VECTOR MARKING
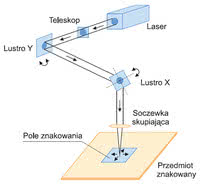
Rys. 4. Zasada działania znakowarki wektorowej
Najbardziej popularną techniką znakowania laserowego jest znakowanie wektorowe, w którym wiązka laserowa jest kierowana bezpośrednio na powierzchnię znakowanego przedmiotu za pomocą dwóch zwierciadeł.
Lustra te wykonują ruchy uchylne o częstotliwości sięgającej do 500 Hz, umożliwiając wykreślenie odpowiedniego kształtu w określonym obszarze roboczym (rys. 4). Ruch luster realizowany jest poprzez tzw. galwamotory, a obliczany jest on, kontrolowany oraz monitorowany przez układ sterowania urządzenia.
Znakowanie wektorowe pozwala na bardzo precyzyjne (dokładność ok. 0,01mm) znakowanie produktów nieruchomych znajdujących się w obszarze oddziaływania wiązki laserowej lub produktów szybko przemieszczających się np. po taśmociągu. Całość obrazu powstaje z pojedynczych punktów lub linii w miejscu oddziaływania wiązki laserowej.
W procesie znakowania wektorowego materiałów nieorganicznych (np. metale i tworzywa sztuczne) najczęściej stosowane są lasery na ciele stałym w zakresie promieniowania podczerwonego (1060 nm), w zakresie promieniowania widzialnego - kolor zielony (355 nm) i w zakresie promieniowania UV (355 nm).
W zakresie znakowania materiałów organicznych (np. skóra, drewno) stosowane są również lasery gazowe CO2 (1060 nm). Znakowanie wektorowe charakteryzuje się:
- bardzo wysoką elastycznością,
- bardzo dobrą jakością,
- bardzo wysoką rozdzielczością uzyskiwanych znaków,
- wysoką prędkością przesuwu wiązki laserowej (kilka m/s),
- zaawansowanym, łatwym w użyciu systemy programowania oznaczeń.
Powyższa technika znakowania świetnie nadaje się do aplikacji, w których często zmieniają się informacje zawarte w oznaczeniach, np. numery seryjne, różne nazwy, różnorodne znaki graficzne, informacje pobierane na bieżąco z systemu produkcji (np. systemu pomiarowego).
MASK MARKING
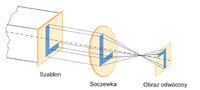
Rys. 5. Zasada działania znakowarki z wykorzystaniem szablonu
Ta technika znakowania polega na naświetlaniu przedmiotów poprzez specjalnie przygotowany szablon ze wzorem obrazu. Szablon wykonywany jest z metalu, przeważnie z miedzi, gdyż ma ona właściwość bardzo dobrego odprowadzania ciepła.
Niezogniskowana wiązka promieniowania lasera przechodzi przez szablon, a następnie przez układ ogniskujący i docelowo dociera do określonego obszaru na powierzchni przedmiotu znakowanego (wiązka ogniskuje się poza powierzchnią przedmiotu znakowanego).
Jeżeli szablon ze wzorem obrazu nie jest większy niż średnica niezogniskowanej wiązki laserowej (zazwyczaj ok. 10÷25 mm), znakowanie może odbyć się za pomocą jednego impulsu o czasie trwania ok. 1 μs. Jeżeli szablon jest większy od średnicy wiązki laserowej, znakowanie może odbyć się kilkoma impulsami.
Ze względu na tak krótki czas znakowania, technika ta może być stosowana również do elementów przemieszczających się na linii produkcyjnej i np. często stosowana jest do oznaczania dużych partii powtarzających się opakowań. Stosowane są tutaj zazwyczaj lasery CO2 (1060 nm), rzadziej lasery na ciele stałym. Znakowanie z wykorzystaniem szablonów charakteryzuje się:
- bardzo krótkim czasem znakowania,
- bardzo wysoką wydajnością - możliwość znakowania elementów bardzo szybko przesuwających się na linii produkcyjnej,
- dobrą jakością,
- ograniczoną elastycznością ze względu na stosowanie wzornika - maski.
Powyższa technika znakowania najczęściej wykorzystywana jest do różnego typu opakowań szklanych, np. oznaczeń typu "best before:".

Tabela. 2. Oferta dostawców znakowarek laserowych działających w Polsce |

Tabela. 2cd. Oferta dostawców znakowarek laserowych działających w Polsce |
















