Oferta tytułowej branży jest szeroka i obejmuje napoje alkoholowe, na przykład piwa i wina, i napoje bezalkoholowe, w tym soki owocowe i warzywne, wody mineralne i produkty mleczne, na przykład kefiry i jogurty do picia. Ich produkcja jest złożona i wieloetapowa.
JAK POWSTAJE PIWO?
Pierwszym etapem w przypadku piwa jest zmielenie wysuszonych, skiełkowanych ziaren jęczmienia (słodu). W taki sposób powstaje śrut słodowy, który miesza się z wodą, a potem podgrzewa. Tak przygotowuje się zacier, który następnie poddaje się filtracji. Jej celem jest oddzielenie części stałych, takich jak łuski i zarodki, które nie rozpuściły się w procesie zacierania, od roztworu z rozpuszczalnymi składnikami. Tak powstaje brzeczka.
W kolejnym etapie gotuje się ją z dodatkiem chmielu w kotle warzelnym. Efektami tego procesu są m.in.: rozpuszczenie i przemiana substancji chmielu, odparowanie wody, sterylizacja brzeczki, jej zakwaszenie i zniszczenie enzymów. Później brzeczka trafia do kadzi wirowej. W tym zbiorniku dochodzi do wytrącenia się osadu, który zostaje oddzielony od brzeczki. Ta jest następnie schładzana. Kolejny etap to fermentacja.
W procesie tym drożdże przetwarzają cukry zawarte w brzeczce w etanol i dwutlenek węgla. Następne jest leżakowanie piwa. Później trafia ono do zbiorników, gdzie jest przechowywane przed rozlaniem do kegów, butelek lub puszek. Wcześniej jest jeszcze filtrowane i, typowo, pasteryzowane.
Rozwój browaru dzięki automatyce
 W pewnym browarze sukcesywnie od lat automatyzowano kolejne obszary produkcji. Zakład, który został otwarty w latach 90. ubiegłego wieku, początkowo składał się z warzelni, zbiornika fermentacyjnego i maszyn pakujących, które zostały zakupione okazyjnie od innej fabryki, która właśnie kończyła działalność. Po krótkim czasie, kiedy odnotowano pierwsze zyski, linię produkcyjną rozbudowano o zautomatyzowaną płuczkę do butelek. W pewnym browarze sukcesywnie od lat automatyzowano kolejne obszary produkcji. Zakład, który został otwarty w latach 90. ubiegłego wieku, początkowo składał się z warzelni, zbiornika fermentacyjnego i maszyn pakujących, które zostały zakupione okazyjnie od innej fabryki, która właśnie kończyła działalność. Po krótkim czasie, kiedy odnotowano pierwsze zyski, linię produkcyjną rozbudowano o zautomatyzowaną płuczkę do butelek.
Z czasem, wraz ze wzrostem popytu na piwo tej marki, wydajność i jakość pracy używanych maszyn przestały jednak zaspokajać potrzeby rynku. Na przykład zauważono, że jedna z maszyn pakujących podczas przekładania butelek uszkadza je, powodując mikro pęknięcia na ich denkach. Z tego powodu straty sięgały nawet 30% opakowań. Wraz ze wzrostem wolumenu produkcji liczba uszkodzonych butelek rosła.
Robot zastąpił niesprawną maszynę
W pierwszej kolejności spróbowano problematyczną maszynę naprawić, a później nieco zmodernizować, aby zwiększyć jej wydajność. Działania te przyniosły skutki - udało się ograniczyć straty i zwiększyć produkcję. Niestety kilka miesięcy później, w wyniku zużycia się kluczowych podzespołów, maszyna całkowicie przestała działać.
Właściciele browaru stanęli wówczas przed dylematem, czy ponieść kolejne koszty związane z naprawą urządzenia, które łącznie w ich browarze i fabryce, od której je odkupiono, było już używane przez przeszło dwadzieścia lat, czy zainwestować więcej środków w zakup nowej maszyny. Zdecydowano się na to drugie. Wysłużoną maszynę pakującą postanowiono zastąpić stanowiskiem zrobotyzowanym. Ramię robota podnosiło jednocześnie kilkanaście butelek i wstawiało je do kartonu. Dzięki inwestycji w stanowisko pick-and-place wydajność produkcji udało się zwiększyć prawie dwukrotnie. Odsetek uszkodzonych opakowań spadł natomiast aż dziesięciokrotnie.
Wielopoziomowe przenośniki na linii puszkowania
 Parę lat później podjęto decyzję o rozszerzeniu asortymentu o piwo w puszkach. W tym celu należało uzupełnić zakład o linię puszkowania. Parę lat później podjęto decyzję o rozszerzeniu asortymentu o piwo w puszkach. W tym celu należało uzupełnić zakład o linię puszkowania.
Okazało się to niełatwym przedsięwzięciem, gdyż budynku fabryki, z powodu jego statusu prawnego, nie można było rozbudować. W końcu udało się wygospodarować trochę wolnej przestrzeni. Dla oszczędności miejsca ustawiono tam wielopoziomowe przenośniki.
Proces puszkowania rozpoczynał się od dostarczenia na stanowisko depaletyzacji palet z pustymi puszkami. Następnie pojemniki te były rozładowywane na jeden przenośnik, a puste palety na drugi, którym wracały do magazynu. Puste opakowania były z kolei przewożone na stanowisko płukania i suszenia.
Dwuetapowa kontrola jakości
Tam najpierw puszki grupami odwracano do góry dnem, opłukiwano je, suszono i na powrót ustawiano w pozycji umożliwiającej ich napełnienie. W tym celu na przenośniku transportowano je do nalewarki. Potem puszki trafiały do zamykarki, gdzie były zamykane wieczkiem. Następnie opakowania jeszcze raz spłukiwano.
Kolejnym etapem była kontrola jakości. Puszki ważono, by sprawdzić, czy zawierają jednakową ilość płynu. System inspekcji wizyjnej kontrolował natomiast, czy wieczko jest szczelne. Opakowania, które nie przeszły kontroli jakości pozytywnie, były zrzucane z przenośnika. Pozostałe pakowano po kilka jednocześnie do kartonów. Zadanie to wykonywał robot podobny do tego, jaki był używany na stanowisku pakowania butelek z piwem. Stanowisko puszkowania było przystosowane do pakowania puszek o różnych pojemnościach. System sterowania nim oparty był na sterowniku PLC.
|
JAK WYPRODUKOWAĆ SOK?
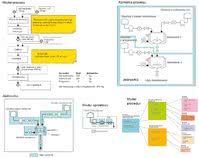
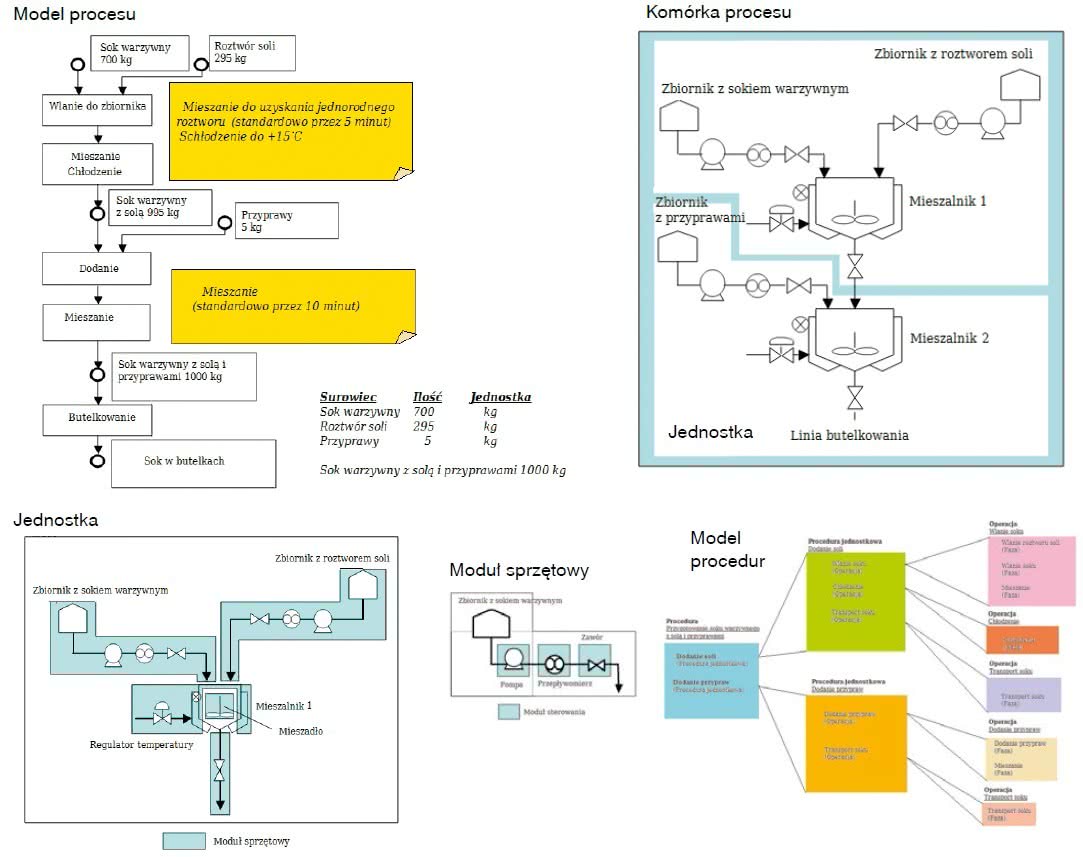
Rys. 1. Przykład zastosowania zaleceń normy ISA- 88 w projektowaniu systemu sterowania procesem wzbogacania soku warzywnego o dodatki smakowe
Sok owocowy przygotowuje się z koncentratu. Jego produkcja rozpoczyna się od przebrania, umycia i obrania owoców, które później rozdrabnia się i zgniata. Powstała miazga poddawana jest depektynizacji. Jej celem jest rozkład związków pektynowych, co ułatwia tłoczenie i poprawia jego wydajność.
Z miazgi tłoczy się sok, kolejnym etapem jest jego dearomatyzacja, która ma na celu pozyskanie kondensatu substancji zapachowych. Przeprowadza się ją w podgrzewaczu, w którym sok jest równocześnie pasteryzowany. Następnie jeszcze raz wykonuje się jego depektynizację.
W dalszej kolejności sok jest klarowany i filtrowany. Potem zagęszcza się go przez odparowanie wody. Przed zmagazynowaniem koncentrat zostaje schłodzony. Aby później móc wyprodukować z niego sok, do koncentratu dodaje się wodę i kondensat zapachowy.
JAK POWSTAJE JOGURT?
Jest to efekt zmieszania sfermentowanego mleka z różnymi dodatkami - na przykład środkami barwiącymi i dodatkami smakowymi. Najpierw przygotowuje się mleko, zmniejszając zawartość tłuszczu i zwiększając zawartość całkowitej suchej masy. Tę pierwszą redukuje się, odwirowując mleko. Wymaganą zawartość suchej masy uzyskuje się, odparowując część wody, dodając skoncentrowane mleko, mleko lub serwatkę w proszku.
W kolejnym kroku do mleka dodawane są stabilizatory. Zwiększają one m.in. lepkość jogurtu oraz zapobiegają oddzielaniu się od niego serwatki. Następnie mleko jest pasteryzowane.
Kolejnym etapem jest homogenizacja, podczas której duże cząstki tłuszczu są rozdrabniane. Poprawia to konsystencję surowca na bardziej jednolitą i zapobiega zbieraniu się tłuszczu na powierzchni.
Homogenizację przeprowadza się metodą wirową albo ciśnieniową. W tej drugiej mleko jest przetłaczane pod dużym ciśnieniem przez małe otworki, których krawędzie rozcinają kulki tłuszczu. W kolejnym kroku mleko jest schładzane.
Następnie dodaje się do niego kultury bakterii. Po zakończeniu fermentacji jogurt schładza się. Przed rozlaniem do pojemników dodaje się do niego wspomniane dodatki. Te smakowe to przeważnie purée owocowe albo kawałki owoców w syropie.
Zarządzenie procesami wsadowymi
 Przykłady oprogramowania Przykłady oprogramowania
Wonderware InBatch
System zarządzania procesami wsadowymi. Najważniejsze cechy oraz funkcje: zgodność ze standardem ISA-88 umożliwia prowadzenie produkcji wsadowej w oparciu o zamodelowane wcześniej procesy i receptury, śledzi wykorzystanie surowców, urządzeń produkcyjnych, tworzy genealogię produkcji, udostępnia wyniki w postaci raportów.
www.astor.com.pl
 C Batch C Batch
System zarządzania procesami wsadowymi. Najważniejsze cechy i funkcje: zgodność ze standardem ISA-88, platforma sprzętowa: sterowniki PAC, tworzenie i zarządzanie recepturami, tworzenie wsadów, kontrola ich wykonania, automatyczne wykonywanie receptur, jednoczesne wykonanie kilku receptur.
www.techsystem-automatyka.pl
|
ZADANIA DO ZAUTOMATYZOWANIA - OBIERANIE I KROJENIE
Przykładami zadań podlegających automatyzacji są te związane z przygotowaniem surowców, z których produkowane są napoje. W tym celu wykorzystywane są maszyny specjalistyczne - na przykład w produkcji soków z owoców i warzyw są to m.in. otrząsacze, płuczki, ocieraczaki, krajalnice i rozdrabniacze.
Główny element otrząsacza to wibrujące sito. Pomiędzy jego pręty, w wyniku podrzucania na przykład owoców, wpadają gałązki i suche liście. Płuczka z kolei zazwyczaj składa się z trzech sekcji: wanny, przenośnika oraz szczotek. Te ostatnie wycierają z mokrych roślin przenoszonych na taśmociągu piach i inne zabrudzenia.
Kolejnym etapem jest zdjęcie skórki. W tym celu używa się ocieraczek, w których owoce lub warzywa przesuwa się na specjalnych rolkach. Docisk od góry, od którego zależy głębokość zdjęcia skórki, można regulować. Niektóre owoce wymagają też użycia odszypułczarki.
Krajalnica składa się natomiast z podajnika, którym surowce dostarczane są do wirnika. Ten przesuwa produkty na zespół tnący. Tam, zależnie od typu krajalnicy oraz potrzeb, są one cięte na plastry, paski albo w inny sposób rozdrabniane.
 Jaka pompa i jaki zawór będą najlepsze? Jaka pompa i jaki zawór będą najlepsze?
Jak w przypadku każdej branży, także w realizacji konkretnych zadań w produkcji napojów, lepiej niż inne sprawdzają się niektóre rodzaje urządzeń. Wybierając pompy, trzeba sprawdzić, czy dany typ pompy nadaje się do transportu produktu o danej konsystencji, gęstości oraz lepkości. Na przykład do transportu cieczy charakteryzujące się dużą lepkością zaleca się pompy membranowe, zwłaszcza z podwójną membraną i pompy zębate.
Do pompowania produktów płynnych z cząstkami stałymi, na przykład jogurtów albo soków z kawałkami owoców, nadają się natomiast pompy krzywkowe. Nie naruszają one bowiem struktury takich składników. W przypadku płynów o małej lepkości najlepiej jest korzystać z pomp odśrodkowych. Jeżeli zaś chodzi o zawory, to na przykład w wypadku cieczy o niskiej i średniej lepkości można zastosować zawory motylkowe. Dla cieczy lepkich i z cząstkami stałymi najlepszym wyborem są zawory kulowe.
|
STEROWANIE PROCESAMI WSADOWYMI
Kolejne etapy produkcji są w większości procesami wsadowymi (batch), które przebiegają przez określony czas, przeważnie w jednym urządzeniu, zgodnie z wcześniej ustaloną sekwencją kroków (recepturą). Zakłada ona załadowanie surowców do zbiornika (kotła, mieszalnika), a następnie ich przetwarzanie w kontrolowanych warunkach (temperaturze, ciśnieniu). Przykładem jest fermentacja.
Sterowanie procesami wsadowymi jest zagadnieniem złożonym, gdzie trzeba uwzględnić wiele czynników, analizować dane z czujników i synchronizować działanie wielu urządzeń (dozowników, regulatorów). Błędy bywają kosztowne, ponieważ procesów tych przeważnie nie da się zatrzymać, tak żeby odzyskać surowce.
By ułatwić projektowanie systemów sterowania procesami wsadowymi, opracowano normę ISA-88 (S88, IEC 61512-1). Rozwiązała ona wiele problemów, takie jak: brak uniwersalnego modelu sterowania, niespójność terminologii, utrudniająca dobór wyposażenia linii produkcyjnych oraz kwestie integracji urządzeń od różnych dostawców. ISA-88 ułatwia także dostosowanie systemu sterowania do zmian w produkcji. Udało się to osiągnąć dzięki standaryzacji pojęć, oddzieleniu prac nad recepturą od projektowania systemu sterowania sprzętem oraz modularyzacji receptur i urządzeń produkcyjnych.
 Zmiana typu czujnika zapobiegła przepełnianiu się zbiornika Zmiana typu czujnika zapobiegła przepełnianiu się zbiornika
Drożdże są niezbędnym surowcem w produkcji piwa. Organizmy te biorą udział w jednym z jej najważniejszych etapów - fermentacji. W procesie tym drożdże przetwarzają cukry zawarte w brzeczce w etanol i dwutlenek węgla.
Pod koniec fermentacji w większości osadzają się one na dnie zbiornika fermentacyjnego. Po jej zakończeniu są stamtąd usuwane i kilkukrotnie wykorzystywane ponownie. Gdy już nie nadają się do dalszego użycia gromadzi się je w specjalnym zbiorniku. Po jego zapełnieniu drożdże sprzedaje się. Znajdują one zastosowanie m.in. w produkcji karmy zwierzęcej.
W pewnym browarze występował problem przepełniania się zbiornika ze zużytymi drożdżami. Okazało się, że jego przyczyną było zbieranie się na powierzchni płynu drożdżowej piany, która fałszowała wskazania sensora wibracyjnego, którego używano do pomiaru poziomu zapełnienia zbiornika. W rezultacie, pomimo przekroczenia wartości granicznej, stan przepełniania nie był wykrywany.
Aby problem ten rozwiązać, zdecydowano się zastąpić czujnik wibracyjny sensorem pojemnościowym. W przypadku tych urządzeń pomiarowych piana nie wpływa bowiem na wiarygodność pomiaru.
W metodzie pojemnościowej mierzy się zmianę pojemności kondensatora utworzonego między elektrodą pomiarową a ścianami zbiornika czy też elektrodą odniesienia. Zmiany wartości mierzonych powstają na skutek wypełnienia przestrzeni pomiędzy nimi przez ciecz. Metodę tę można stosować do mediów przewodzących i nieprzewodzących.
|
PODZIAŁ RECEPTUR WEDŁUG ISA-88
 W normie wyróżniono cztery rodzaje receptur:
W normie wyróżniono cztery rodzaje receptur:
- general recipe - określają surowce, ich ilość i sposób przetwarzania, bez precyzowania miejsca i urządzeń,
- site recipe - uwzględniają warunki oraz ograniczenia miejsca produkcji,
- master recipe - zawierają szczegółowe wymagania odnośnie do sprzętu,
- control recipe - to receptury konkretnych wsadów, uwzględniające specyfikę surowców i urządzeń.
Receptura musi zawierać informacje porządkowe (m.in. wersję, historię zmian), wymagania sprzętowe, procedurę oraz formułę. Formuła opisuje zmienne wejściowe (składniki, ich ilość), parametry (szybkość mieszania, temperaturę) i zmienne wyjściowe procesu (gotowy produkt, jego ilość). Procedura wyjaśnia, jak połączyć składniki.
Zdefiniowano też dwa modele procedur receptur. Pierwszy (process model) dotyczy receptur general oraz site, drugi (procedural control model) tych typu master i control. W drugim modelu procedura jest zbiorem uporządkowanych procedur jednostkowych, z których każda jest zbiorem uporządkowanych operacji realizowanych w jednej jednostce sprzętowej, na przykład mieszalniku lub reaktorze. Ich efektem jest fizyczna, chemiczna lub biologiczna przemiana surowców. Operacja składa się z faz, na przykład dozowania surowca.
Jak się dezynfekuje opakowania kartonowe?
 W przemyśle napojowym powszechnie korzysta się z wielofunkcyjnych maszyn pakujących. Na przykład w przypadku opakowań tekturowych, w które pakowane są soki, mleko lub maślanka, pierwszym krokiem jest załadowanie do maszyny spłaszczonych pudełek. Następnie z kartonów formuje się opakowania, a potem zgrzewa się ich dna. W przemyśle napojowym powszechnie korzysta się z wielofunkcyjnych maszyn pakujących. Na przykład w przypadku opakowań tekturowych, w które pakowane są soki, mleko lub maślanka, pierwszym krokiem jest załadowanie do maszyny spłaszczonych pudełek. Następnie z kartonów formuje się opakowania, a potem zgrzewa się ich dna.
W kolejnym etapie, żeby ułatwić późniejsze zamknięcie pudełka, odpowiednio zagina się jego wieczko. Następnym krokiem jest dezynfekcja. W tym celu do opakowania wprowadza się środek odkażający, aplikowany w postaci na przykład gorącej pary. W produkcji napojów używa się m.in. środka na bazie nadtlenku wodoru.
Aby go aktywować, wnętrze kartonu naświetla się promieniowaniem ultrafioletowym. Pozostałości nadtlenku wodoru są usuwane przez przedmuchanie opakowań gorącym powietrzem. Kolejnym etapem jest nalanie do środka napoju. Następnie wieczka kartonów zamyka się przez odpowiednie złożenie i zgrzanie ich brzegów. Jeżeli zdecydowano się na opakowanie kartonowe z zakrętką, wcześniej w wieczku wycina się otwór. Umieszcza się w nim nakrętkę, którą mocuje się, na przykład używając zgrzewarek ultradźwiękowych. W ostatnim kroku zamknięcie się zakręca.
|
MODELE SPRZĘTU ZGODNE Z ISA-88
Sprzęt produkcyjny odwzorowuje się przez poziomy modelu fizycznego: przedsiębiorstwo (enterprise), zakład (site), obszar (area), komórkę procesu (process cell), która obejmuje sprzęt produkcyjny, jednostkę (unit), która przetwarza wsad według receptury (mieszalnik, reaktor), moduł sprzętowy (equipment module) - grupę urządzeń, która realizuje jedną albo więcej funkcji oraz moduł sterowania (control module).
Moduł sprzętowy może się składać z innych modułów sprzętowych lub modułów sterowania. Moduł sterowania jest z kolei zbiorem czujników, elementów wykonawczych, innych urządzeń lub innych modułów sterowania, które dla systemu sterowania stanowią jedność.
Komórka procesu może wykonać tylko procedurę. W jednostce sprzętowej można zrealizować zarówno procedurę jednostkową, operację, jak i fazę. Rola modułu sprzętowego jest ograniczona do wykonania fazy. Moduł sterowania nie realizuje z kolei żadnej sekwencji zadań, gdyż może jedynie przejść w określony stan (otwarty, zamknięty, zatrzymany). System zarządzania recepturami z systemem sterowania sprzętem komunikują się zwykle, przesyłając parametry procesu i raport o jego przebiegu na poziomie fazy.
Zastosowanie klasyfikacji zdefiniowanych w normie ISA-88 przedstawiono na rysunku 1 na przykładzie procesu wzbogacania soku warzywnego o dodatki smakowe.
JAK ZMIERZYĆ ZAWARTOŚĆ CUKRU W SOKU I TLENU W PIWIE?
W czasie produkcji napojów należy kontrolować ich różne parametry, od których zależy ich smak i konsystencja. Na przykład w przypadku soków ważna jest zawartość cukrów. Wpływa ona nie tylko na ich smak, ale jest również regulowana przez normy. Do badania zawartości cukru w soku używa się refraktometrów. Przyrządy te mierzą współczynnik załamania światła zależny od typu i stężenia substancji rozpuszczonych w danym roztworze.
W przypadku piwa natomiast istotnym parametrem jest stopień jego utlenienia - w tym napoju wpływa on bowiem na jego smak oraz klarowność. Kontrolować powinno się przede wszystkim ilość tlenu, jaką dodaje się do brzeczki w czasie fermentacji. Jeżeli będzie go za dużo, fermentacja będzie zbyt szybka, jeśli z kolei będzie go zbyt mało, proces ten będzie zachodził za wolno. Oba stany wpłyną niekorzystnie na rozwój drożdży, a w efekcie na smak piwa. Dopływ tlenu powinien być również ograniczany w czasie pakowania.
W browarnictwie do pomiaru ilości tlenu rozpuszczonego używane są m.in. czujniki amperometryczne. W wyniku reakcji elektrochemicznej, która zachodzi na skutek przenikania tlenu przez membranę sensora, generowany jest prąd. Jego natężenie jest proporcjonalne do ciśnienia cząstkowego tlenu w badanej próbce.
Wielkość tę należy następnie podstawić do równania opisującego prawo Henry’ego. Wynika z niego, że cząstkowe ciśnienie par lotnego składnika roztworu jest wprost proporcjonalne do jego ilości w tym roztworze. Aby wyznaczyć współczynnik proporcjonalności, trzeba zbadać próbkę tlenu o znanym ciśnieniu cząstkowym.
 Piotr Huryń Piotr Huryń
B&R Automatyka Przemysłowa
- Jakie są trendy na globalnym rynku napojowym?
Przemysł pakujący, w tym rozlewniczy, jest coraz bardziej konkurencyjny. Przy spadających marżach, zwiększających się wymaganiach konsumentów i agresywnym marketingu obserwować można także krótsze czasy życia produktów i ich pełną indywidualizację (tj. Batch Size 1).
Producenci napojów planują obniżanie kosztów produkcji optymalizując zużycie energii, monitorując i optymalizując procesy produkcyjne oraz zużycie materiałów. Światowy rynek produktów warty jest 90 mld euro, podczas gdy koszty produkcyjne szacowane są na 40 mld euro. Zwiększenie efektywności tylko o 0,1% oznacza czysty zysk dla właścicieli w wysokości 400 mln euro!
- Jakie są wymogi stawiane dostawcom automatyki przez producentów maszyn dla branży napojowej?
Producenci maszyn wytwarzają maszyny niekoniecznie najtańsze w zakupie, ale takie, których całkowity koszt posiadania (TCO) będzie najniższy. Istotna jest więc nie tylko cena samej maszyny, ale także jej zapotrzebowanie na energię, wysoka wydajność, szybki czas usunięcia awarii czy wręcz wykrywanie możliwości wystąpienia awarii i przeprowadzenie prewencyjnej akcji naprawczej w zaplanowanym przestoju (czyli TPM).
Ważna jest wszechstronność maszyny pozwalająca produkować różne produkty przy zachowaniu krótkich czasów przezbrojenia. Urządzenia powinny przy tym być bezpieczne dla operatorów, ale bez zbędnego obniżenia wydajności w sytuacjach potencjalnego zagrożenia. Oczywiście czas wyjścia na rynek dla prototypowych maszyn powinien być jak najkrótszy. Wszystkie te wymagania przenoszą się na dostawców systemów automatyzacji.
Branża napojowa ma dodatkowo swoją specyfikę. Maszyny powinny być relatywnie małe, modułowe, mieć możliwość łatwej integracji i interakcji z pozostałymi maszynami. Z powodów zachowania szczególnej higieny (CIP/SIP) wymagane są specjalne konstrukcje ze stali nierdzewnej i z podwyższonym stopniem ochrony, takim jak IP67 czy IP69K.
- Czy polscy producenci podążają za tymi trendami? Co wytwarza się u nas w kraju?
Rodzimi producenci maszyn z tej branży nie tylko podążają za producentami zagranicznymi, ale też potrafią wyznaczać nowe trendy i innowacje na skalę światową. Klienci B&R w Polsce produkują systemy transportowe, etykieciarki, miksery, saturatory, stacje przygotowania napojów i mycia CIP, maszyny do rozdmuchu opakowań PET (nie tylko butelki, ale też słoiki a nawet puszki) czy wręcz całe linie rozlewnicze.
O innowacyjności i jakości ich produktów mogą świadczyć ich patenty międzynarodowe na rozwiązania techniczne a także ich zadowoleni klienci z Polski, Europy, Azji i Bliskiego Wschodu oraz z wymagającego rynku USA.
|
JAKIE SĄ ZALETY METODY OPTYCZNEJ?

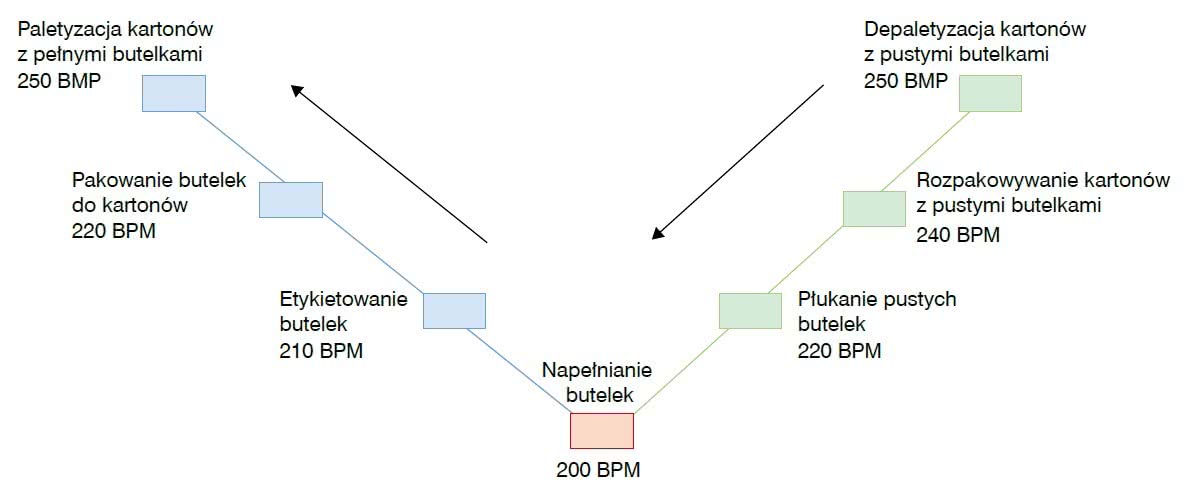
Rys. 2. Projektując linie pakowania, stosuje się zasadę krzywej V
W browarach wykorzystywane są również czujniki optyczne. Używa się w nich specjalnego fluorescencyjnego barwnika naniesionego na membranę, który jest oświetlony. W obecności tlenu fluorescencja barwnika zmienia się proporcjonalnie do stężenia tego gazu - im więcej tlenu, tym szybciej fluorescencja słabnie.
W pierwszej metodzie w czasie pomiaru zachodzi reakcja chemiczna, w wyniku której tlen będący przedmiotem badania jest zużywany. Dlatego by wyniki pomiaru były wiarygodne, wymagany jest stały, przynajmniej minimalny przepływ płynu. Zazwyczaj nie stanowi to problemu, dopóki linia produkcyjna pracuje. Jeżeli jednak zostanie zatrzymana, brak przepływu skutkuje zaniżonymi wartościami stężenia tlenu.
Oprócz tego czujniki amperometryczne są przeważnie przystosowane do standardowych warunków przepływu i ciśnienia, jakie występują w czasie normalnej pracy linii produkcyjnej. Nagłe, dynamiczne zmiany tych wielkości, na przykład na skutek otwierania lub zamykania zaworów, mogą powodować wibracje membrany, co również skutkuje nieprawidłowymi wynikami pomiarów.
Czujniki optyczne nie wymagają minimalnego przepływu badanego płynu. W przeciwieństwie do sensorów amperometrycznych nie mają także w ich przypadku znaczenia zmiany jego ciśnienia. Obu typów czujników można używać w instalacjach mytych na miejscu (CIP, Cleaning in Place), które zostaną opisane w kolejnych rozdziałach.
W branży napojowej używa się też sensorów, które mierzą inne wielkości, poza jakościowymi właściwościami napojów. Przedstawiamy to w ramce na przykładzie zastosowania czujników poziomu.
 Nowości w zakręcarkach Nowości w zakręcarkach
Podobnie jak w przypadku innych maszyn pakujących, upowszechnienie się serwosilników w zakręcarkach zwiększyło ich wydajność, poprawiło jakość ich działania i skróciło przestoje. Zaprogramowanie od razu całej zakręcarki przez ustawienie optymalnej siły zakręcania dla danej partii produktu (nie za dużej, by uniknąć zniszczenia butelki lub zakrętki, ani nie za małej, żeby zapobiec zbyt luźnemu zakręceniu nakrętki, a w następstwie jej przeciekaniu), zamiast oddzielnego przestrajania kolejnych głowic magnetycznych, jest szybsze i wygodniejsze.
Zaletą zakręcarek z serwosilnikami jest również większa dokładność w zakresie przykładanej siły, zazwyczaj ± 0,5% (w tych z głowicami magnetycznymi typowo ±10%). Ponadto w zakręcarkach sterowanych cyfrowo można skorzystać z rozbudowanych funkcji do przeprowadzania testów kontrolnych online, które polegają na otwieraniu i zamykaniu testowych butelek i porównywaniu przyłożonych sił z wartościami zadanymi. Można je również zaprogramować tak, aby korygowały orientację zakrętek i od razu poprawiały te założone niewłaściwie.
|
ZADANIA DO ZAUTOMATYZOWANIA - PAKOWANIE
Gotowy napój nalewany jest do butelki, puszki albo kartonu. Pojemnik taki trzeba zamknąć, na przykład kapslem, korkiem, zakrętką lub przez zgrzanie jego brzegu. Dalej pojedyncze opakowania są umieszczane w opakowaniu zbiorczym, kartonie lub skrzynce lub zostają zafoliowane. Wszystkie te czynności są w nowoczesnych zakładach produkujących napoje zautomatyzowane.
W prawidłowo zaprojektowanej linii pakowania przestoje powinny być skutkiem wyłącznie nagłej awarii sprzętu, zmiany profilu produkcji albo planowej przerwy w produkcji. Osiągnięcie tego celu nie jest łatwe. Uwzględnić bowiem trzeba wiele czynników, które pozwolą najpierw wybrać właściwe maszyny do realizacji każdego z zadań, a później odpowiednio je ze sobą zsynchronizować.
Przykładowe kwestie to: specyfika rozlewanego napoju, różnorodność rozmiarów i kształtów opakowań, które mogą być napełniane w obrębie danej linii pakowania, różnorodność sposobów ich zamykania, możliwość użycia tych samych maszyn do napełniania nowych opakowań i tych z odzysku. Istotna jest też częstość zmian profilu produkcji.
 Przenośnik usprawnił pracę browaru Przenośnik usprawnił pracę browaru
W pewnym browarze, który działał już od ponad stu lat, przywiązywano dużą wagę do tradycyjnych metod produkcji. Niektóre jej etapy w związku z tym były realizowane nieefektywnie. Dotyczyło to na przykład procedury obsługi odbioru dostaw słodu, której nie zmieniono od początku istnienia tego zakładu. Co tydzień do browaru dostarczano 300 worków słodu, z których każdy ważył 50 kilogramów. Worki te pracownicy wciągali ręcznie na piętro, gdzie były opróżniane. Stamtąd zsypem słód trafiał do rozdrabniacza. Kilka lat temu zmieniono jednak dostawcę tego surowca.
Okazało się wówczas, że nowa firma dostarcza słód w workach ważących po 25 kilogramów każdy. Choć dzięki temu pracownikom łatwiej było je wciągać na piętro, zwiększenie ich liczby do 600 ponad dwukrotnie wydłużyło czas, jaki był dotychczas poświęcany na rozładowanie dostawy. Choć już wcześniej zadanie to nie było realizowane efektywnie, dopiero po zmianie dostawcy słodu, w związku z opóźnieniami w produkcji tym spowodowanymi, podjęto decyzję o jego zautomatyzowaniu. Projekt ten zrealizowano kompleksowo.
Ręczną wciągarkę zastąpiono przenośnikiem aero-mechanicznym, do którego wsypywana jest tylko taka ilość słodu, jaka jest na danym etapie produkcji wymagana. Do rozładowywania worków z palet dostawcy i ich przewozu na stanowisko załadunku przenośnika albo do magazynu są natomiast używane wózki widłowe. Uzupełnienie wyposażenia browaru o te urządzenia usprawniło produkcję i znacząco odciążyło pracowników.
|
JAKA NALEWARKA BĘDZIE NAJLEPSZA?
W skład linii pakowania napojów, na przykład butelkowanych, wchodzą przeważnie takie stanowiska jak: depaletyzacji pustych opakowań, płukania butelek, ich napełniania, kapslowania, naklejania na nie etykiet, pakowania w kartony oraz paletyzacji tych opakowań zbiorczych. Centralnym punktem linii pakowania jest maszyna, która napełnia butelki.
Rodzaj napełniarki determinuje specyfika rozlewanego płynu, głównie jego lepkość. W przemyśle napojowym, zwłaszcza wśród producentów piwa, win oraz soków, popularne są nalewarki ciśnieniowo-przelewowe. Sprawdzają się one w dozowaniu głównie płynów o małej lepkości. Ich zaletą jest także duża szybkość napełniania. Ten typ nalewarki nie sprawdzi się natomiast w dozowaniu gęstych płynów, na przykład miodu. W ich przypadku lepiej jest użyć napełniarki tłokowej.
Ważne jest również to, czy dozowany napój jest gazowany. Jeśli tak, linię butelkowania powinno się wyposażyć w nalewarkę przeciwciśnieniową. Maszyna ta przed napełnieniem butelki usuwa z niej powietrze. Dzięki temu w czasie butelkowania nie zmienia się stopnia nagazowania napoju.
POZIOM CZY OBJĘTOŚĆ?
Oprócz sposobu napełniania butelek istotnym zagadnieniem jest też kwestia zagwarantowania odpowiedniej ilości cieczy. Należy rozróżnić dwie sytuacje - zapewniania takiego samego poziomu napoju w kolejnych pojemnikach oraz takiej samej ilości (objętości) płynu. Pierwszy sposób jest preferowany w przemyśle napojowym i na przykład przez producentów płynnych środków czyszczących, gdyż klienci często przy wyborze konkretnego opakowania sugerują się poziomem jego napełnienia.
Wybierając nalewarkę, która odmierza dokładnie jednakową ilość płynu, trzeba się liczyć z tym, że poziom zapełnienia poszczególnych opakowań może być różny. Może to być spowodowane m.in. różnicami ich wymiarów i niedokładnościami w ich wykonaniu. Maszyny tego typu z reguły więcej kosztują. Początkowo większa inwestycja w przypadku, gdy maszyna będzie używana do dozowania droższych napojów, może się jednak szybko zwrócić.
Istotne jest też, by wybierając napełniarkę, sprawdzić, czy sposób, w jaki manipuluje ona opakowaniem, nie spowoduje jego zniszczenia. Może do tego dojść, jeśli na przykład butelka jest wykonana z materiału, który nie jest przystosowany do nacisku, jaki będzie na niego wywierany albo jest zbyt szeroka.
Materiały wykorzystywane w urządzeniach do produkcji napojów
 Wybierając wyposażenie linii produkcyjnej w branży napojowej, należy się upewnić, że elementy, które będą miały kontakt z żywnością, wykonano z materiałów dopuszczonych do użytku w produkcji spożywczej. Są to m.in. stal nierdzewna, tytan, platyna i złoto, a w pewnych zastosowaniach miedź oraz aluminium. Wybierając wyposażenie linii produkcyjnej w branży napojowej, należy się upewnić, że elementy, które będą miały kontakt z żywnością, wykonano z materiałów dopuszczonych do użytku w produkcji spożywczej. Są to m.in. stal nierdzewna, tytan, platyna i złoto, a w pewnych zastosowaniach miedź oraz aluminium.
Zaletą stali nierdzewnej jest odporność na korozję. Tytan cechuje wytrzymałość mechaniczna i odporność na korozję, zwłaszcza w środowisku kwasowym. Wykonuje się z niego elementy stykające się z produktami o dużej zawartości kwasów oraz soli, na przykład sokami cytrusowymi i pomidorowymi.
Wadą tytanu, platyny i złota jest cena. Miedzi nie należy natomiast używać tam, gdzie może mieć kontakt z kwasami, które mogą ją wypłukać. Z aluminium wykonuje się lekkie elementy. Jego wadą jest niska odporność na korozję, a dłużej używane może pękać. Powierzchnie aluminiowe łatwo uszkodzić podczas mycia i dezynfekcji, gdy używa się utleniaczy. Dlatego w przemyśle spożywczym aluminium zazwyczaj jest powlekane powłokami, przeważnie z PTFE lub teflonu.
Elementy linii produkcyjnych napojów nie powinny zawierać elementów ze szkła, które mogą się w trakcie użytkowania stłuc. Części wykonane z tego materiału należy odpowiednio zabezpieczyć, na przykład obudową z nietłukącego się materiału.
|
CO TO JEST PROFIL (KRZYWA) V?
Wybierając nalewarkę, należy sprawdzić łatwość dostosowania jej do zmian w profilu produkcji oraz możliwości czyszczenia. Może to być tak proste jak wybór i włączenie odpowiedniego programu, ale może być również problematyczne i wymagać demontażu elementów maszyny.
Bardzo ważnym parametrem nalewarek jest ich wydajność wyrażana przeważnie liczbą butelek napełnianych w ciągu minuty (bottles per minute, BPM). Powinna ona nie tylko spełniać obecne wymagania, ale i gwarantować "zapas", który pozwoli na rozwój produkcji w przyszłości. Parametr ten wpływa również na dobór pozostałych maszyn linii pakowania. Aby uzyskać jak największą wydajność, projektując linie pakowania, nie tylko zresztą w branży napojowej, stosuje się bowiem zasadę krzywej V. Zilustrowano ją na rysunku 2.
Z krzywej wynika, że jedna z maszyn, która ma kluczowe znaczenie dla przebiegu procesu produkcyjnego, jest uznawana za centralny punkt linii pakowania. W przypadku linii butelkowania jest to przeważnie nalewarka. Im dalej od tej maszyny, w obu kierunkach, tym urządzenia pracują z coraz większą wydajnością.
Dzięki temu nigdy nie powinno dojść do sytuacji, w której zabraknie butelek do napełniania, na przykład w razie chwilowego zatrzymania robota wypakowującego puste opakowania. Z drugiej strony zawsze powinno być dość wolnego miejsca na przenośniku (strefie buforowej), by nie doszło do stłoczenia się napełnionych butelek w oczekiwaniu na ich przełożenie do zbiorczego kartonu. Zatem wdrażając koncepcję krzywej V, maksymalnie efektywnie wykorzystuje się najważniejszą maszynę (i z reguły również najdroższą).
NA CZYM POLEGAJĄ METODY CIP I SIP?
W branży produkcji napojów konieczne jest położenie nacisku na jakość, bezpieczeństwo i higienę wytwarzania na wszystkich etapach produkcji. Wymaga to wdrożenia w zakładzie systemu zarządzania jakością, który określa działania, jakie trzeba podjąć, oraz warunki, jakie należy stworzyć i kontrolować na wszystkich etapach produkcji oraz transportu napojów, by nie były one szkodliwe dla zdrowia i życia ludzi.
Źródłem zagrożeń może być otoczenie, personel, surowce oraz maszyny. Aby zminimalizować groźbę zakażenia w wyniku kontaktu napojów z tymi ostatnimi, trzeba je myć, a potem sterylizować. Czynności te wykonuje się w różny sposób - przykładem są techniki CIP (Cleaning in Place) oraz SIP (Sterilization in Place), czyli mycie i sterylizacja na miejscu.
Polegają one na spłukiwaniu wnętrza wyposażenia linii produkcyjnych, przede wszystkim zbiorników, rurociągów i pomp, w przerwach między kolejnymi jej uruchomieniami, bez konieczności rozmontowywania elementów, wprowadzania do ich wnętrza urządzeń czyszczących lub wchodzenia do środka. To ostatnie dotyczy dużych zbiorników, jak mieszalniki.
 Mateusz Gołębiowski Mateusz Gołębiowski
Omron Electronics
- Jakie są dzisiaj potrzeby firm z branży napojowej w zakresie maszyn i systemów produkcyjnych? Co jest ważne w przypadku integracji systemów?
Branża napojowa wiążę się z dużymi wydajnościami produkcyjnym i sporą różnorodnością produktów. Z uwagi na powyższe bardzo ważnym elementem jest elastyczność. Aby poradzić sobie z coraz większą gamą produktów, maszyny i linie produkcyjne muszą być tak zaprojektowane i dostosowane, aby spełniać wymagania produkcyjne. Czas przezbrojenia jest kluczowym czynnikiem, który producenci starają się zmniejszać. Integracja linii technologicznej z całym systemem produkcyjnym może również pozwolić na wyprodukowanie nawet krótkich partii produkcyjnych.
W nawiązaniu do trendu Industry 4.0 należy też wspomnieć, że ważnym aspektem jest zbieranie i zarządzanie danymi procesu produkcyjnego. Producenci zdają sobie sprawę z coraz większego znaczenia kontroli i pomiarów, przechowywania i analizy danych produkcyjnych oraz ich udostępniania w ramach łańcucha dostaw. Automatyczna akwizycja danych pozwala na precyzyjne i niezawodne monitorowanie pracy systemów oraz dostarczanie wyczerpujących informacji o produkcji, co przyczynia się do zminimalizowania strat oraz ochrony reputacji marki.
- Jakie czynniki będą miały wpływ na rozwój rynku w przyszłości? Jak ważne są w tej branży regulacje prawne i normy?
Przepisy wprowadzane są przez różne podmioty - m.in. rządy, zewnętrzne agencje, ale też samą branżę spożywczą i napojową, i mają one znaczny wpływ na wzrost kosztów oraz złożoność procesów w firmach. Audyty w fabrykach i przepisy dotyczące ochrony środowiska to przykłady dwóch z nich, których producenci muszą przestrzegać. Rośnie również rola społecznej odpowiedzialności biznesu.
W przyszłości wpływ na branżę napojową będą miały m.in. zjawiska takie jak: globalizacja, przeludnienie i związana z nimi potrzeba zrównoważonego rozwoju. Ze względów ekonomicznych producenci starają się dostosować produkcję żywności i napojów do gustów konsumenta. Rozwój rynków wymaga unormowania produkcji pod względem wydajności, kosztów i jakości w bardzo różnych okolicznościach.
Przeludnienie, starzenie się społeczeństw, ale też większa świadomość w zakresie zdrowego trybu życia tworzą zarówno szansę na nowe produkty oraz ich formaty, jak też są wyzwaniem dla producentów i wymagają od nich stosowania nowych materiałów oraz etykietowania. Czynniki te mają wpływ na zdolności produkcyjne firm i wymagają wdrażania krótszych planów produkcyjnych oraz weryfikacji podczas wytwarzania. W obszarze zrównoważonego rozwoju istnieje wiele czynników motywujących, między innymi przyjazne środowisku materiały oraz nowe projekty opakowań - wszystko, aby zmniejszyć ilość odpadów i ograniczyć do minimum zużycie zasobów.
|
ZADANIA DO ZAUTOMATYZOWANIA - MYCIE I ODKAŻANIE
Cleaning in Place i Sterilization in Place to procesy zautomatyzowane, polegające na wymuszeniu przepływu środków myjących i odkażających przez myte urządzenia lub obiekty, a następnie ich zwróceniu do głównego zasobnika. Wymagają one w związku z tym monitorowania i regulacji wielu wielkości.
Sensory temperatury, natężenia przepływu, stężenia środków czyszczących i odkażających są instalowane w różnych punktach instalacji CIP i SIP. Na podstawie wyników ich pomiarów dozuje się środki chemiczne. Trzeba je także systematycznie dolewać, jeśli ich obieg jest zamknięty, gdyż część z nich po przepłynięciu przez obiekt ulega częściowej neutralizacji. Wykrywa to zazwyczaj czujnik przewodności, który jest umieszczany w rurociągu powrotnym. Oprócz tego należy podgrzewać wodę oraz zmieniać natężenie przepływu roztworu czyszczącego. System sterowania myciem i sterylizacją zarządza zatem pracą licznych pomp i zaworów.
JAKIE SĄ ZALETY TECHNIK CIP I SIP?
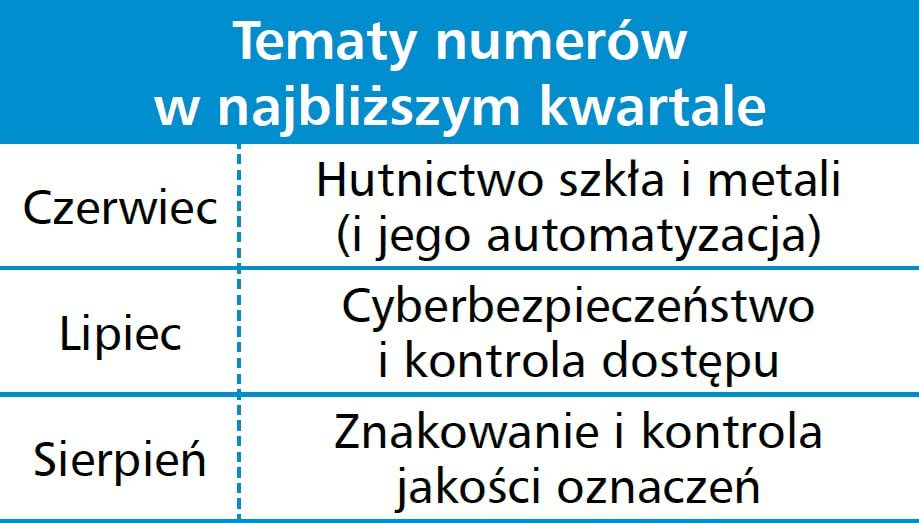
Tematy numerów w najbliższym kwartale
Do zalet mycia i sterylizacji na miejscu zalicza się: szybkość (nie trzeba demontować, a potem składać wyposażenia linii produkcyjnej), dokładne czyszczenie miejsc trudno dostępnych, lepszą kontrolę zużycia wody i chemikaliów (te ostatnie można poddać recyklingowi), a dzięki temu mniejsze koszty i ograniczenie kontaktu personelu z substancjami niebezpiecznymi.
Na skuteczność mycia i sterylizacji na miejscu wpływa wiele czynników. Jednym z nich jest budowa czyszczonych urządzeń oraz obiektów. Lepiej, gdy zbiorniki są samoodpływowe, a spawy łączące ich boki są ciągłe oraz gładko wykończone. Obudowy powinny być wykonywane z odlewu, a ich powierzchnie wewnętrzne najlepiej, gdy są zaokrąglone. Unikać trzeba też półek, zagłębień oraz stref martwych, czyli tych bez przepływu, z których trudno jest wypłukać zabrudzenia, nitów oraz śrub.
Ważna jest również chropowatość powierzchni. Im jest mniejsza, tym dokładniej, łatwiej i szybciej można ją wyczyścić. Na powierzchni nie mogą także występować zarysowania ani szczeliny. Aby zmniejszyć szorstkość, stosuje się na przykład polerowanie mechaniczne albo elektrolityczne, a obudowy robotów lakieruje się.
Ważny jest też dobór medium czyszczącego. Powinno ono skutecznie usuwać zabrudzenia (bez ich utrwalania), a równocześnie nie niszczyć mytych powierzchni. Na przykład woda rozpuszcza cukry, skrobie oraz większość soli, natomiast kwasy skutecznie usuwają większość osadów mineralnych. W zasadach rozpuszczają się emulsje tłuszczowe. Z kolei sole, jak podchloryn potasu, sodu oraz wapnia, są używane do mycia powierzchni ze stali nierdzewnej, gdyż ich wadą są silne właściwości korozyjne.
Monika Jaworowska
Źródła zdjęć: Krones, KHS, SABMiller, Schu, Tetra Pak