
CZĘŚĆ II : APC w rafinerii firmy Lotos
Grupa Lotos S.A. w Gdańsku to drugie co do wielkości przedsiębiorstwo rafineryjne w Polsce produkujące szeroki asortyment produktów pochodzących z przerobu ropy naftowej. Główny zakład produkcyjny to rafineria w Gdańsku, która sprzedaje i rozprowadza swoje produkty na w Polsce, jak również eksportuje je do międzynarodowych klientów na rynkach globalnych. W 2006 roku sprzedaż Grupy Lotos wyniosła 6,8 miliona ton produktów naftowych, przy nominalnej zdolności przerobu 6 milionów ton ropy naftowej rocznie.
Produkcja w GL S.A. bazuje głównie na przerobie ropy typu „Ural”. Rafineria w Gdańsku przerabia również ropę „Rozewie” wydobywaną przez firmę Petrobaltic (Grupa Kapitałowa GL S.A.) na szelfie bałtyckim. Każdy gatunek ropy naftowej charakteryzuje się innymi właściwościami fizyko-chemicznymi (tzw. assays), co implikuje potrzebę elastycznego prowadzenia procesów technologicznych.
Zdolność przerobowa instalacji destylacji atmosferycznej i próżniowej limituje rozmiar produkcji na pozostałych instalacjach rafineryjnych. Na przykład ilość destylatów ciężkich determinuje pracę bloku olejowego rafinerii. Z kolei wielkość przerobu na instalacji reformingu benzyn, która jest producentem wodoru, może limitować wielkość przerobu instalacji hydrokrakingu, a ilość izomeryzatu ma wpływ na planowanie szarż blendingu paliw, itd.
W GL S.A. zostały określone tzw. wąskie gardła instalacji produkcyjnych, mające wpływ na rozmiar produkcji i poziom uzyskiwanej marży rafineryjnej. Firma Honeywell zaproponowała Grupie Lotos rozwiązania zaawansowanego sterowania i optymalizacji z rodziny Profit Suite mające na celu odpowiednie sprofilowanie produkcji, tak aby zwiększyć rentowność spółki przy jednoczesnym ustabilizowaniu procesów technologicznych. Rozpoczęte w końcu lat 90. zeszłego wieku prace zakończyły się wdrożeniem rozwiązań Honeywell we wszystkich kluczowych instalacjach rafinerii.
Pomogło to zmaksymalizować zyski poprzez usprawnienia wynikające ze zwiększenia możliwości przerobowych, ze stabilniejszej pracy poszczególnych instalacji, zwiększenia wolumenu produktów bardziej opłacalnych, przy jednoczesnej redukcji kosztów związanych z zużyciem mediów oraz minimalizacją ilości produktów mniej opłacalnych.
Kolejność iorafinerii Grupy Lotos w Gdańsku nie była przypadkowa. Wdrożenia rozpoczęto od instalacji podstawowych, czyli destylacji atmosferycznej oraz próżniowej. Następnie projekt zaawansowanego sterowania zaimplementowano na instalacjach: hydrokrakingu, reformingu, izomeryzacji oraz ekstrakcji furfurolem.
APC w instalacjach destylacji atmosferycznej i próżniowej (CDU/VDU)
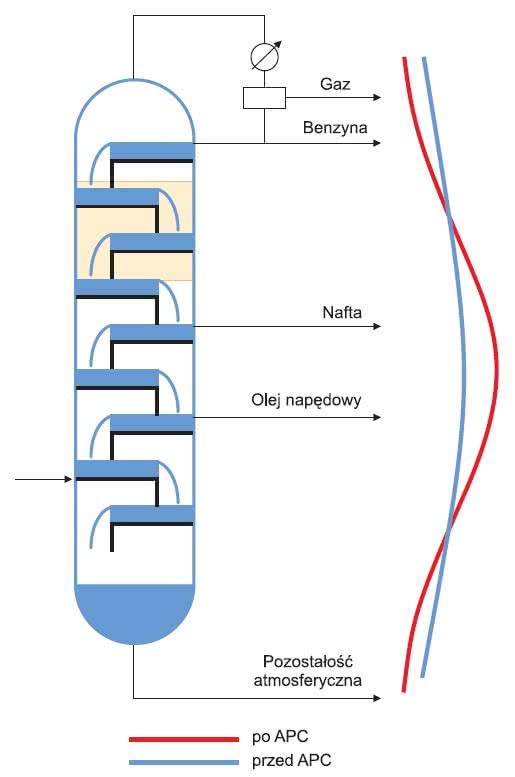
Rys.5 Przykład optymalizacji pracy kolumny destylacyjnej
Grupa Lotos zaangażowała firmę Honeywell do wdrożenia rozwiązania APC w instalacji destylacji atmosferycznej oraz próżniowej w 2000 roku. Instalacje destylacji atmosferycznej oraz próżniowej są szeroko opisane w literaturze fachowej.
Oczyszczona ropa naftowa przepływa przez piec technologiczny gdzie po podgrzaniu trafia do części ewaporacyjnej kolumny atmosferycznej, tutaj podlega odparowaniu i następuje jej rozdział na frakcje, które opuszczają kolumnę atmosferyczną jako strumienie szczytowe lub boczne w zależności od ich temperatury wrzenia.
Z dolnej części kolumny atmosferycznej odprowadzana jest pozostałość atmosferyczna, która poddawana jest procesowi destylacji w kolumnie próżniowej, w celu dalszego rozdziału na tzw. destylaty próżniowe.
Na potrzeby niniejszego artykułu warto jedynie wspomnieć, że sam proces destylacji ropy naftowej mimo szerokich zastosowań i dobrze znanej fizykochemii jest procesem złożonym o dużej ilości interakcji pomiędzy zmiennymi na poszczególnych sekcjach, poczynając od przygotowania i oczyszczenia surowca, sekcji wymiany ciepła, kolumny destylacji wstępnej, pieca podgrzewającego wsad do kolumny atmosferycznej, kolumny atmosferycznej, kolumn stripingowych, pieca podgrzewającego wsad do kolumny próżniowej, kolumny próżniowej i jej kolumn stripingowych.
Głównym celem dla projektowanego regulatora była maksymalizacja wielkości przerobu z 495 ton/h do maksymalnej w zakresie dopuszczalnym technologicznie oraz limicie wynikającym z wydajności pieca technologicznego. Ze względu na planowany wymianę pieca na instalacji destylacji atmosferycznej wdrożenie rozwiązania podzielono na dwie fazy, w pierwszej fazie zaimplementowano Profit Controller na kolumnie wstępnej, splitterze rozdziału benzyn oraz na kolumnie próżniowej, prace nad częścią atmosferyczna instalacji przewidziano na drugą fazę projektu.
Aby móc zwiększyć zdolność przerobową instalacji następnym celem implementacji APC było optymalne sterowanie „starym” piecem przed jego planowaną wymianą na nowy w 2002 roku. W pierwszej fazie projektu Honeywell wdrażając rozwiązania pass-balancing na strumieniach pieca, algorytmy optymalnego sterowania gazem/olejem opałowym, utrzymaniem odpowiedniej wartości % O2 w spalinach usprawnił działanie i dał możliwość ciągłej i bezpiecznej pracy na parametrach bliskich technologicznym ograniczeniom pieca.
Następnym celem aplikacji była optymalizacja pracy splittera rozdziału benzyn. Górny produkt kolumny to benzyna lekka, będąca wsadem do instalacji izomeryzacji, natomiast produkt odprowadzany z dolnej części kolumny to benzyna ciężka, która stanowi wsad do instalacji reformingu benzyn. Ważnym elementem kontroli splittera rozdziału benzyn było utrzymanie odpowiedniego poziomu benzenu i jego prekursorów we wsadzie kierowanym do instalacji reformingu benzyn. Zadanie te Profit Controller wykonywał za pomocą kontroli ciśnienia i temperatur góry i dołu splittera. Druga faza projektu rozpoczęła się po wymianie pieca technologicznego podgrzewającego wsad dla kolumny atmosferycznej.
Dzięki zmianom technologicznym wykonanym podczas postoju instalacja destylacji atmosferycznej mogła przerabiać dużo więcej surowca aniżeli instalacja destylacji próżniowej, stąd głównym zadaniem dla APC było zwiększenie uzysku frakcji średnich oraz zminimalizowanie ilości pozostałości atmosferycznej podawanej dalej do instalacji destylacji próżniowej.
Zainstalowano dwa wielowymiarowe kontrolery APC na instalacji destylacji atmosferycznej, jeden dla optymalnego prowadzenia pieca atmosferycznego, drugi dla optymalizacji pracy kolumny atmosferycznej. Instalacja dwóch rozwiązań Profit Controller przełożyła się na większą elastyczność rozwiązania przy jednoczesnym uproszczeniu diagnostyki. Główne cele operacyjne stawiane dla aplikacji APC to:
- minimalizacja pozostałości atmosferycznej (poprzez kontrolę lepkości),
- optymalizacja frakcjonowania pomiędzy kluczowymi komponentami w kolumnie,
- minimalizacja zakłóceń przy zmianach wsadu,
- minimalizacja strat na jakości produktu (produkcja „zbyt dobrych” frakcji),
- prowadzenie kolumny atmosferycznej w bezpiecznym zakresie parametrów technologicznych.
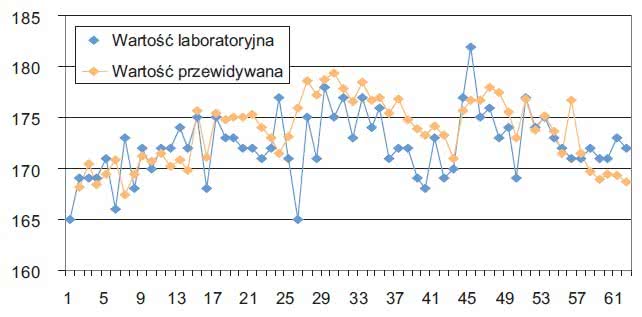
Rys.6 90% TBP dla benzyny w kolumnie wstępnej Preflash
Aplikacja ta miała głównie na celu maksymalizację odzysku produktów w kolumnie atmosferycznej oraz minimalizację ilości pozostałości atmosferycznej. Aby to uzyskać Profit Controller musiał prowadzić proces w taki sposób, aby odzyskiwać maksymalną ilość cennych frakcji dla różnych kombinacji wsadu. Odpowiednia jakość produktów była także sprawą priorytetową dla aplikacji APC.
Innym problemem, który należało rozwiązać było częste osuszanie się sekcji odbioru ciężkiego oleju opałowego – tzw. CON, co powodowało ciemnienie tej frakcji i nie spełnianie przez nią wymogów jakościowych. Powyższe trudności wynikające głównie z braku dostępności w czasie rzeczywistym parametrów jakościowych produktów rozwiązała część aplikacji Profit Controllera służąca do tworzenia i obsługi inferentiali, a mianowicie Profit Sensor Pro oraz Lab Update.
Analizatory wirtualne – inferentials
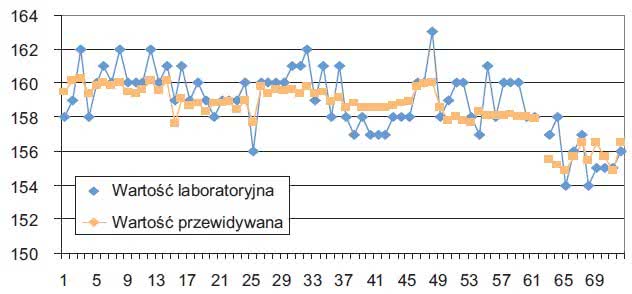
Rys.7 90% TBP dla benzyny w głównej kolumnie destylacyjnej
Nazwa inferentials określa obliczenia za pomocą, których dokonuje się symulacji i predykcji wyników laboratoryjnych. Wyliczenia inferentiali bazują na aktualnych, pobieranych z DCS parametrach procesu i w sposób ciągły informują operatora o przewidywanej wartości zmiennej symulowanej. W przypadku braku analizatorów na instalacji jest to bardzo wygodny sposób, aby utrzymać wysoką jakość parametrów jakościowych produktów, które są badane laboratoryjnie jedynie raz lub dwa razy na dobę.
Aby wirtualny analizator działał poprawnie operator lub laborantka wprowadza wyniki laboratoryjne do specjalnego programu statystycznego, który aktualizuje przesunięcie funkcji obliczeń danego inferentiala tzw. bias. W rozwiązaniu firmy Honeywell za obsługę i tworzenie inferentiali odpowiada dodatkowe narzędzie APC o nazwie Profit Sensor Pro lub Lab Update służący do uaktualniania wirtualnego analizatora.
W Grupie Lotos firma Honeywell wykorzystała dane pochodzące z LIMS (Laboratory Information Management System) w celu uaktualnienia parametrów wprowadzanych do aplikacji Lab Update i predykcji przy użyciu Profit Sensor Pro. Dzięki wykorzystaniu LIMS bias modelu inferentiala po wstępnej walidacji może być wprowadzany automatycznie, oczywiście w każdej chwili bias może być wprowadzany ręcznie przez operatora. Głównym zadaniem inferentiali dla produktów instalacji CDU/VDU było dostarczenie informacji on-line do aplikacji Profit Controllera w celu lepszej kontroli procesu i natychmiastowej reakcji w przypadku zmiany trendu lub jakichkolwiek zakłóceń technologicznych.
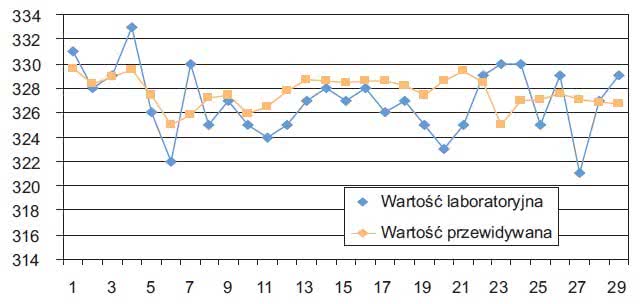
Rys.8 90% TBP dla MGO po głównej kolumnie destylacyjnej
W tym celu zamodelowano krzywe punktów cięcia frakcji (TBP True Boiling Point), które Profit Sensor Pro aktualizował co minutę. W przypadku zmiany warunków pracy kolumny, czy przykładowo przy zmianie wsadu natychmiast znajdowało to odzwierciedlenie w wartościach TBP.
Rozwiązanie z wykorzystaniem inferentiali pozwala szybko oszacować wzrost lub spadek produkcji poszczególnych frakcji naftowych wraz ze zmianą wsadu do kolumny lub zmianą jej parametrów jakościowych bez potrzeby długiego oczekiwania na analizy laboratoryjne.
Przykładowo z ekonomicznego punktu widzenia dla benzyny 90% TBP jest ważny ponieważ determinuje uzysk tej frakcji. Model TBP dla benzyny został opracowany z wykorzystaniem narzędzi firmy Honeywell Profit Design Studio bazując na dostępnych pomiarach, które wpływają na górne ciśnienie w kolumnie frakcjonującej. Rysunek poniżej przedstawia porównanie wartości laboratoryjnej 90% TBP benzyny w kolumnie wstępnej z wartością przewidywaną przez Profit Sensor Pro.
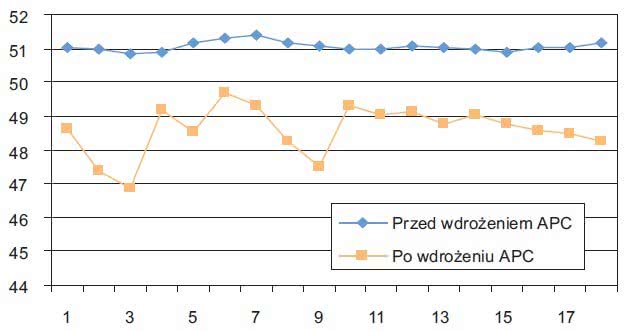
Rys.9 Pozostałość atmosferyczna przed i po implementacji APC
Punkty cięcia dla innych frakcji otrzymywanych z kolumny destylacji atmosferycznej m.in.: LGO90% oraz MGO90% także zostały zamodelowane z użyciem narzędzia Profit Design Studio i Profit Sensor Pro. Inferentiale pozwoliły zwiększyć uzysk frakcji olejów napędowych poprzez maksymalizację ich wartości w regulatorze Profit Controller.
Dzięki implementacji pakietu optymalizacyjnego APC firmy Honeywell (Profit Controller, Profit Sensor Pro oraz Lab Update) rafineria Grupy Lotos była w stanie znacząco poprawić i ustabilizować przebieg procesu, zwiększyć przepustowości kolumny destylacyjnej, poprawić kontrolę jakości produktów. Profit Controller był w stanie zredukować ilość pozostałości atmosferycznej o 1,3%, dzięki czemu uzyskano przyrost marży rafineryjnej o około 0,27 dol./bbl ropy naftowej. Powyższe wyliczenie nie zawiera zysków płynących ze zwiększenia przerobowości całej instalacji destylacji atmosferycznej.
CZĘŚĆ III : Instalacja hydrokrakingu
Instalacja hydrokrakingu ( HCU) w rafinerii w Gdańsku została wybudowana na licencji firmy Chevron. Jest to hydrokraking dwustopniowy z wysoką (99%) konwersją. Zadaniem instalacji jest przekształcenie frakcji próżniowych i ekstraktów furfurolowych na lżejsze i bardziej wartościowe produkty. Reakcje hydrokrakingu zachodzą na katalizatorach w dwóch reaktorach przy wysokiej temperaturze (360...440°C) i wysokim ciśnieniu (15...16 MPa).
Surowcem instalacji, oprócz węglowodorów ciekłych, jest też wodór. Podstawowe produkty instalacji to olej napędowy i nafta (łącznie około 80%) używane do komponowania olejów napędowych i paliwa lotniczego. Poza tym instalacja produkuje komponenty benzynowe oraz gazy opałowe, które są poddawane dalszej przeróbce na innych instalacjach rafineryjnych.
Pożądany stopień konwersji w instalacji hydrokrakingu uzyskuje się poprzez utrzymywanie odpowiednio wysokiego ciśnienia parcjalnego wodoru, pożądanych stosunków przepływu wodór/węglowodory oraz odpowiednich temperatur na poszczególnych złożach katalizatora w obu reaktorach. Mieszaniny poreakcyjne z obydwu reaktorów są separowane we wspólnej sekcji separacji, nadmiarowy wodór jest zawracany do procesu, a węglowodory ciekłe są kierowane do sekcji frakcjonowania i rozdziału lekkich destylatów, gdzie następuje rozdział na poszczególne produkty instalacji.
Cele wdrożenia
Hydrokraking jest instalacją bardzo dużą i skomplikowaną. Liczba urządzeń i aparatury kontrolno-pomiarowej jest znacznie większa niż na innych instalacjach rafineryjnych, co oczywiście ma określony wpływ na konstrukcję wdrażanego rozwiązania APC. Po wstępnej analizie danych procesowych określono cele, które powinno ono osiągnąć, oraz zidentyfikowano aktualne i potencjalne ograniczenia technologiczne instalacji.
W wyniku tej analizy zdecydowano się zaimplementować siedem regulatorów Profit Controller. Trzy z nich są w zasadzie niezależne i optymalizują pracę kolumn destylacyjnych: 150-C2 (striper produktowy), 150-C9 (kolumna stabilizacyjna) benzyn i 150-C10 (kolumna rozdziału benzyn). Cztery pozostałe: PR (wsad + wodór), R1 (reaktor 150-R1), R2 (reaktor 150-R2) i MF (kolumna frakcjonująca 150-C3) optymalizują pracę fragmentów instalacji, ale mogą też wzajemnie ze sobą współpracować i wymieniać dane, gdy jest włączony nadrzędny regulator OPT – Profit Optimizer.
Podstawowe zadania, za jakie odpowiada w instalacji hydrokrakingu Profit Optimizer, są następujące:
- maksymalizacja przepływu wsadu instalacji,
- optymalizacja konwersji (prowadzenie procesu przy minimalnych temperaturach w reaktorach wystarczających do uzyskania założonej jakości produktów),
- minimalizacja zużycia energii.
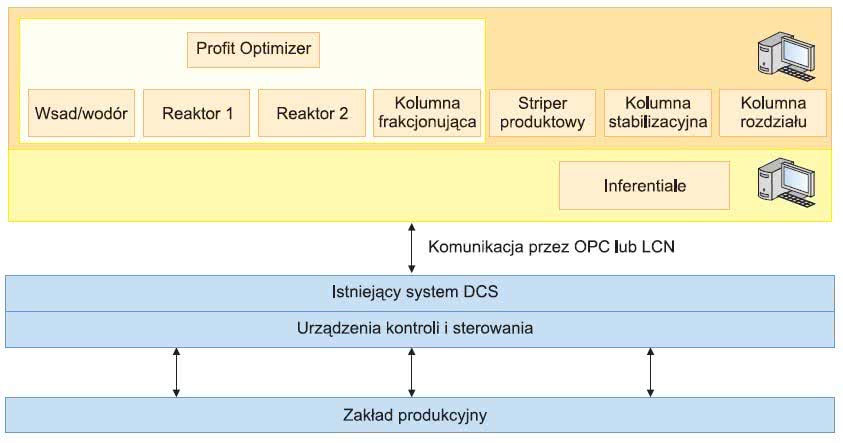
Rys.10 Struktura rozwiązania APC dla instalacji hydrokrakingu w rafinerii Grupy Lotos w Gdańsku
Z kolei cele cząstkowe dla siedmiu regulatorów Profit Controller to:
- regulacja temperatury katalizatora na poszczególnych złożach w obu reaktorach,
- utrzymanie założonego profilu temperatur w reaktorach,
- regulacja obciążenia pieców,
- utrzymanie bilansu cieplnego pomiędzy reaktorami,
- utrzymanie odpowiedniego stosunku wodór/węglowodory w reaktorach,
- maksymalizacja uzysku produktów o wyższej wartości,
- minimalizacja strumienia „overflash” w kolumnie frakcjonującej 150-C3,
- minimalizacja ciśnienia w kolumnie frakcjonującej 150-C3,
- maksymalizacja odzysku ciepła z kolumny frakcjonującej 150-C3 przez orosienie cyrkulacyjne,
- utrzymywanie poziomu w dole kolumny frakcjonującej 150-C3 w założonych granicach,
- utrzymywanie w założonym zakresie temperatury szczytu stripera produktowego 150-C2,
- kontrola zawartości C5 w LPG,
- utrzymywanie w założonym zakresie zawartości C7+ w benzynie lekkiej.
Wykorzystanie wirtualnych analizatorów
Podczas wdrażania APC na instalacji hydrokrakingu dwa zagadnienia okazały się niezmiernie istotne dla poprawnej implementacji sterowania zaawansowanego. Pierwszym było odpowiednie zamodelowanie wirtualnych analizatorów (inferential). Zaprojektowano sześć takich analizatorów „mierzących” kluczowe parametry trzech produktów instalacji. Używając narzędzia Profit Design Studio stworzono inferentiale określające:
Istotnym elementem umożliwiającym dobrą pracę tych wirtualnych analizatorów jest aplikacja Lab Update, która umożliwia wprowadzanie aktualnych oznaczeń laboratoryjnych, a tym samym dostosowanie wskazań inferentiali do rzeczywistych wartości. Drugim ważnym aspektem prac podczas wdrażania APC na instalacji hydrokrakingu była praca nad projektem przy różnych stanach obiektu.
Do budowy modelu instalacji wymagane są step testy (wymuszenia na kluczowych parametrach procesu). Na podstawie analizy trendu odpowiedzi parametrów kontrolowanych przez Profit Controller i ich relacji do wymuszeń (step testów) otrzymuje się modele instalacji (transmitancje widmowe). Wstępnie firma Honeywell planowała zakończyć projekt przed postojem instalacji, jednakże z uwagi na konieczność wcześniejszej wymiany katalizatora w jednym z reaktorów, projekt wdrażania APC przerwano zaraz po przeprowadzonych step testach.
Jego realizację wznowiono po uruchomieniu instalacji z nowym katalizatorem w reaktorze 150-R2. Zdecydowano pozostawić modele zidentyfikowane przed postojem instalacji, a wdrażana technologia okazała się być na tyle elastyczna, że bez problemów można było optymalizować proces. Pozwoliło to specjalistom z Honeywell wspólnie z pracownikami GLSA bez większych problemów doprowadzić do końca projekt wdrożenia rozwiązania sterowania zaawansowanego.
Wyniki wdrożenia
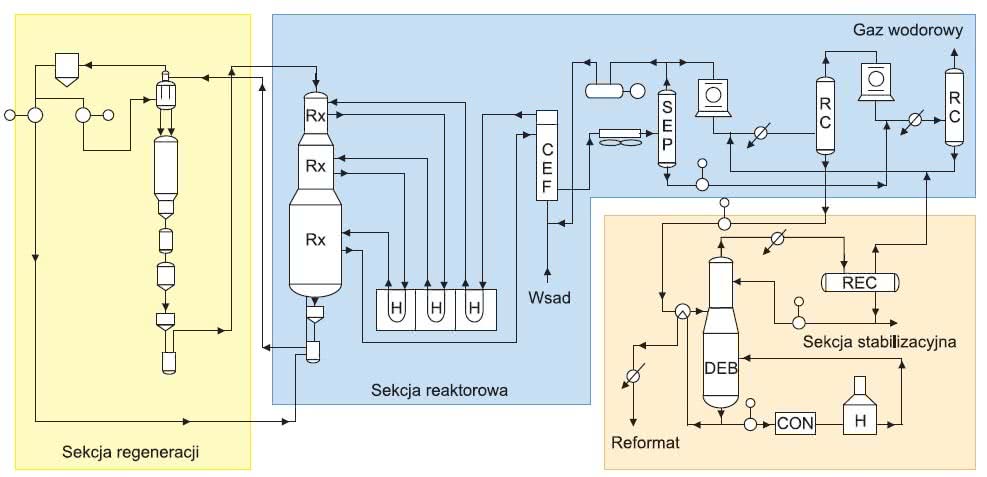
Rys.11 Ogólny schemat instalacji CCR z podziałem na sekcje optymalizacyjne APC
Po zakończeniu implementacji APC w bardzo krótkim czasie zaobserwowano korzyści płynące z pracy Profit Controllera. Proces przebiegał stabilniej, a odchylenie standardowe dla głównych parametrów jakościowych zmniejszyło się w sposób znaczący. Poniżej przedstawiono niektóre z otrzymanych wyników:
Grupa Lotos szacuje, że zyski płynące zastosowania na instalacji hydrokrakingu APC firmy Honeywell wynoszą około 2,3 mln dolarów na rok pracy instalacji.










