
Definicję cleanroomów podano w normie ISO 14644-1, standaryzującej ich klasyfikację. Zgodnie z nią chodzi o pomieszczenia, w których stężenie cząstek unoszących się w powietrzu jest kontrolowane i które są zbudowane oraz użytkowane w sposób minimalizujący wprowadzanie, powstawanie oraz gromadzenie się w nich cząstek. Inne istotne parametry, takie jak temperatura, wilgotność czy ciśnienie, kontroluje się w nich w razie potrzeby. Z cleanroomów korzystamy, by ograniczyć zanieczyszczenia, mogące wpływać na przebieg procesów technologicznych i jakość produktów.
Cleanroomy odgrywają kluczową rolę w zapewnieniu stabilności oraz powtarzalności produkcji w globalnych łańcuchach dostaw. Standaryzacja projektowania i eksploatacji takich pomieszczeń pozwala na utrzymanie porównywalnych warunków technologicznych w zakładach produkcyjnych zlokalizowanych w różnych częściach świata. Ułatwia to transfer technologii między fabrykami, umożliwia spełnienie międzynarodowych wymagań jakościowych i ogranicza zmienność procesów produkcyjnych. To przekłada się na mniejszą liczbę defektów i strat materiałowych. W rezultacie cleanroomy ułatwiają utrzymanie zarówno wysokiej jakości produktów, jak i efektywności ekonomicznej produkcji.
PRODUKCJA WYROBÓW MEDYCZNYCH
Dobry przykład stanowi produkcja wyrobów medycznych, których części wykonywane są metodą formowania wtryskowego, przez zalanie formy stopionym tworzywem sztucznym pod wysokim ciśnieniem w celu odwzorowania określonego kształtu. W przypadku produkowanych w ten sposób elementów mających bezpośredni kontakt z ciałem ludzkim i substancjami sterylnymi – takimi jak implanty, wenflony, dreny czy strzykawki – nie wolno dopuścić do ich zanieczyszczenia cząstkami ani mikroorganizmami, ponieważ stanowiłyby zagrożenie dla zdrowia i życia pacjentów. W związku z tym często cała produkcja – od wtrysku tworzywa, przez kontrolę jakości, po montaż i pakowanie – odbywa się w cleanroomach. Zapewnia to pełną identyfikowalność procesu i zgodność z normami jakościowymi obowiązującymi w branży medycznej.
Warto dodać, że standardy narzucane specyfiką pomieszczeń czystych wpływają na wybór materiałów i parametry procesu formowania wtryskowego wyrobów medycznych. Tworzywa sztuczne, z których się je wykonuje, nie tylko muszą być biokompatybilne i sterylizowalne, ale nie mogą również zwiększać ryzyka skażenia i muszą zachowywać integralność strukturalną. Dlatego wybierane są materiały o niskiej emisji cząstek stałych, które nie wydzielają gazów w procesie obróbki. Z drugiej strony, właściwości tworzyw sztucznych zależą od temperatury i poziomu wilgotności. Niektóre np. mogą absorbować wilgoć, jeśli jest jej w otoczeniu za dużo. To prowadzi do powstawania defektów, jak pęcherzyki powietrza albo puste przestrzenie w formowanym elemencie.
Niekontrolowane wahania temperatury i wilgotności mogą także wpływać na spójność przepływu oraz przebieg chłodzenia i krzepnięcia tworzyw. To zmniejsza dokładność wymiarową i pogarsza jakość wykończenia powierzchni formowanych elementów. Dzięki temu, że w cleanroomach parametry środowiskowe monitoruje się i ściśle reguluje można tego uniknąć, co zmniejsza liczbę wybrakowanych wyrobów. Z pomieszczeń czystych korzysta się także m.in. w branży biotechnologicznej i półprzewodnikowej (patrz ramka: Gdzie się korzysta z cleanroomów?).
Gdzie się korzysta z cleanroomów?
Z pomieszczeń czystych powszechnie korzysta się m.in. w branży biotechnologicznej, ponieważ w tej dziedzinie operuje się na wysoce wrażliwych na warunki otoczenia materiałach biologicznych, na poziomie komórek, materiału genetycznego i mikroorganizmów chorobotwórczych. W manipulacji DNA czy hodowli komórek pojedyncza cząstka pyłu albo mikroorganizm mogą zafałszować wyniki, wpływając na bezpieczeństwo produktów uzyskanych w wyniku badań, np. materiału genetycznego wykorzystywanego w terapii genowej albo leków testowanych na wyhodowanych w laboratorium tkankach.
W kontrolowanych warunkach cleanroomów łatwiej też można zapewnić bezpieczeństwo personelowi mającemu styczność z niebezpiecznymi materiałami biologicznymi, takimi jak różne patogeny, i organizmami modyfikowanymi genetycznie oraz zapobiec ich przeniknięciu do otoczenia, jak również uniknąć zanieczyszczeń krzyżowych. Procesy biotechnologiczne wymagają też utrzymania określonych warunków środowiskowych – np. na wzrost hodowli komórkowej silnie wpływają wahania temperatury i wilgotności.
Poza tym w cleanroomach montuje i testuje się satelity, aby zapobiec zanieczyszczeniu wrażliwej elektroniki pokładowej i elementów optycznych. W pomieszczeniach czystych produkuje się także układy scalone, aby uniknąć defektów w strukturach półprzewodnikowych, spowodowanych przez drobne cząstki lub wyładowania elektrostatyczne, których powstawaniu sprzyjają wahania wilgotności.
KLASYFIKACJA CLEANROOMÓW
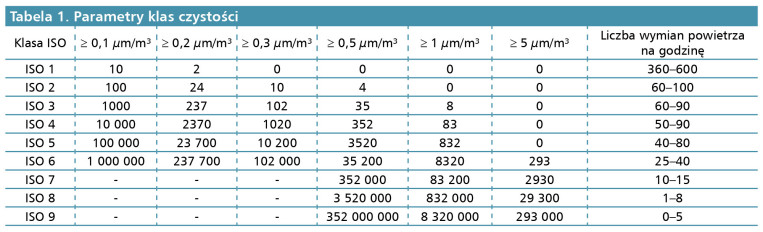
W normie ISO 14644-1 przedstawiono klasyfikację cleanroomów ze względu na poziom czystości powietrza, określany na podstawie maksymalnego dopuszczalnego stężenia cząstek danej wielkości w metrze sześciennym powietrza. Podział ten ustanawia ramy dla projektowania i eksploatowania pomieszczeń tego typu.
Rozmiary graniczne cząstek dobrano tak, żeby odpowiadały średnicom typowych zanieczyszczeń. Ustalone progi średnic to: ≥ 0,1 μm, ≥ 0,2 μm, ≥ 0,3 μm, ≥ 0,5 μm, ≥ 1 μm oraz ≥ 5 μm. Przykładowo, zakres 0,1-0,3 μm obejmuje nanocząstki, najdrobniejsze aerozole i cząstki stałe oraz niektóre wirusy. W praktyce jest to poziom krytyczny w przemyśle elektronicznym, gdyż nawet pojedyncze cząstki tej wielkości mogą spowodować defekty w nanometrowych strukturach półprzewodnikowych. Przedział 0,3-1 μm jest typowy dla części bakterii, drobnego pyłu, aerozoli technicznych i cząstek organicznych. W zakresie 1‒5 μm mieści się większość bakterii, zarodniki grzybów i drobiny pyłu przemysłowego. Cząstki tej wielkości są szczególnie istotne w produkcji farmaceutycznej i branży biotechnologicznej, ponieważ mogą przenosić mikroorganizmy. Rozmiar ≥ 5 μm mają np. zarodniki pleśni, włókna, cząstki pyłów, krople aerozoli, kawałki naskórka.

Wyróżnia się klasy od ISO 1 do ISO 9. Im niższy numer klasy ISO, tym wyższy poziom czystości powietrza i zarazem mniejsza dopuszczalna liczba cząstek o określonej średnicy. Do klasy ISO 1 zaliczane są najczystsze pomieszczenia, w których dopuszczalne jest występowanie pojedynczych cząstek, w rozmiarze nieprzekraczającym 0,2 μm w metrze sześciennym powietrza. Panują w nich najbardziej rygorystyczne warunki. W klasie ISO 5 cząstki o średnicy poniżej 0,5 μm liczone mogą być już w tysiącach, natomiast w ISO 7 dopuszcza się ich występowanie w setkach tysięcy. Stopień czystości pomieszczeń klasy ISO 9 odpowiada warunkom panującym w typowym pokoju.
Cleanroomy najbardziej restrykcyjnych klas, czyli ISO 1-3, wykorzystuje się głównie w produkcji półprzewodników. Klasa ISO 5 jest typowa dla krytycznych operacji w branży farmaceutycznej, takich jak pakowanie sterylnych preparatów, oraz w produkcji wyrobów medycznych o najwyższym ryzyku zanieczyszczenia organizmu, których przykładami są implanty, rozruszniki serca, sztuczne zastawki serca, stenty. W cleanroomach klasy ISO 6 m.in. produkuje się cewniki, narzędzia chirurgiczne, ISO 7 – fartuchy chirurgiczne, opatrunki, a ISO 8 – wyroby niemające kontaktu z wnętrzem ciała ani otwartymi ranami, w rodzaju plastrów do mocowania pulsoksymetru czy masek tlenowych.
ARCHITEKTURA CLEANROOMÓW
Wysoki poziom czystości w cleanroomach osiąga się dzięki organizacji ich przestrzeni pod kątem ograniczenia wprowadzania, wytwarzania oraz przenoszenia zanieczyszczeń. Projektowanie takich obiektów obejmuje planowanie ich rozkładu przez podział na strefy o różnych stopniach czystości i określenie zasad przemieszczania się pracowników i materiałów. Architektura cleanroomów musi ułatwiać utrzymanie kontrolowanych warunków środowiskowych i umożliwiać przebieg procesów technologicznych w sposób minimalizujący ryzyko kontaminacji.
Podstawą organizacji przestrzeni w cleanroomach jest hierarchiczny podział na strefy różniące się poziomem czystości. Zazwyczaj wyróżnia się obszary krytyczne, gdzie prowadzone są najbardziej wrażliwe operacje technologiczne, strefy kontrolowane, przeznaczone do procesów pomocniczych oraz przestrzenie o niższych wymaganiach czystości, które pełnią funkcję zaplecza. Zadania, które wymagają rygorystycznej kontroli środowiska, jak praca z otwartym produktem, są prowadzone w strefach o najwyższych klasach czystości, czyli ISO 1-3, a czynności pomocnicze wykonuje się w pomieszczeniach o najniższych klasach, jak ISO 7 lub ISO 8. Taki układ zapewnia stopniowanie poziomów czystości między sąsiednimi pomieszczeniami i ogranicza przenoszenie zanieczyszczeń do najbardziej wrażliwych obszarów produkcji.
Zaleca się, aby pomiędzy połączonymi przestrzeniami różnica stopni czystości nie była większa o więcej niż dwa rzędy wielkości. Określić również trzeba optymalną różnicę ciśnień między strefami czystymi. Powinna być wystarczająca, aby zapobiec przenikaniu zanieczyszczeń, ale nie za wysoka, ponieważ oznacza to wyższe koszty, trudności w kontroli i konieczność używania większej siły do otwierania oraz zamykania drzwi. Zalecana minimalna różnica ciśnień między strefami czystymi to kilka Pa.
PRZEPŁYW LUDZI I MATERIAŁÓW
Między sąsiadującymi ze sobą pomieszczeniami zwykłymi, a strefami czystymi również powinno się utrzymywać różnicę ciśnień. W cleanroomie w takim układzie ciśnienie musi być wyższe, żeby zapobiec przenikaniu zanieczyszczeń przez nieszczelności i podczas otwierania i zamykania drzwi. Zalecana minimalna różnica pomiędzy czystym obszarem a sąsiednią nieczystą strefą to kilkanaście Pa. Czasami ze względu na specyfikę procesów konieczne może być utrzymanie w cleanroomie podciśnienia w stosunku do jego otoczenia. Wówczas wprowadza się konstrukcje pomieszczenia w pomieszczeniu, by utrzymać podciśnienie względem otoczenia i zarazem zapewnić nadciśnienie dla utrzymania sterylności.
Kolejna decyzja projektowa dotyczy szybkości wymiany powietrza, która zależy od: stopnia zajętości oraz aktywności w pomieszczeniu, nasilenia generowania w nim cząstek i różnicy ciśnień względem pomieszczenia przylegającego. Trzeba również zlokalizować i oszacować nieuniknione wycieki powietrza z/do cleanroomu, m.in. przez gniazdka elektryczne, oprawy oświetleniowe, ramy okienne, ramy drzwi.
Istotne zagadnienie w projektowaniu cleanroomów to organizacja przepływu ludzi i materiałów. Już na wczesnym etapie analizowane są trasy oraz natężenie ruchu w poszczególnych częściach takich obiektów, aby można było odseparować krytyczne procesy od głównych ciągów komunikacyjnych. Stanowiska o najwyższych wymaganiach czystości nie mogą znajdować się w pobliżu drzwi ani w miejscach o dużym natężeniu ruchu, ponieważ częste przechodzenie personelu zwiększa ryzyko wprowadzania cząstek. Najlepiej, gdy dostęp do nich możliwy jest wyłącznie jednym wejściem, co zapobiega sytuacji, w której są przechodnim pomieszczeniem lub stanowiskiem często mijanym po drodze do przestrzeni niekrytycznych. Projekt cleanroomu powinien zapewnić jednokierunkowy przepływ personelu oraz materiałów, aby ograniczyć krzyżowanie się ścieżek ruchu i zmniejszyć prawdopodobieństwo przenoszenia zanieczyszczeń pomiędzy strefami.
MATERIAŁY KONSTRUKCYJNE
Wybór materiałów konstrukcyjnych to ważny etap w projektowaniu cleanroomów, ponieważ zależy od nich możliwość utrzymania czystości i odporności na intensywne procedury mycia i dezynfekcji. Dlatego powinny być nieporowate, gładkie, odporne na ścieranie, łatwe do zmywania i odporne na działanie środków chemicznych. Nie mogą również uwalniać cząstek, by same nie stały się źródłem zanieczyszczeń.
Podstawowy element cleanroomów to konstrukcja nośna. Obecnie popularyzują się pomieszczenia modułowe budowane z profili metalowych. Ich zalety to szybki montaż i elastyczność konfiguracji. Najczęściej ich ramy wykonywane są z aluminium albo stali, w tym stali nierdzewnej. Aluminium charakteryzuje dobry stosunek masy do wytrzymałości i odporność na korozję. Stali konstrukcyjnej używa się, gdy wymagana jest większa wytrzymałość i zdolność przenoszenia obciążeń (nośność). Stal nierdzewna znajduje zastosowanie w obiektach o najwyższych wymaganiach higienicznych, głównie w branży farmaceutycznej i biotechnologii, ze względu na wysoką odporność chemiczną, umożliwiającą częstą i intensywną dezynfekcję.

Konstrukcje szkieletowe cleanroomów modułowych zwykle zabudowuje się panelami, o gładkich i łatwych do utrzymania w czystości powierzchniach. Wykorzystuje się panele metalowe, najczęściej wykonane z aluminium albo stali, dodatkowo pokryte powłokami ochronnymi zwiększającymi ich trwałość i odporność chemiczną. Alternatywą są panele z tworzyw sztucznych albo kompozytów, takich jak laminaty wysokociśnieniowe czy tworzywa wzmacniane włóknem szklanym. Materiały te charakteryzuje niewielka porowatość i wysoka odporność na wilgoć i środki chemiczne, dzięki czemu sprawdzają się w środowiskach wymagających częstego mycia i dezynfekcji.
Spotykane są także panele z rdzeniem strukturalnym, np. z aluminium o strukturze plastra miodu, zapewniające odpowiednią sztywność konstrukcji przy jednoczesnym ograniczeniu jej masy. Poza tym wykorzystuje się tradycyjne rozwiązania budowlane, jak ściany z płyt gipsowo-kartonowych i konstrukcje murowane, pokrywane materiałami wykończeniowymi o właściwościach ograniczających emisję cząstek i ułatwiających czyszczenie, jak powłoki epoksydowe, polimerowe, laminaty winylowe. Sprawdzają się w cleanroomach niższych klas czystości i w razie adaptowania istniejących pomieszczeń na cleanroomy.
ELEMENTY KONSTRUKCYJNE
Wymóg sterylności dotyczy także sufitów. Najlepiej, jeśli sposób ich wykończenia jest taki sam, jak ścian. Popularne są modułowe sufity podwieszane. Panele je tworzące wykonywane są zazwyczaj z metalu lub materiałów kompozytowych o niskim uwalnianiu cząstek, a ich powierzchnie są pokryte powłokami zapewniającymi odporność na mycie i dezynfekcję. Jeżeli chodzi o podłogi, to często w cleanroomach spotykane są winylowe płytki, zazwyczaj z wklęsłymi narożnikami zapewniającymi ciągłość połączenia ze ścianą.
Okna w pomieszczeniach czystych umożliwiają nadzór oraz poprawiają bezpieczeństwo personelu. Umieszcza się je zazwyczaj tak, aby umożliwić podgląd operacji wykonywanych wewnątrz i dzięki temu ograniczyć liczbę wejść personelu spoza do strefy czystej. Okna wykonuje się ze szkła albo ze szkła akrylowego, odpornego na uderzenia. Montowane są równo z powierzchnią ściany, co eliminuje zanieczyszczenia, które gromadziłyby się na ramie i parapecie.
Do cleanroomów wchodzi się zazwyczaj przez śluzy powietrzne, wymagane do utrzymania różnicy ciśnień. Uszczelnienia drzwi muszą być hermetyczne. W tym zastosowaniu popularne są uszczelki neopremowe, nie zaleca się natomiast tych z pianki gumowej, ponieważ szybko się niszczą i kruszą. Drzwi wahadłowe muszą mieć mechanizm samozamykający. Drzwi przesuwne – z których korzysta się wówczas, gdy występują ograniczenia przestrzenne i w celu usprawnienia przejścia pomiędzy pomieszczeniami o takiej samej klasie czystości – powinny być specjalnie zaprojektowane, ponieważ ich mechanizm może być źródłem zanieczyszczeń.

Piotr Szopiński
ifm electronic
Jak zapewniają Państwo zgodność cleanroomów z normą ISO 14644-1 i innymi wymaganiami branżowymi (GMP, FDA)? Jakie procedury walidacji stosujecie?
W zapewnieniu zgodności cleanroomów z ISO 14644-1 oraz wymaganiami GMP i FDA kluczowe jest nie tylko spełnienie założeń projektowych, ale przede wszystkim ciągła kontrola i dokumentowanie warunków środowiskowych. Z perspektywy ifm electronic istotną rolę odgrywa tu cyfryzacja pomiarów i ich pełna identyfikowalność. W tym celu stosuje się m.in. czujniki ciśnienia różnicowego ifm z serii PN, które pozwalają na precyzyjne monitorowanie różnic ciśnień pomiędzy strefami cleanroomu, co jest jednym z podstawowych wymagań normatywnych dla utrzymania klasy czystości. Dane z tych czujników mogą być bezpośrednio przesyłane przez IO-Link do systemów nadrzędnych, co umożliwia ich archiwizację oraz wykorzystanie w procesach walidacyjnych.
W jaki sposób rozwiązują Państwo kwestię gradientu ciśnień między strefami o różnej czystości i dlaczego jest to tak istotne dla zapobiegania kontaminacji?
Utrzymanie odpowiedniego gradientu ciśnień jest jednym z fundamentów bezpieczeństwa cleanroomów, ponieważ to on zapobiega niekontrolowanemu przepływowi zanieczyszczeń pomiędzy strefami. W rozwiązaniach ifm stosuje się precyzyjne przetworniki różnicy ciśnień, takie jak czujniki serii PN oraz PQ, które umożliwiają stały nadzór nad nawet bardzo niewielkimi zmianami ciśnienia. Dzięki integracji z IO-Link możliwe jest nie tylko bieżące monitorowanie, ale również ustawianie progów alarmowych i szybka reakcja systemu automatyki. W praktyce czujniki te są elementem szerszego systemu sterowania HVAC, co pozwala utrzymywać stabilny, kontrolowany przepływ powietrza w kierunku od stref o wyższej czystości do niższej.
Które parametry środowiskowe poza czystością powietrza są kontrolowane w Państwa rozwiązaniach i jak jest to realizowane?
Poza czystością powietrza równie istotne jest monitorowanie takich parametrów, jak temperatura, wilgotność i ciśnienie, ponieważ mają one bezpośredni wpływ na stabilność procesów produkcyjnych oraz ryzyko kondensacji czy elektryzowania się powierzchni. ifm electronic oferuje w tym zakresie m.in. czujniki środowiskowe z serii LDH oraz czujniki temperatury TCC, które mogą być integrowane w jednej architekturze IO-Link. Pozwala to na spójne zbieranie danych z wielu punktów instalacji i ich centralne przetwarzanie. Dzięki temu operator cleanroomu otrzymuje pełny obraz warunków środowiskowych w czasie rzeczywistym, a system może automatycznie reagować na odchylenia, np. poprzez korektę pracy systemów HVAC.
WYTYCZNE DLA PERSONELU
Źródłami zanieczyszczeń w cleanroomach mogą być też: wyposażenie produkcyjne, produkt oraz personel. Pierwsze generuje cząstki przede wszystkim w wyniku tarcia, wibracji oraz zużywania się komponentów. Ich źródłem są też smary. Ilość zanieczyszczeń generowanych przez produkt zależy od jego specyfiki. Zdecydowanie głównym źródłem niepożądanych cząstek jest jednak personel. Ludzie uwalniają je z kilku powodów. Najważniejsze to: procesy regeneracyjne zachodzące w ciele człowieka, przez które do otoczenia trafiają płatki skóry, tłuszcz, pot, włosy, sposób zachowania się, a przede wszystkim tempo wykonywania czynności, kichanie, kaszel oraz różne niedobre nawyki w pracy i współpracy z innymi osobami. W ciągu np. minuty ludzie typowo wprowadzają do otoczenia 100 tys. cząstek większych niż 0,3 μm, pozostając w bezruchu (siedząc albo stojąc). Gdy chodzą, jest to już, w zależności od szybkości – od setek tysięcy do dziesiątków milionów, a w przypadku jeszcze gwałtowniejszych ruchów – nawet setki milionów takich drobin.
Aby te ilości zmniejszyć, personel cleanroomów zobowiązany jest nosić specjalne ubrania, które zakłada w przedsionku, z którego do strefy czystej przechodzi przez śluzę powietrzną wyposażoną często w prysznic powietrzny. Rękawiczki, maski na twarz, nakrycia głowy są standardem w prawie każdym pomieszczeniu czystym. Używane są również fartuchy, zaś w cleanroomach o najwyższej klasie – kombinezony. Pracownicy są też zobowiązani do przestrzegania szeregu zasad.
Przykłady to: zakaz wnoszenia do cleanroomów rzeczy osobistych, jak klucze, telefony, portfele czy biżuteria; zakaz jedzenia, picia, palenia – palić nie wolno również bezpośrednio przed wejściem, powinno się odczekać co najmniej 20 minut, żeby resztki dymu mogły się ulotnić z ubrania i skóry; zakaz żucia gumy, nakładania makijażu, używania perfum, wymóg stosowania płynów i mydeł zmniejszających łuszczenie się naskórka. Zabronione jest też zwykle: wykonywanie szybkich ruchów, jak bieganie i szybki chód, aby nie wzburzać powietrza, siadanie i opieranie się na sprzęcie oraz powierzchniach roboczych, pisanie na sprzęcie albo odzieży oraz noszenie odzieży ochronnej poza pomieszczeniem czystym. Pracownik nie powinien wchodzić do cleanroomu, jeżeli źle się czuje albo podejrzewa, że jest chory. Nie wolno dotykać twarzy ani włosów dłońmi w rękawiczkach. Zabronione jest noszenie odzieży ochronnej poza cleanroomem.
WYMIANA I FILTRACJA POWIETRZA
Przepływ powietrza w cleanroomach stanowi podstawowy mechanizm utrzymywania wymaganej czystości. Inaczej niż w przypadku konwencjonalnych systemów klimatyzacji, których głównym celem jest zapewnienie komfortu cieplnego użytkowników, systemy wentylacji w pomieszczeniach czystych są projektowane przede wszystkim z myślą o kontrolowaniu stężenia cząstek w powietrzu i zapobieganiu ich przemieszczaniu się między strefami produkcyjnymi. Osiąga się to dzięki dużej częstość wymian powietrza.
Zazwyczaj klimatyzacja, np. w biurach, zapewnia 4-8 wymian powietrza na godzinę, natomiast w cleanroomach wartości te są znacznie wyższe i mogą wynosić nawet kilkadziesiąt wymian powietrza na godzinę, w zależności od wymaganego poziomu czystości i specyfiki prowadzonych procesów technologicznych. Wraz ze wzrostem liczby wymian powietrza zwiększa się zdolność systemu do usuwania cząstek uwalnianych przez ludzi, urządzenia, materiały obecne w danym pomieszczeniu.

Częstość wymiany powietrza jest ściśle powiązana z klasą czystości pomieszczenia według normy ISO 14644-1. Im wyższa klasa, tym większe zapotrzebowanie na świeże, przefiltrowane powietrze. W pomieszczeniach o bardzo wysokiej czystości, takich jak cleanroomy klas ISO 1-3, zalecana liczba wymian powietrza mieści się w przedziale 60-600 cykli na godzinę, natomiast w pomieszczeniach klasy ISO 7 i ISO 8 wystarczające są odpowiednio 10-15 oraz 1-8 wymiany. Wybór intensywności wentylacji wymaga zwykle kompromisu pomiędzy wymaganiami w zakresie czystości a kosztami eksploatacji cleanroomu.
Oprócz liczby wymian powietrza kluczowe znaczenie ma sposób jego przepływu. W cleanroomach wykorzystuje się trzy podstawowe typy: przepływ laminarny, czyli jednokierunkowy, turbulentny (niejednokierunkowy) oraz mieszany. Każdy zapewnia inny mechanizm usuwania zanieczyszczeń i znajduje zastosowanie w innych klasach czystości oraz w różnych typach procesów technologicznych. Szerzej charakteryzujemy je w ramce (patrz ramka: Typy przepływu powietrza w cleanroomach).
Typy przepływu powietrza w cleanroomach
Przepływ laminarny polega na przemieszczaniu się powietrza równoległymi strumieniami, o stałym kierunku i podobnych prędkościach, czyli w sposób uporządkowany, bez tworzenia się zaburzeń. Dzięki temu cząstki znajdujące się w powietrzu są transportowane w jednym kierunku i usuwane z obszaru roboczego w sposób ciągły. Uzyskuje się w ten sposób efekt tłoka, gdyż świeże powietrze wypiera powietrze zanieczyszczone, przemieszczając je w stronę otworów wylotowych.
Wyróżnić można dwie konfiguracje: pionową i poziomą. W pierwszym układzie wlot powietrza znajduje się na suficie, a wylot w kratkach przy podłodze. Jest on popularny w cleanroomach o najwyższych wymaganiach czystości. Z kolei w układzie poziomym powietrze przepływa między przeciwległymi ścianami, co pozwala uzyskać równomierny strumień powietrza wzdłuż stanowisk roboczych.
W przypadku przepływu niejednokierunkowego świeże powietrze miesza się z powietrzem już znajdującym się w pomieszczeniu, tworząc złożony, chaotyczny układ wirów. Nie zachodzi tu więc wymiatanie cząstek zanieczyszczeń z przestrzeni roboczej, ale ich rozpraszanie. Następnie cząstki zawieszone w powietrzu są transportowane przez turbulencje w kierunku punktów wylotowych. Chociaż taki model przepływu jest mniej skuteczny w usuwaniu zanieczyszczeń, jego zaletą pozostaje znacznie mniejsze zużycie energii przez system wentylacji. Korzysta się z niego przede wszystkim w cleanroomach o niższych klasach czystości, jak ISO 6–8.
Rozwiązania mieszane łączą obydwa mechanizmy. Przykładowo, główny system wentylacji pracuje w trybie przepływu turbulentnego, ale nad wybranymi stanowiskami roboczymi lokalnie wymusza się przepływ laminarny. Pozwala to uzyskać wysoką czystość w najbardziej krytycznych punktach procesu technologicznego, przy równoczesnym ograniczeniu kosztów energii, które wynikałyby z utrzymywania przepływu jednokierunkowego w całej objętości pomieszczenia.
W typowym systemie wentylacji cleanroomu powietrze doprowadzane z zewnątrz przechodzi przez kilka etapów filtracji. Na wlocie instalowane są elementy ochronne, jak siatki i kratki, zatrzymujące większe zanieczyszczenia (liście, owady). Następnie powietrze przechodzi przez filtry wstępne o stosunkowo niskiej skuteczności, wychwytujące duże cząstki. Pełnią one głównie funkcję ochronną dla dalszych elementów systemu wentylacji, zapobiegając przedwczesnemu zatykaniu się filtrów o większej skuteczności w eliminowaniu najmniejszych zanieczyszczeń. Takimi są filtry HEPA (High Efficiency Particulate Air) i ULPA (Ultra Low Penetration Air). Odpowiadają one za końcowy etap oczyszczania powietrza, przed jego wprowadzeniem do pomieszczenia czystego. Filtry tych typów charakteryzują się bardzo wysoką skutecznością zatrzymywania cząstek, która w przypadku HEPA wynosi co najmniej 99,95% dla cząstek o średnicy 0,3 μm i większych, a w ULPA – 99,9995% dla cząstek o wielkości 0,12 μm i większych. Uzyskują ją dzięki specjalnej budowie i złożonym mechanizmom usuwania zanieczyszczeń (patrz ramka: Jak działają filtry HEPA i ULPA?).
Jak działają filtry HEPA i ULPA?
Na filtr HEPA składa się kilka warstw materiału filtrującego, w postaci splątanych włókien, zwykle z włókna szklanego, polipropylenu czy poliestru. Średnica pojedynczego włókna jest rzędu mikrometrów, a odległości między nimi są mniejsze niż jeden mikrometr. Dzięki temu włókna tworzą porowatą strukturę z licznymi mikrokanałami do przepływu powietrza. Warstwy są pofałdowane – plisowane, czyli uformowane w kształt harmonijki. To pozwala znacząco zwiększyć efektywną powierzchnię filtrowania, przy równoczesnym zachowaniu kompaktowych wymiarów filtra.
Warstwy przekładane są separatorami utrzymującymi między nimi stały odstęp. Mają one zwykle postać cienkich metalowych pasków, które stykają się z powierzchnią filtrującą jedynie w punktach podparcia, aby nie blokować przepływu powietrza. Separatory zapobiegają sklejaniu się sąsiednich warstw pod wpływem różnicy ciśnień, co zmniejszałoby efektywną powierzchnię filtracji i zwiększało opór przepływu.
W filtrach ULPA plątanina włókien jest jeszcze bardziej zagęszczona, dzięki czemu wychwytują mniejsze cząstki. Cząstki zanieczyszczeń są przy przepływie przez taką strukturę usuwane dzięki łącznemu działaniu kilku mechanizmów.
Przykładowo, te większe i cięższe zostają wychwytane dzięki swojej bezwładności. Ponieważ w poruszającym się strumieniu gazu charakteryzują się stosunkowo dużą inercją, mimo że prąd powietrza opłynie włókna filtru, cząstki te nie nadążają za zmianą jego kierunku i zatrzymują się na nich. Największe cząstki są już wychwytywane przez pierwszych kilku warstwach filtra. Z kolei te średnie, ale wystarczająco małe, aby prąd powietrza mógł je unieść, zmieniają kierunek wraz z nim. Część z tych, które znajdą się wystarczająco blisko włókien, zatrzyma się na nich.
W miarę przechodzenia cząstek średniej wielkości przez kolejne warstwy materiału filtrującego zwiększa się prawdopodobieństwo ich wychwycenia. Te jeszcze mniejsze natomiast zaczynają poruszać się w sposób chaotyczny. Są to tzw. ruchy Browna, będące skutkiem oddziaływania molekuł powietrza na zawieszone w nim cząstki zanieczyszczeń. Efekt ten staje się zwłaszcza wyraźny w przypadku tych bardzo małych, o średnicy poniżej 0,1 μm. Losowość ruchu zwiększa prawdopodobieństwo ich zderzenia się z włóknem, tym większe im niższa jest prędkość przepływu powietrza, czyli im dłużej cząstki przemieszczają się w filtrze. Ostatni mechanizm to przyciąganie przeciwnie naładowanych cząstek przez ładunki elektrostatyczne, które gromadzą się na wkładzie filtrującym.
CZYSZCZENIE CLEANROOMÓW
Mimo wysoce skutecznych systemów wentylacji i filtracji powietrza personel, materiały, urządzenia oraz procesy technologiczne są ciągłym źródłem nowych zanieczyszczeń w cleanroomach. Z tego powodu wymagają one regularnego czyszczenia, dezynfekcji oraz przeglądów wyposażenia. Aby te czynności same nie stały się powodem skażenia, powinny być wykonywane przez pracowników przeszkolonych w tym zakresie i przebiegać według określonych wytycznych.
Procedury mogą się różnić w zależności od konkretnych wymagań obiektu i przepisów branżowych. Generalnie jednak przestrzega się kilku zaleceń. Czyszczenie polega na usuwaniu cząstek, osadów i innych pozostałości procesowych z powierzchni cleanroomu i jego wyposażenia. Szczególną uwagę zwraca się na obszary, które są trudno dostępne, takie jak rogi pomieszczenia, przestrzenie przy drzwiach i kratki wentylacyjne, ponieważ są to miejsca sprzyjające nagromadzaniu się zanieczyszczeń.
Czyszczenie musi być wykonywane w określonej kolejności, by zapobiec powtórnemu zanieczyszczeniu już wcześniej przygotowanych powierzchni. Standardową praktyką jest rozpoczynanie od elementów znajdujących się najwyżej i przechodzenie w kierunku podłogi. Powierzchnie przeciera się w jedną stronę, ponieważ ruch „tam i z powrotem” więcej cząstek generuje niż usuwa.
Do czyszczenia używa się specjalnych, bezpyłowych ścierek oraz mopów – użycie tradycyjnych materiałów tekstylnych, papierowych ręczników i szczotek może bowiem skutkować uwolnieniem z nich pyłów i włókien, a w konsekwencji wtórną kontaminacją pomieszczenia. Korzysta się także z odkurzaczy z filtrami HEPA, które usuwają pozostałe cząstki, zapobiegając ich ponownemu wzbiciu się w powietrze.
Jeśli chodzi o środki czyszczące, używa się najczęściej roztworów detergentów o niskim pienieniu oraz wody o wysokim stopniu czystości, np. dejonizowanej. Po zakończeniu czyszczenia mechanicznego przeprowadza się dezynfekcję powierzchni. W tym celu używane są środki biobójcze o szerokim spektrum działania, na bakterie, wirusy, grzyby. Cleanroomy często dezynfekuje się roztworami alkoholi, takimi jak 70-procentowy roztwór alkoholu izopropylowego albo etanolu, które nie tylko skutecznie niszczą wiele mikroorganizmów, ale i szybko odparowują, nie pozostawiając osadów. Ważne, aby środek dezynfekujący był również kompatybilny chemicznie z materiałami konstrukcyjnymi pomieszczenia. Co jakiś czas preparaty są zmieniane, co ma zapobiec sytuacji, w której na skutek długotrwałego korzystania z danego środka mikroorganizmy się na niego uodpornią. Częstość czyszczenia i dezynfekcji cleanroomów zależy od klasy czystości pomieszczenia i specyfiki prowadzonych w nim procesów.

JAKOŚĆ POWIETRZA W PRZEMYŚLE
Poziom jakości powietrza w zakładach przemysłowych ma wpływ na warunki pracy, przebieg produkcji i charakterystykę produktów. W odróżnieniu od cleanroomów hale przemysłowe nie są jednak projektowane pod kątem kontroli stężenia cząstek ani mikroorganizmów w powietrzu, a wentylacja ma za zadanie przede wszystkim usuwać nadmiar ciepła i zanieczyszczeń wytwarzanych w czasie produkcji. W konsekwencji poziom tych drugich w takich obiektach jest zazwyczaj znacząco wyższy i bardziej zmienny niż w pomieszczeniach czystych.
W halach produkcyjnych wskazać można wiele źródeł zanieczyszczeń powietrza. Przykładem jest obróbka mechaniczna materiałów, metali oraz tworzyw sztucznych, obejmująca m.in. szlifowanie, wiercenie, frezowanie, toczenie, cięcie, polerowanie. Towarzyszy jej silne pylenie. Podczas obróbki metali z wykorzystaniem płynów chłodząco-smarujących powstaje także mgła olejowa. W przemyśle drzewnym cięcie, struganie i szlifowanie drewna powoduje emisję pyłów. W branży budowlanej powstaje ona przy okazji transportu, pakowania, przeładunku takich materiałów, jak gips i cement, a w przemyśle spożywczym m.in. mąki, cukru, przypraw. Procesowi spawania towarzyszy natomiast emisja dymów spawalniczych. W lakierniach, w produkcji farb, podczas klejenia, impregnowania materiałów i formowania wtryskowego w powietrzu unoszą się opary związków chemicznych.
Jakość powietrza w zakładach przemysłowych ma wpływ na zdrowie pracowników. Ekspozycja na zanieczyszczenia może powodować przemijające objawy, jak i mieć poważne konsekwencje zdrowotne w przypadku długotrwałego narażenia. Do najczęstszych skutków należą: podrażnienie oczu, nosa i gardła, bóle i zawroty głowy, w dłuższej perspektywie mogą się natomiast rozwinąć choroby układu oddechowego i sercowo-naczyniowego. Rośnie również ryzyko nowotworów. Ponadto słaba jakość powietrza wpływa na komfort pracy. Przykładowe skutki tego to: zmęczenie, senność i problemy z koncentracją. To z kolei przekłada się na spadek wydajności pracy i wzrost liczby pomyłek.
Jakość powietrza wpływa również na bezpieczeństwo pracy. Przykładowo, wysokie stężenie palnych pyłów oraz oparów rozpuszczalników zwiększa ryzyko wytworzenia się atmosfery wybuchowej. To zagrożenie dotyczy szczególnie branż takich, jak chemiczna, drzewna, spożywcza i górnicza. Silne zapylanie, które ogranicza widoczność i działa drażniąco na oczy, może z kolei zwiększać ryzyko wypadków przy obsłudze maszyn i podczas transportu materiałów wewnątrz zakładu, np. wózkami widłowymi. Zanieczyszczenia powietrza mogą oprócz tego pogarszać jakość produktów i procesów – np. cząstki pyłów unoszące się w powietrzu, osiadając, powodują powstawanie wad powierzchniowych powłok lakierniczych i zanieczyszczenia krzyżowe leków. Gromadząc się z kolei na elementach maszyn, zwiększają tarcie, co przyspiesza ich zużywanie się.
WENTYLACJA I ODPYLANIE
Wyróżnić można dwa rodzaje wentylacji w obiektach przemysłowych: rozcieńczającą (ogólną) oraz wyciągową (lokalną). Pierwsza zmniejsza stężenie zanieczyszczeń i kontroluje ilość ciepła poprzez mieszanie (rozrzedzanie) powietrza zanieczyszczonego ze świeżym. W tym celu dostarcza i usuwa jego duże ilości do i z całego obszaru albo budynku, zazwyczaj przy użyciu dużych wentylatorów wyciągowych montowanych w ścianach oraz na dachu. Jednocześnie wentylacja ogólna powoduje rozprowadzenie zanieczyszczeń po całym miejscu pracy, przez co mogą one wpływać na pracowników znajdujących się nawet daleko od ich źródła.
Nie zawsze jest to zatem najlepsze rozwiązanie, a w przypadku jej wyboru jako metody ochrony personelu kluczowa pozostaje świadomość jej ograniczeń. Najważniejsze z nich to: nieusuwanie wszystkich zanieczyszczeń, brak skuteczności w eliminacji szczególnie tych uciążliwych, jak pyły, opary metali, duże ilości gazów i oparów, oraz nieradzenie sobie z usuwaniem zanieczyszczeń pojawiających się nagle w bardzo dużych ilościach. Utrudnieniem jest również niemożność zastosowania w przypadku procesów, w których używane są silnie szkodliwe chemikalia.
Generalnie wykorzystanie wentylacji ogólnej w usuwaniu zanieczyszczeń chemicznych należy ograniczyć do sytuacji, w których: ich ilość, toksyczność oraz intensywność emisji są małe, a pracownicy nie przebywają w bezpośrednim sąsiedztwie ich źródła. Wentylacja rozcieńczająca oprócz tego wymaga ogrzewania oraz schładzania dużych ilości powietrza pobieranego z zewnątrz. Zasadniczo ten typ wentylacji okazuje się najskuteczniejszy, jeżeli wyciąg jest umieszczony blisko i przed narażonymi na wdychanie zanieczyszczeń pracownikami, a wlot świeżego powietrza znajduje się za nimi.
Lokalny wyciąg natomiast wychwytuje zanieczyszczenia bezpośrednio u ich źródła albo w jego sąsiedztwie. Dzięki temu ta metoda jest skuteczniejsza niż wentylacja rozcieńczająca w przypadku usuwania najszkodliwszych oraz wytwarzanych punktowo i w dużych ilościach pyłów oraz oparów. Wentylacja miejscowa bywa zazwyczaj preferowana również, jeżeli problemem jest wzrost kosztów ogrzewania, które wynikają z konieczności wymiany powietrza w chłodniejsze dni, a źródeł emisji zanieczyszczeń mamy niewiele i znajdują się one w pobliżu stref oddychania pracowników. Główne komponenty lokalnych wyciągów to: kaptur (okap), który wychwytuje zanieczyszczenia u źródła, kanały do ich transportu, filtry, wentylatory, kominy wyprowadzające zanieczyszczone powietrze na zewnątrz. Przykład stanowiska, które bezwzględnie wymaga wentylacji miejscowej, stanowi spawalnia.
Lokalnie montowane są również odpylacze (kolektory pyłów). Do urządzeń tych zanieczyszczone powietrze dopływa wlotem, a następnie przechodzi przez filtry. Pył zbierany jest na powierzchni ich wkładów, a czyste powietrze jest odprowadzane na zewnątrz. Wkłady filtrów są zwykle czyszczone automatycznie. Pył opada przez lej zsypowy do zbiornika odpylacza, który wyposaża się w klapy i komory przeciwwybuchowe. Gdy na skutek zapłonu pyłu ciśnienie wewnątrz kolektora przekroczy dopuszczalną wartość, klapa otwiera się, a czoło płomienia znajduje ujście w komorze, gdzie w bezpieczny sposób jest on tłumiony. Także kanały wlotowe do odpylacza wymagają zabezpieczenia. W związku z tym są wyposażane w zawory odcinające, aktywowane przepływem, zapobiegające w przypadku wybuchu rozprzestrzenianiu się płomienia na zewnątrz przewodami doprowadzającymi zanieczyszczone powietrze.
SEPARACJA MGŁY OLEJOWEJ
Oprócz pyłów na pogorszenie jakości powietrza znacząco wpływa wspomniana już mgła olejowa. Jest to aerozol składający się z drobnych kropelek oleju albo emulsji olejowo-wodnych unoszących się w powietrzu. Powstaje głównie w wyniku atomizacji cieczy technologicznych używanych do smarowania i chłodzenia narzędzi. Przykładowo, w obróbce metali używa się płynów chłodząco-smarujących, których zadaniem jest ograniczenie tarcia, odprowadzanie ciepła oraz poprawa jakości powierzchni obrabianych detali. Pod wpływem wysokich temperatur, do jakich na styku z detalem nagrzewają się obracające się z bardzo dużymi prędkościami narzędzia skrawające, płyny te ulegają odparowaniu. Następnie, w chłodniejszym powietrzu hali, zachodzi ich kondensacja i w postaci bardzo małych, o średnicy rzędu mikrometrów, kropli, tworzą one aerozol.
Obecność mgły olejowej w powietrzu hali produkcyjnej ma liczne negatywne konsekwencje. Cząstki aerozoli wdychane przez pracowników mogą przenikać głęboko do układu oddechowego, a długotrwała ekspozycja na nie wiąże się w związku z tym z ryzykiem występowania jego chorób. Mogą również działać drażniąco na skórę. Mgła olejowa niekorzystnie wpływa poza tym na bezpieczeństwo pracy i działanie urządzeń. Wynika to stąd, że krople oleju osadzające się na podłodze i maszynach tworzą śliską, lepką warstwę tłuszczu. W pierwszym przypadku zwiększa się ryzyko poślizgnięcia, z kolei nagromadzając się na obudowach i wentylatorach urządzeń oleiste powłoki sprzyjają oblepianiu ich przez kurz. To z kolei ogranicza efektywność chłodzenia tą drogą, co prowadzi do ich przegrzewania się. Dlatego dąży się do tego, aby ilość mgły olejowej w halach produkcyjnych ograniczać.
Podstawowy sposób to jej eliminacja u źródła. W tym celu korzysta się z lokalnych odciągów, które wychwytują aerozol bezpośrednio w miejscu jego powstawania. W kolektorach mgły olejowej w celu oczyszczenia powietrza wykorzystywane są różne mechanizmy oddzielenia oleju. Przykładowo, w separatorach koalescencyjnych kropelki oleju, osadzając się na filtrze, łączą się ze sobą, zlewając w większe, cięższe krople. Te następnie pod wpływem grawitacji spływają do zbiornika i mogą być ponownie wykorzystane.
Monika Jaworowska
















