
JAKIE SĄ ZALETY HELU?
 Do zalet tej metody zalicza się również: krótki czas inspekcji rzędu kilku sekund, który, co ważne, zazwyczaj zapewnianie jakości nie rośnie znacząco wraz ze zwiększeniem objętości detalu, niezależność od temperatury i łatwość automatyzacji. Z drugiej strony, chociaż gazy znakujące są tanie, to sam sprzęt pomiarowy jest drogi. Wymaga też kalibracji i zwykle specjalnego czyszczenia.
Do zalet tej metody zalicza się również: krótki czas inspekcji rzędu kilku sekund, który, co ważne, zazwyczaj zapewnianie jakości nie rośnie znacząco wraz ze zwiększeniem objętości detalu, niezależność od temperatury i łatwość automatyzacji. Z drugiej strony, chociaż gazy znakujące są tanie, to sam sprzęt pomiarowy jest drogi. Wymaga też kalibracji i zwykle specjalnego czyszczenia.
Gazem znakującym jest zwykle hel, co ma wiele zalet. Jest nietoksyczny, niepalny, nie tworzy mieszanin wybuchowych. Jest to gaz obojętny, nie reaguje zatem z innymi substancjami ani nie ma wpływu na właściwości powierzchni, z którymi ma kontakt. Helu można używać w szerokim zakresie temperatur i ciśnień. Ponadto w powietrzu występuje w minimalnej ilości, która nie wpływa na dokładność pomiaru. Ze względu na mały rozmiar cząstki pozwala na wykrycie nieszczelności o bardzo małych rozmiarach. Hel jest też relatywnie tani. W ramce przedstawiamy porady praktyczne odnośnie do tego, jak skutecznie sprawdzać szczelność powyższymi metodami.
ULTRADŹWIĘKI W KONTROLI JAKOŚCI
Badania przy użyciu ultradźwięków (Ultrasonic Testing, UT) wykorzystywane są, poza wykrywaniem wewnętrznych nieciągłości i skaz detali, również w pomiarach ich grubości. Fala dźwiękowa emitowana jest w głąb materiału, gdzie ulega odbiciu od przeciwległej krawędzi. Znając czas powrotu fali powrotnej, obliczyć można grubość obiektu inspekcji.
Defekty wykrywa się natomiast, porównując falę odbitą z falą wzorcową, odebraną przy obiekcie bez wad. Różnice wskazują na obecność pęknięć, pęcherzy albo innych zmian w strukturze wewnętrznej materiału, które również odbijają ultradźwięki.
Częstotliwość fali dźwiękowej dobierana jest w zależności od badanego materiału oraz defektów, których wystąpienia można się spodziewać. Zwykle im jest ona wyższa, tym łatwiej jest wykryć mniejsze skazy. Niższe częstotliwości pozwalają natomiast na głębszą penetrację i minimalizują efekt rozpraszania oraz tłumienia fali dźwiękowej w materiałach, które charakteryzują się małą gęstością albo niejednorodną strukturą.
Kontrola jakości przy użyciu ultradźwięków jest jedną z najpopularniejszych technik w przemyśle. Jej uzupełnieniem są często badania radiograficzne (Radiographic Testing, RT). Obie te techniki zaliczane są do metod objętościowych, czyli umożliwiających wykrywanie defektów wewnątrz obiektu.
Badania NDT w kontroli jakości odlewów z żeliwa sferoidalnego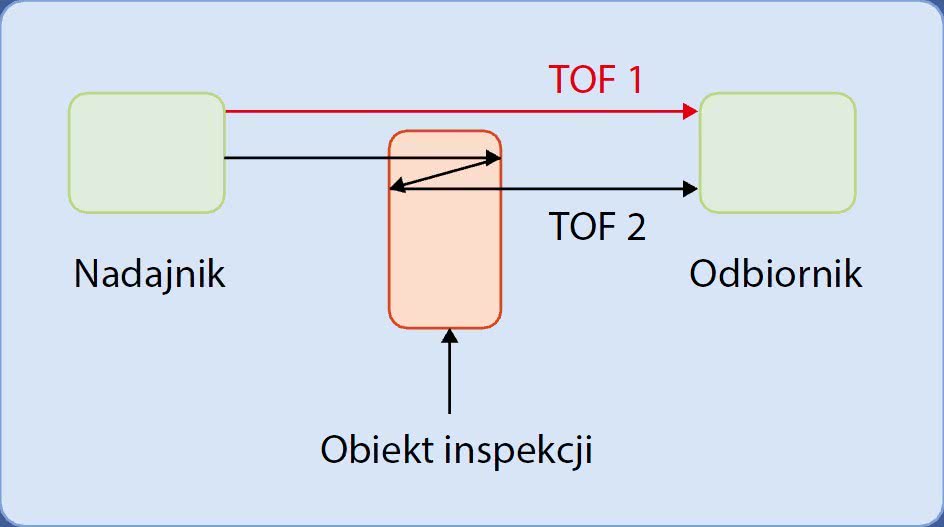
Rys. 1. Zasada pomiaru Po co badać jakość odlewów z żeliwa? Sprawdzić na przykład trzeba, czy procentowa zawartość form kulistych w ich strukturze jest odpowiednia. W tym celu odlewy można by poddać niszczącym badaniom mikrostruktury. Testy takie należałoby wykonać w laboratorium. Jakie są ograniczenia metod niszczących? Z drugiej strony, ze względu na specyfikę sprawdzanej właściwości, nie można by założyć, że wyniki badania dla grupy testowej będą reprezentatywne dla całej partii produktu. Dlatego wybiórcza kontrola jakości odlewów żeliwnych nie jest najlepszym rozwiązaniem. Badania NDT Dzięki temu w kontroli jakości odlewów wykonanych z żeliwa sferoidalnego świetnie sprawdza się jedna z metod zaliczanych do grupy badań nieniszczących, w której wykorzystuje się ultradźwięki. Testy można wykonywać ręcznie albo je zautomatyzować. Zasada pomiaru Po wyznaczeniu czasu TOF1, między nadajnikiem a odbiornikiem umieszcza się obiekt badania. Następnie mierzy się czas przelotu fali dźwiękowej, która przebywa drogę w wodzie, przed i za testowanym przedmiotem, i w nim, gdzie ulega odbiciu od jego krawędzi (TOF2). Prędkość fali akustycznej oblicza się na podstawie wartości TOF1, TOF2 oraz grubości obiektu inspekcji. Co wpływa na dokładność pomiaru? Aby go zminimalizować, dla każdego następnego obiektu powtarza się pomiar czasu przelotu fali akustycznej TOF1. Analogicznie, jeżeli kolejne odlewy znacząco różnią się temperaturą, jej zmienność należy skompensować. |
PODSTAWY RADIOGRAFII
W radiografii przedmiot inspekcji zostaje prześwietlony promieniowaniem rentgenowskim. Jest to promieniowanie elektromagnetyczne o długości fali od kilku pm do 10 nm. W kontroli jakości wykorzystuje się jego zdolność do przenikania materiałów, które są nieprzezroczyste dla światła widzialnego.
Stopień przepuszczalności zależy od gęstości detalu. Im jest większa, tym mniej promieni przez niego przenika. Dzięki temu na obrazie rentgenowskim rozróżnialne są elementy o różnej gęstości, na przykład zanieczyszczenia. Stanowisko do badania jakości z wykorzystaniem promieni X składa się z ich źródła i detektora, między którymi znajduje się obiekt inspekcji.
Tym pierwszym są lampy rentgenowskie w postaci szklanej bańki próżniowej, w której umieszcza się dwie elektrody: katodę i anodę połączone ze źródłem wysokiego napięcia. Katoda w postaci włókna wolframowego zasilanego z drugiego źródła niższego napięcia żarzy się i emituje elektrony. Cząstki te, przyspieszane w polu elektrycznym między elektrodami, bombardują anodę. W chwili zderzenia z nią emitują promieniowanie X.
Detektor promieniowania rentgenowskiego składa się natomiast ze wzmacniacza obrazu i kamery. Pierwszy element pochłania promienie X i przetwarza je na światło widzialne rejestrowane przez kamerę. W ten sposób powstaje monochromatyczny obraz obiektu. Odcienie szarości odpowiadają na nim konkretnym poziomom natężenia promieniowania RTG odebranego w detektorze.
BADANIA MAGNETYCZNO-PROSZKOWE
 Metoda magnetyczno-proszkowa (Magnetic Particle Testing, MT), podobnie jak badanie prądami wirowymi, zaliczana jest do grupy technik wykrywających wady powierzchniowe i defekty, które występują bezpośrednio pod powierzchnią badanego materiału. Wykorzystuje się ją wyłącznie do inspekcji obiektów wykonanych z materiałów ferromagnetycznych. Przykładem tych ostatnich są stopy żelaza, niklu oraz kobaltu.
Metoda magnetyczno-proszkowa (Magnetic Particle Testing, MT), podobnie jak badanie prądami wirowymi, zaliczana jest do grupy technik wykrywających wady powierzchniowe i defekty, które występują bezpośrednio pod powierzchnią badanego materiału. Wykorzystuje się ją wyłącznie do inspekcji obiektów wykonanych z materiałów ferromagnetycznych. Przykładem tych ostatnich są stopy żelaza, niklu oraz kobaltu.
Metoda magnetyczno-proszkowa wymaga wzbudzenia w badanym obiekcie pola magnetycznego. Następnie na jego powierzchni należy zlokalizować miejsca, w których pole to "wycieka", czyli ulega rozproszeniu. Dochodzi do tego tam, gdzie defekty, na przykład pęknięcia, rysy, wtrącenia, są powodem powstania nieciągłości struktury.

















