Laserowe pomiary wielkości geometrycznych. Część 2: Układy pomiarowe
Testowanie nakierowania czujników
23 stycznia 2012
Pomiary odległości między czujnikiem i detalem przeprowadzane są w przemyśle powszechnie. Tematem pierwszej części artykułu im poświęconego były laserowe czujniki odległości. Przedstawiono w nim dwa najczęściej wykorzystywane rodzaje sensorów - triangulacyjne oraz typu TOF (Time Of Flight). W bieżącym opracowaniu charakteryzujemy konfiguracje układów pomiarowych z czujnikami laserowymi wykorzystywanymi do wyznaczania różnych wielkości geometrycznych.
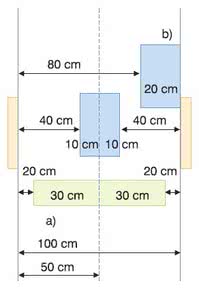
Rys. 5. Jeżeli minimalna szerokość pudełek wynosi 20 cm i wiadomo, że będą one zawsze ustawione na środku taśmociągu, można zastosować czujniki o zakresie pomiarowym 40 cm (a); gdy spodziewamy się, że mogą one być ustawione w różnych miejscach na taśmociągu, zakres pomiarowy czujników powinien wynosić co najmniej 80 cm (b)
Bardziej złożona jest zwykle realizacja konfiguracji z parą czujników. Komplikacje wystąpić mogą już na etapie określania wymaganego zakresu pomiarowego. Nie zawsze można go właściwie wyznaczyć tylko na podstawie spodziewanego maksymalnego i minimalnego rozmiaru wymiarowanego obiektu.
Przykładem jest układ pomiarowy do wyznaczania szerokości pudełek, które przesuwają się na ruchomej taśmie o szerokości metra jak na rysunku 4. Zakładając, że szerokość pudełek na przenośniku wynosić może od 20 do 60 cm, a pudełka umieszczane są dokładnie na środku
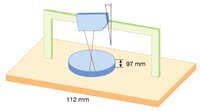
Rys. 6. Wynik pomiaru należy skorygować, uwzględniając odchylenie czujnika od kierunku prostopadłego do blatu
W układzie pomiarowym z parą czujników należy też zapewnić synchronizację pomiarów w obu sensorach. W przeciwnym wypadku, jeżeli obiekt między odczytem wyniku przez pierwszy i drugi czujnik zmieni swoje położenie - na przykład w wyniku drgań, jego wymiar zostanie obliczony błędnie.
Przykładowo jeżeli w układzie pomiaru grubości walcowanej blachy, która na skutek wibracji przenoszonych z silnika na rolki drga z częstotliwością 60 Hz i amplitudą 0,05 mm, czujniki mierzą odległość z przesunięciem w czasie o 0,008 sekundy, błąd pomiaru grubości wyniesie około 1mm.
W związku z tym wielu producentów wprowadza rozwiązania konstrukcyjne ułatwiające zsynchronizowanie pomiarów - na przykład dopuszczając możliwość fizycznego połączenia głowic czujników. Można wówczas równocześnie przesłać sygnał wyzwalający pomiar do dwóch lub większej liczby sensorów.
Case study: pomiary grubości powłok elementów
Problem: Na etapie projektu nowej fabryki metalowych komponentów maszyn poszukiwano efektywnej metody kontroli grubości powłok, którymi powlekane są te elementy. Początkowo planowano ręczne pomiary za pomocą które personel miałby przeprowadzać między kolejnymi etapami obróbki detali.
Okazało się jednak, że niektórych procesów nie można byłoby wstrzymać na czas pomiarów, przez co nie zawsze odpowiednio szybko byłyby wykrywane wybrakowane komponenty. Ponadto nieumiejętnie przeprowadzony pomiar suwmiarką mógłby uszkodzić detal. Obawiano się także, że kontrola, której przebieg będzie zależny m.in. od wprawy i wyszkolenia operatora.
Rozwiązanie: Zdecydowano się wdrożyć bezkontaktowy system pomiarowy z sensorami laserowymi w układzie pomiarowym z pojedynczym czujnikiem. W tym celu odpowiednio do potrzeb, w konkretnych miejscach na linii produkcyjnej między kolejnymi etapami przetwarzania zamontowano na specjalnych uchwytach czujniki.
Każdy z nich wyznaczał grubość detalu na podstawie jego odległości od głowicy pomiarowej. Dzięki wdrożeniu tego systemu możliwa stała się szybka detekcja wybrakowanych elementów, umożliwiająca skorygowanie ustawień maszyn zanim liczba nieprecyzyjnie wykonanych elementów nadmiernie wzrosła.
ROZMIESZCZENIE CZUJNIKÓW
Rys. 7. Czujniki laserowe nie zostały zainstalowane dokładnie na wprost siebie, co zafałszuje wyniki pomiarów
Kolejną ważną kwestią jest sposób rozmieszczania i zamocowania sensorów. W przypadku układu pomiarowego z pojedynczym czujnikiem należy unikać sytuacji jak na rysunku 6, w których sensor nie jest zamontowany prostopadle do wymiarowanego detalu. Zmierzona w ten sposób odległość nie będzie odpowiadała rzeczywistemu dystansowi dzielącemu czujnik i obiekt.
Jeżeli nie można skorygować ustawienia sensora, należy wprowadzić poprawkę do wyniku pomiaru. W tym celu trzeba wyznaczyć rzeczywisty kąt padania promienia lasera, mierząc odchylenie czujnika od kierunku prostopadłego do powierzchni detalu. Następnie wartość odległości zmierzonej przez krzywo zamontowany czujnik trzeba pomnożyć przez kosinus kąta odchylenia.
NACELOWANIE PARY SENSORÓW
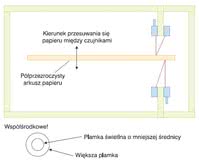
Rys. 8. Przesuwając kartkę półprzezroczystego papieru między czujnikami, można zaobserwować położenie środków plamek świetlnych obu laserów - prawidłowo w całym zakresie pomiarowym układu czujników powinny one być współśrodkowe
W przypadku układu pomiarowego w konfiguracji z dwoma czujnikami triangulacyjnymi konieczne jest z kolei precyzyjne nakierowanie na siebie promieni laserów w taki sposób, by plamki świetlne z obu sensorów w całym zakresie pomiarowym pokrywały się.
W przeciwnym wypadku każdy z czujników mierzyć będzie odległość od innego punktu obiektu. Wymiar obliczony na podstawie wyników pomiarów uzyskanych w ten sposób może być nieprawdziwy, zwłaszcza jeżeli powierzchnia detalu jest nierówna lub jego grubość na danym obszarze nie jest stała.
Przykład nieprawidłowego rozmieszczenia czujników przedstawia rysunku 7. Dokładne nacelowanie na siebie wiązek współpracujących laserów jest konieczne w pomiarach wymagających dużej precyzji, ma też szczególne znaczenie na przykład w kontroli jakości gotowych wyrobów.
Z powodu przesunięcia naprzeciwległych czujników niedokładnie wyznaczony wymiar może bowiem skutkować uznaniem za wybrakowany produktu wykonanego w rzeczywistości zgodnie ze specyfikacją.
Case study: produkcja spożywcza
Problem: W jednym z zakładów z branży spożywczej szukano metody, która pozwoliłaby ograniczyć liczbę odrzutów ciast, które ze względu na grubość lub kształt uznawane były za wybrakowane. Marnowało się wtedy wiele surowca, który po obróbce cieplnej nie nadawał się do ponownego wykorzystania.
Często w wyniku nieodpowiednio dobranych nastaw maszyn, której na czas nie wyregulowano, należało odrzucić nawet całą partię gotowego produktu. Niestety ze względu na specyfikę tych produktów, ich ilość oraz szybkość, z jaką są transportowane między kolejnymi etapami obróbki, kontrola ręczna nie była brana pod uwagę.
Rozwiązanie: W fabryce wdrożono automatyczne systemy kontroli grubości oraz kształtu produktów w różnych częściach linii produkcyjnej. Pomiar grubości zrealizowano wykorzystując układ pomiarowy z pojedynczym czujnikiem zamontowanym nad taśmociągiem, na którym transportowane są surowe ciasta do pieca.
Kontrolę kształtu ciastek produkowanych w innej części zakładu zrealizowano z kolei używając układu pomiarowego z kilkoma czujnikami montowanymi naprzeciwlegle po obu stronach przenośnika.
Dopełnieniem tych systemów są instalacje automatycznego usuwania z linii wybrakowanych produktów. Dzięki wdrożonemu rozwiązaniu produkcja nie jest wstrzymywana, a nastawy maszyn można kontrolować na bieżąco.
TESTOWANIE NAKIEROWANIA CZUJNIKÓW
Prostym sposobem na sprawdzenie, czy czujniki są ustawione dokładnie naprzeciw siebie, jest włożenie między nie w miejscu, gdzie w czasie pomiaru znajdować się będzie obiekt arkusza półprzezroczystego papieru. Można wówczas na nim z obu stron obserwować położenie plamek świetlnych laserów.
Jeżeli plamki nie pokrywają się, należy aż do skutku regulować ustawienie głowic czujników, za każdym razem ponownie przeprowadzając test z papierem. W czasie takiego testu należy też kartkę przesunąć w kierunku jednego i drugiego czujnika, wciąż utrzymując ją prostopadle do kierunku promienia lasera.
Wówczas plamka świetlna lasera, od którego kartka będzie odsuwana, będzie miała coraz większą średnicę, podczas gdy rozmiar drugiej będzie maleć. Przez cały czas środki obu plamek powinny się jednak pokrywać (rys. 8).
 Problem: Na etapie projektu nowej fabryki metalowych komponentów maszyn poszukiwano efektywnej metody kontroli grubości powłok, którymi powlekane są te elementy. Początkowo planowano ręczne pomiary za pomocą które personel miałby przeprowadzać między kolejnymi etapami obróbki detali.
Problem: Na etapie projektu nowej fabryki metalowych komponentów maszyn poszukiwano efektywnej metody kontroli grubości powłok, którymi powlekane są te elementy. Początkowo planowano ręczne pomiary za pomocą które personel miałby przeprowadzać między kolejnymi etapami obróbki detali.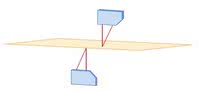
 Problem: W jednym z zakładów z branży spożywczej szukano metody, która pozwoliłaby ograniczyć liczbę odrzutów ciast, które ze względu na grubość lub kształt uznawane były za wybrakowane. Marnowało się wtedy wiele surowca, który po obróbce cieplnej nie nadawał się do ponownego wykorzystania.
Problem: W jednym z zakładów z branży spożywczej szukano metody, która pozwoliłaby ograniczyć liczbę odrzutów ciast, które ze względu na grubość lub kształt uznawane były za wybrakowane. Marnowało się wtedy wiele surowca, który po obróbce cieplnej nie nadawał się do ponownego wykorzystania.









