wózkiem należy zachować odpowiednią prędkość i poruszać się po trasach wyznaczonych dla wózków. Operator musi znajdować się na fotelu i być przypięty pasami bezpieczeństwa. Po zakończeniu pracy powinien odstawić wózek w wyznaczone miejsce stałego postoju, opuścić całkowicie widły, zaciągnąć hamulec postojowy i wyjąć kluczyk ze stacyjki, by uniknąć uruchomienia przez osoby nieupoważnione. Niedozwolone jest parkowanie pojazdu na pochyłościach i w miejscach o nieznanej wytrzymałości podłoża.

Przenośniki

Niezbędny element wyposażenia zakładów przemysłowych stanowią przenośniki. Popularnym typem są transportery taśmowe. Przenośniki takie mogą mieć od kilku metrów do nawet kilku kilometrów i mogą być dzielone na mniejsze odcinki. Zbudowane są typowo z:
- taśmy transportującej ładunek;
- rolek, które ją podtrzymują i wspierają jej przemieszczanie się;
- bębnów, które ją napędzają;
- układów napinaczy, które zapewniają jej odpowiednie naciągnięcie, by nie dochodziło do jej uginania się pod wpływem ciężaru ładunku;
- napędu;
- systemu załadowczego, którego elementami są leje zasypowe, zsuwnie, automatyczne ładowarki i popychacze;
- systemu rozładunku przekierowującego ładunek, który opuszcza przenośnik, np. w postaci zsuwni, zjeżdżalni, wyrzutnika, pakowarki;
- systemu czyszczenia taśm i bębnów z nagromadzonego materiału, którego częścią są skrobaki i szczotki.

Zagrożenia towarzyszące pracy przy obsłudze i nadzorowaniu przenośników mają charakter przede wszystkim mechaniczny. Niebezpieczny jest kontakt z ruchomymi częściami układu przeniesienia napędu, takimi jak wały, sprzęgła, koła pasowe, pasy napędowe, łańcuchy, koła zębate. Zmiażdżenie lub zaplątanie kończyny w efekcie jej zetknięcia się z obracającymi się częściami lub punktami zacisku może spowodować poważne obrażenia. Zagrożenie stanowi też główna ruchoma część transportera, czyli taśma. Kontakt z szybko przemieszczającym się pasem skutkuje otarciami, a nawet oparzeniami. Pracownik może zostać uderzony, jeżeli taśma się zerwie. Ostrożność należy zachować też w związku z występowaniem szczelin między pasem a rolkami i bębnami, w które mogą zostać wciągnięte części ciała albo ubrania. Niebezpieczny może być również sam ładunek, zwłaszcza jeżeli zsunie się z taśmy.

Fumio Adam Okazak
OMRON Electronics
Jakie rozwiązania oferują Państwo w zakresie bezpieczeństwa robotów przemysłowych i systemów intralogistycznych?
- Laserowe skanery bezpieczeństwa,
- urządzenia dostępowe do czynności serwisowych,
- kurtyny bezpieczeństwa.
Jakie kluczowe trendy w obszarze bezpieczeństwa robotyki i intralogistyki obserwują Państwo w ostatnich latach?
Dużo klientów decyduje się wygrodzić roboty kolaboracyjne, żeby wykorzystać maksimum potencjału wydajnościowego, jaki drzemie w tych urządzeniach. To niejako przeczy idei kolaboracji, ale widać, że presja maksymalnej wydajności przeważa w tej kalkulacji. Pod tym względem można powiedzieć, że "zauroczenie" robotami kolaborującymi w niektórych aplikacjach powoli przemija.
Jakie największe wyzwania stoją dziś przed zakładami przemysłowymi w kwestii zapewnienia bezpieczeństwa systemów robotycznych i logistycznych?
Wyzwanie stanowi połączenie bezpieczeństwa z wydajnością. Bezpieczne fizyczne wygrodzenie zwiększa wydajność, ale zajmuje dużo miejsca w hali. Z kolei praca w trybie kolaboracyjnym nie wymaga wygrodzeń, jednak znacząco obniża wydajność robota i ogranicza różnorodność prac, jakie może on wykonywać (np. nie wykorzysta wtedy chwytaków, bo mogą stanowić zagrożenie dla operatora).
Które regulacje prawne, normy lub standardy bezpieczeństwa mają dziś największy wpływ na rozwój produktów marki OMRON?
Oczywiście dyrektywa maszynowa oraz jej kontynuacja w postaci nowego rozporządzenia EU 2023/1230/UE, a także normy zharmonizowane z dyrektywą/rozporządzeniem unijnym (np. ISO 13849).
Jakie przewagi konkurencyjne wyróżniają Państwa ofertę w obszarze bezpieczeństwa robotyki i intralogistyki?
Nasza szeroka oferta obejmuje rozwiązania robotyczne (roboty stacjonarne, coboty, AMR) oraz systemy sterowania bezpieczeństwem – w zakresie urządzeń wejściowych (rozwiązania do detekcji ludzi, rozwiązania do monitorowania osłon, urządzenia zatrzymania awaryjnego), urządzeń sterujących (przekaźniki i sterowniki programowalne bezpieczeństwa) oraz wyjściowych (styczniki, przekaźniki z wymuszonym prowadzeniem, napędy z wbudowanymi funkcjami Safety).
Bezpieczeństwo przenośników
Przed tego typu zagrożeniami chronią osłony oddzielające elementy przenośnika od otoczenia. Są to np. ogrodzenia w postaci siatek ustawianych po jednej stronie wzdłuż transportera. Poza tym obudowuje się nimi sekcję bębnów, napędu, wyrzutników. Aby zapobiec obrażeniom w wyniku zsunięcia się ładunku, po obu stronach ramy przenośnika montuje się barierki pełniące funkcję prowadnic. Pracę przenośników nadzorują również liczne czujniki, np. monitorujące stan taśmy, które wykrywają jej zerwanie i mierzą jej prędkość. Transportery wyposaża się poza tym w wyłączniki krańcowe i przyciski umożliwiające ich awaryjne zatrzymanie.
Na bezpieczeństwo użytkowania ma wpływ projekt przenośnika i sposób organizacji stanowiska, którego stanowi on część. Istotne jest, aby podczas jego obsługi operatorzy nie musieli przyjmować niewygodnych pozycji ani wykonywać męczących powtarzalnych ruchów. Urządzenia sterujące powinny być zgrupowane, a dostęp do nich nie może być utrudniony. Powinny znajdować się poza strefami niebezpiecznymi, aby korzystanie z nich nie stwarzało zagrożenia. Niemożliwe powinno być też przypadkowe uruchomienie przenośnika.

Odpowiedzialność za bezpieczną obsługę transporterów spoczywa również na użytkownikach. Od personelu wymaga się przestrzegania szeregu zasad – niedopuszczalne są np. takie nierozważne zachowania, jak przechodzenie pod przenośnikiem albo przeskakiwanie nad nim, a tym bardziej chodzenie, siadanie albo jeżdżenie na taśmie. Ponieważ przenośniki mogą wciągać zwisające ubrania i długie włosy, trzeba unikać noszenia zbyt obszernej odzieży, podobnie jak luźnych ozdób w rodzaju bransoletek czy łańcuszków, a włosy należy związywać albo chować pod nakryciem głowy.
Monika Jaworowska




















