
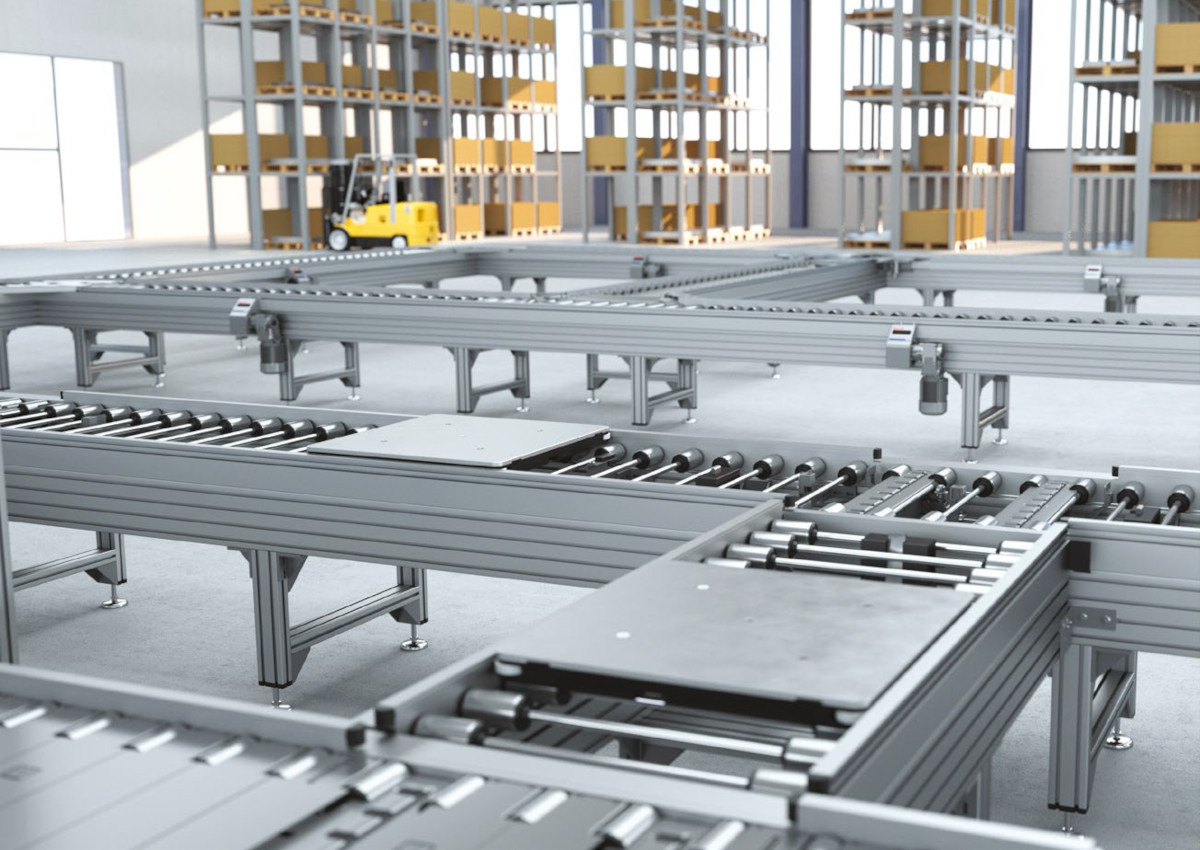
Odkąd na początku XX wieku z przenośników zaczęto korzystać na liniach montażowych w fabrykach Forda, stały się one nieodłącznym elementem wyposażenia hal produkcyjnych. Od tej pory ich technologia cały czas się rozwija. Dzięki temu ewoluowały od modeli masywnych, wielkogabarytowych, transportujących duże, ciężkie ładunki, po zoptymalizowane pod kątem wymiarów i wagi, przenoszące produkty, które wymagają specjalnego traktowania (kruche, lepkie, gorące). Nowoczesne przenośniki współpracują również z systemami produkcji i dystrybucji oraz są projektowane z myślą o uzyskaniu jak najlepszych parametrów wydajnościowych i użytkowych.
Jeśli chodzi o te ostatnie, szczególny nacisk kładzie się na cichą pracę. Ta cecha eksploatacyjna jest ważna, gdyż w środowisku produkcyjnym i tak występuje wiele źródeł hałasu, każde kolejne jest w związku z tym niepożądane. W przypadku transporterów trzeba również pamiętać o tym, że dźwięki przez nie generowane się kumulują, ponieważ są zwykle prowadzone po całej hali. Negatywnie wpływa to na komfort pracy osób, które w ich sąsiedztwie spędzają wiele godzin.
Jak zmniejszyć hałas przenośnika?

By ograniczyć hałas, producenci tytułowych urządzeń stosują różne rozwiązania konstrukcyjne, w zależności od ich typu oraz charakterystycznych dla niego źródeł uciążliwych dźwięków. Przykładowo w transporterach rolkowych są to: łożyska oraz niedopasowanie pomiędzy rolkami, a ramą.
Jeśli chodzi o pierwsze, hałas powodują: nierównomierności powierzchni przy tarciu metal o metal, kurz i brud, które się gromadzą w komorze łożysk i ich niewystarczające smarowanie. Dlatego rolki w przenośnikach, w których chce się tego uniknąć wyposaża się w łożyska, które wyróżnia: precyzyjna obróbka powierzchni, samosmarowanie i uszczelnienia.
Kolejnym problemem jest zużycie ramy transportera, w której z czasem mocowania rolek poluzowują się i zaczynają o nią uderzać. Jest to dokuczliwe, szczególnie jeżeli we zbyt poszerzone otwory włoży się nowe rolki. By temu zapobiec, ich wałek jest specjalnie tak kształtowany oraz wyposażany w elementy sprężyste, by zapewnić docisk umożliwiający dopasowanie, bez względu na stopień zużycia ramy.
Opracowuje się oprócz tego tworzywa sztuczne o obniżonych współczynnikach tarcia, z których wykonuje się elementy ślizgowe. W tym celu wykorzystywane są także rolki ze zintegrowanym napędem (elektrorolki), w których redukcję hałasu zapewnia usunięcie z przenośnika „głośnych” przekładni, silnika, łańcuchów, kół łańcuchowych.
Z kolei w przenośnikach łańcuchowych, w których źródłem hałasu jest styk ogniw łańcucha z zębatką, próbuje się go ograniczyć, eliminując w tym miejscu kontakt metalu z metalem, m.in. używając ogniw z tworzyw sztucznych. Sposób na wytłumienie hałasu to również wykonanie ich w taki sposób, żeby po zahaczeniu o zębatkę ulegały odkształceniu, absorbując uderzenie. Przedstawione rozwiązania pozwalają zmniejszyć poziom dźwięków towarzyszących pracy przenośników nawet o kilka decybeli.
Kompaktowość...

Ważnym aspektem użytkowym transporterów jest też to, ile miejsca zajmują, zwłaszcza gdy tam, gdzie mają zostać zamontowane, przestrzeń jest ograniczona. Im bardziej kompaktowa konstrukcja, tym więc lepiej. By ją zapewnić, stosuje się różne konstrukcje i rozwiązania w zakresie montażu przenośników.
Przykład to transportery podwieszane, w tym zorganizowane na wielu poziomach. Oszczędność miejsca gwarantuje także system transportowy z przenośnikami ustawionymi na podłodze, które przenoszą na przykład pełne pojemniki i transporterami zamontowanymi bezpośrednio nad nimi, które przenoszą opróżnione pojemniki na stanowisko ponownego załadunku. Łączność między dolnym a górnym poziomem zapewnia podnośnik.
Jeżeli zachodzi potrzeba transportu między piętrami, alternatywą dla przenośników pochyłych, które zajmują dużo miejsca, są transportery spiralne. Można wyróżnić dwie kategorie tych urządzeń, w zależności od materiałów, do przenoszenia których są przeznaczone. Do tych sypkich zalecane są transportery ze spiralą rynien zamkniętych, a do pozostałych z otwartą.
W obu przypadkach przenoszą ładunki w pionie i dzięki zwartej konstrukcji zajmują małą powierzchnię w stosunku do długości powierzchni transportowej. Ma to dodatkową zaletę – dzięki temu, że ładunek przemieszczany przenośnikiem spiralnym, nawet przy ograniczeniach przestrzennych może pokonać stosunkowo dużą odległość, przy odpowiedniej prędkości i warunkach transportu, można jednocześnie poddać go obróbce, na przykład schładzaniu, podgrzaniu, odparowaniu.
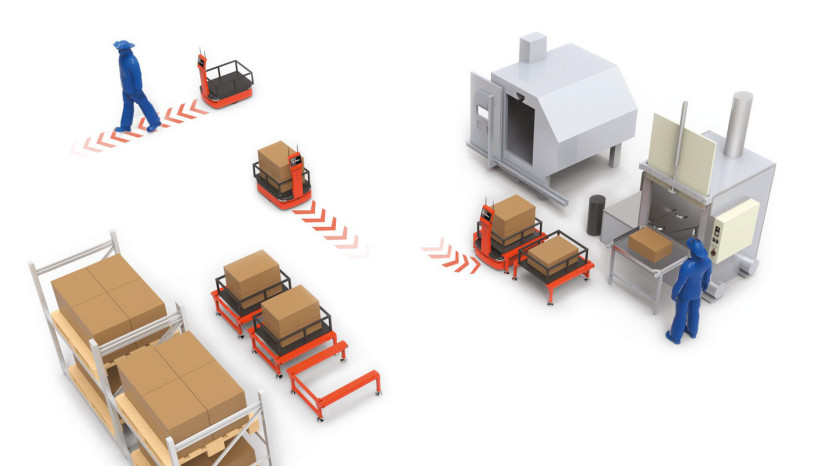
AMR – Korzyści i aplikacje w magazynachAutonomiczne roboty mobilne zazwyczaj transportują lżejsze ładunki niż AGV. W zależności od potrzeb, podobnie jak wózki samojezdne, mogą być też wyposażone w różnego typu osprzęt, jak: ramiona przegubowe z chwytakami, przenośniki taśmowe albo rolkowe i podnośniki nożycowe. AMR łatwo jest przezbroić, wymieniając osprzęt i przeprogramować do wykonywania innych zadań. Autonomiczne roboty mobilne pracują zwykle w grupie. Ich floty są łatwo skalowalne – pojazdy AMR mogą być dodawane oraz usuwane w dowolnym momencie, w celu uzyskania docelowej przepustowości. Są one centralnie zarządzane za pośrednictwem oprogramowania łączącego się z systemem zarządzania magazynem w celu przypisania poszczególnym AMR określonych zadań. Roboty mobilne są zasilane z akumulatorów. Pomiędzy ich ładowaniem typowo dostępne na rynku modele działają nawet do kilku godzin, w praktyce wpływa na to jednak wiele czynników. Najważniejsze z nich to: używany osprzęt, waga ładunku, długość przebytej trasy, częstości uruchamiania i zatrzymywania oraz długości przerw w pracy. AMR są zwykle używane do transportu towarów, to znaczy przenoszą ładunek z jednego obszaru do drugiego, na przykład w centrach dystrybucji w ramach kompletacji zamówień. Sprawdzają się w takich zastosowaniach dzięki autonomii w planowaniu ścieżek ruchu, pozwalającej na efektywne przemieszczanie się między wieloma punktami odbioru przez wybór tej w określonych warunkach najkorzystniejszej. Znacznie zwiększa to przepustowość obsługi zamówień w porównaniu do tych kompletowanych ręcznie przez pracowników, którzy wiele czasu tracą na chodzenie po obiekcie. Ponadto zastępując przenośniki autonomicznymi robotami mobilnymi, można uzyskać znaczącą oszczędność miejsca – dodatkową powierzchnię można zagospodarować, zwiększając pojemność magazynu. Skalowalność flot AMR z kolei pozwala efektywnie reagować na wzrost i spadek liczby zamówień. Autonomiczne roboty mobilne, jak w przypadku innych rozwiązań zautomatyzowanych, eliminują błędy ludzkie, zwiększają wydajność, odciążają personel magazynów od wykonywania czynności powtarzalnych oraz grożących urazami (podnoszenia ciężkich ładunków, pchania czy ciągnięcia wózków na kółkach). Przykłady aplikacji, w których sprawdzają się AMR, to również: holowanie ładunków, kompletacja i rozładunek w systemach pick to light i put to light, w razie wyposażenia w ramię robota w komplecie z systemem wizyjnym i mobilny przenośnik, który odbiera ładunek z jednego transportera i dostarcza go na inny. W ostatnim zastosowaniu autonomiczne roboty mobilne, które mogą obracać się w różnych kierunkach, pozwalają na podawanie materiałów w określonej orientacji. Dzięki mobilnym przenośnikom można też zrealizować transport na duże odległości z wieloma odgałęzieniami, na których budowanie stacjonarnych ciągów byłoby nieopłacalne. |
...i modułowość przenośników
Kompaktowość zwykle idzie w parze z modułowością, kolejną cechą, pod kątem której są optymalizowane nowoczesne przenośniki. Dzięki niej łatwiej jest zorganizować, a następnie stosownie do potrzeb przeorganizować stanowisko, którego częścią jest transporter. Ważna jest także dostępność różnorodnych opcji wykonania danej konstrukcji, która zwiększa elastyczność projektowania linii transportowej.
Przykładowo przenośniki spiralne oferowane są w wersjach o różnych: średnicach, liczbie zwojów, układzie i długościach wlotu i wylotu, kierunku ruchu (w górę, w dół, zgodnie, przeciwnie do ruchu wskazówek zegara), opcjonalnie także odwracalne. W niektórych modelach możliwe jest wyposażenie transportera w kilka wejść i wyjść. Umożliwia to uzupełnianie oraz rozdzielanie ładunku na kilku poziomach.
W przypadku ekstremalnie ograniczonej przestrzeni, przy jednoczesnym dużym natężeniu przepływu ładunków, warto jest rozważyć montaż przenośnika spiralnego wielotorowego (najczęściej dwutorowego). Biegi w ramach jednej konstrukcji są przeważnie wyposażone w oddzielne napędy i pracują niezależnie, na przykład z przeciwnym kierunkiem przepływu oraz mają wloty i wyloty na różnych poziomach.
Trendy w konstrukcji przenośników

Kolejny trend w konstrukcji transporterów to energooszczędność. W tym zakresie stosowane są różne podejścia. Przykładowo w przypadku pasów w przenośnikach taśmowych, zwłaszcza tych przeznaczonych do przenoszenia ciężkich ładunków, o ostrych krawędziach, m.in. w górnictwie, dąży się do uzyskania ich jak największej wytrzymałości, przy równoczesnej lekkości oraz zmniejszeniu oporów toczenia. To przynosi oszczędność energii zasilającej transporter. Zapewniają to nowe materiały i ich połączenia, przykładowo zastępowanie standardowych wzmocnień pasów z metali tymi z tworzyw sztucznych.
Oprócz tego rozruch i zatrzymanie przenośników są optymalizowane z uwzględnieniem specyfiki transportu delikatnych i niestabilnych ładunków. Opracowuje się też transportery, które mogą wyrównywać, obracać, przyspieszać lub zwalniać ładunki, bez użycia prowadnic i skomplikowanych elementów pozycjonujących.
W przykładowej konstrukcji tego typu wykorzystywane są pasy zbudowane z modułów, w które wbudowano swobodnie obracające się rolki, ustawiane pod kątem w stosunku do kierunku ruchu taśmy, którymi można sterować oddzielnie lub grupowo. Stykając się z ładunkami, rolki przekierowują je, na przykład w poprzek pasa, przesuwając je w stronę krawędzi przenośnika albo, w przypadku tych doprowadzanych z różnych przenośników i z tego powodu poustawianych pod różnymi kątami, pozycjonują je w jednej linii. Takie pasy zastosowanie znajdują również na liniach sortowania, na których rozdzielają ładunki na strumienie, następnie przekierowywane na oddzielne transportery.
Transportery smart
Branży przenośników nie omija też trend rozwiązań smart. Przykładowe funkcje inteligentnych transporterów wyposażonych w czujniki to: analizowanie bieżącego obciążenia i stosownie do niego regulacja prędkości, włącznie z automatycznym zatrzymaniem nieużywanego w danym czasie przenośnika, w celu uniknięcia strat energii wynikających z pracy na biegu jałowym, wykrywanie sytuacji niebezpiecznych, gdy na przykład pracownik znajdzie się zbyt blisko ruchomych elementów transportera lub coś w nich utknie i natychmiastowe zatrzymanie, ewentualnie spowolnienie przenośnika do bezpiecznej prędkości, do czasu rozwiązania problemu oraz monitorowanie stanu transportera w ramach konserwacji predykcyjnej.
Warto zauważyć, że chociaż zainteresowanie przenośnikami smart rośnie, nie oznacza to, że maleje popyt na proste rozwiązania transportowe. Wciąż bowiem nawet „zwykły” przenośnik taśmowy albo rolkowy zamontowany we właściwym miejscu i odpowiednio skonfigurowany może, zwiększając wydajność linii produkcyjnej i odciążając pracowników, przynieść wymierne korzyści, przy niewielkich, w porównaniu do modeli smart, nakładach inwestycyjnych.
Systemy zarządzania magazynami – funkcjonalność, typy, korzyściZautomatyzowany sprzęt usprawniający pracę magazynów i centrów dystrybucji współpracuje z systemami zarządzania nimi – tego typu oprogramowanie, klasy WMS (Warehouse Management System), nadzoruje i kontroluje kluczowe aspekty funkcjonowania i zasoby takich obiektów, czyli: zapasy, zamówienia, wyposażenie i personel. Generalnie jego funkcjonalność można podzielić na trzy kategorie: zarządzanie zapasami, realizację zadań i raportowanie. W ramach pierwszej WMS odpowiada za: planowanie zamówień wychodzących, obsługę ich odbioru, monitorowanie stanu zapasów oraz planowanie ich rozlokowania. W drugiej system zarządzania magazynem ułatwia przydzielanie pracownikom zadań według typu (odbiór towarów, ich rozłożenie, uzupełnianie braków, kompletacja zamówień, pakowanie, załadunek i obsługa zwrotów) oraz obszaru ich realizacji. Raportowanie obejmuje z kolei gromadzenie oraz analizę danych na temat: stanu zapasów, realizacji zadań, wydajności pracy, statusu zamówień, stanu wyposażenia. Wyróżnić można kilka rodzajów systemów zarządzania magazynem, z których każdy ma zalety i wady. Najpopularniejsze z nich to: oddzielne WMS zainstalowane lokalnie, WMS w chmurze, WMS jako moduły systemu ERP. Pierwsze, jako niezależne pakiety narzędziowe, wymagają zintegrowania z pozostałymi systemami wykorzystywanymi w danym przedsiębiorstwie, co zajmuje czas. Ponadto rozwiązywanie problemów, konserwacja oraz aktualizowanie mogą wiązać się z problemami. Chociaż są one przeważnie najtańszą opcją długoterminową, ich funkcjonalność jest ograniczona. Z kolei WMS w chmurze, jak inne aplikacje dostępne w ten sposób, zmniejszają zapotrzebowanie na sprzęt i specjalistów IT na miejscu. Ponadto ich wdrożenie jest szybsze. WMS w chmurze są wysoce konfigurowalne i skalowalne, a użytkownicy nie muszą się martwić o ich zabezpieczenia, aktualizację ani przywrócenie po awarii – odpowiedzialność za to spoczywa na dostawcy takiej zdalnej usługi. Systemy zarządzania magazynem będące modułami ERP natomiast nie wymagają podejmowania dodatkowych działań w celu ich integracji i bez ograniczeń wynikających z konieczności korzystania z odpowiednich interfejsów współpracują z pozostałymi narzędziami w ramach wspólnej bazy danych. Korzystanie z WMS przynosi wiele korzyści. Główne to: efektywniejsze zarządzanie zasobami (przestrzenią magazynową, zapasami, personelem), które ogranicza koszty operacyjne, zapobieganie stratom przez wykrywanie wąskich gardeł i nieefektywnych procesów, wyeliminowanie błędów ludzkich, łatwiejsze śledzenie i identyfikacja produktów w całym łańcuchu dostaw, efektywniejsza współpraca z dostawcami, poprawa jakości obsługi klienta i większa elastyczność w reagowaniu na sytuacje nieprzewidziane, jak sezonowy wzrost sprzedaży, czy zakłócenia w dostawach. |
Intralogistyka mobilna

Przenośniki, mimo że ich konstrukcje są stale rozwijane pod wieloma względami, pozostają rozwiązaniem stacjonarnym. Chociaż sprawdzają się w wielu zastosowaniach, w zakładach produkcyjnych występuje także zapotrzebowanie na mobilne, charakteryzujące się większą elastycznością, środki transportu wewnętrznego.
W tym zakresie uzupełnieniem przenośników są wózki samojezdne AGV (Automated Guided Vehicle), a ostatnio też szybko zyskujące na popularności autonomiczne roboty mobilne AMR (Autonomous Mobile Robots). Pierwsze nie są nowością – w przemyśle są użytkowane już od lat 50. ubiegłego stulecia, natomiast AMR to nowa technologia. AGV oraz autonomiczne roboty mobilne łączy to, że oba typy pojazdów, bez udziału człowieka, przenoszą materiały z jednego miejsca na drugie. Na tym jednak podobieństwa się kończą.
AGV bowiem przemieszczają się po z góry ustalonych trasach, z czego wynikają ich ograniczenia w zakresie płynności transportu, możliwości adaptowania się do zmian w otoczeniu i inwazyjność montażu. AMR natomiast poruszają się po ścieżkach, które planują autonomicznie i które mogą na bieżąco zmieniać, wybierając tę w danych warunkach otoczenia najlepszą do wykonania zadania. Różnice te są uwarunkowane różnymi sposobami nawigacji, które zaimplementowano w tych urządzeniach. Porównujemy je w kolejnych akapitach.
RFID a traceabilityIndentyfikowalność wyrobu w produkcji i łańcuchu dostaw to warunek prowadzenia działalności w wielu branżach. Jego spełnienie wymaga możliwości oznakowania w unikalny sposób, który pozwoli na zautomatyzowanie procesu monitorowania przepływu surowców, półproduktów i gotowych wyrobów na wszystkich etapach produkcji, transportu, magazynowania, pakowania, wysyłki do klienta. W tym sprawdzają się znaczniki RFID. Zwykle są one zestawiane z kodami kreskowymi, w porównaniu z którymi w tym zastosowaniu mają kilka zalet decydujących o ich przewadze i popularności. Najważniejsze z nich to: możliwość odczytu informacji zapisanej w znaczniku RFID bez konieczności zapewnienia bezpośredniej widoczności między tagiem, w którym zapisano numer identyfikacyjny wyrobu, a czytnikiem, co oznacza, że na przykład nie ma potrzeby otwierania opakowania, możliwość jednoczesnego odczytu wielu znaczników, co zapewnia oszczędność czasu, możliwość nie tylko odczytu, ale i zapisywania danych w tagach, większa odporność na błędy i zniszczenie. |
Nawigacja laserowa w AGV

W celu wyznaczenia na terenie obiektu tras, po których wózek samojezdny będzie się poruszał, należy rozmieścić znaczniki rozpoznawane przez AGV. Różnią się one w zależności od metody nawigacji. Najpopularniejsze to: z pętlą indukcyjną, z pętlą magnetyczną i laserowa.
W ostatniej wózek jest wyposażony w montowany na maszcie skaner laserowy, zaś znaczniki (reflektory) są mocowane na ścianach. Laser emituje dookólnie ciągłą wiązkę modulowanego światła. Promieniowanie odbija się od reflektorów, które znajdują się w obszarze roboczym AGV.
Czas powrotu wiązki odbitej jest mierzony w skanerze, co pozwala wyznaczyć odległość wózek–znacznik. Do dalszych obliczeń potrzebny jest dystans od trzech reflektorów. Wówczas metodą triangulacji można wyznaczyć współrzędne pojazdu. Algorytmy zaimplementowane w kontrolerach wózków w obliczeniach biorą pod uwagę również inne zmienne, m.in. prędkość jazdy. Pozwala to wyznaczyć pozycję wózka AGV z dużą precyzją. Jest ona stale korygowana z częstością, w zależności od modelu, nawet kilkudziesięciu razy na sekundę.
Dokładność metody laserowej jest uwarunkowana sposobem montażu znaczników – powinny być umieszczone na jednakowej wysokości oraz cały czas znajdować się w zasięgu skanera. Wyróżnia się dwa ich typy: płaskie i cylindryczne. Pierwsze cechuje prostota konstrukcji i niższa cena. Są ponadto łatwe do zamocowania – można je na przykład przykleić. Montaż cylindrycznych jest natomiast trudniejszy, gdyż trzeba obliczyć zakładowai, zwykle przykręcając je do ściany, zachować stały punkt środkowy.
Nawigacja laserowa jest zalecana, gdy wymagana jest duża dokładność pozycjonowania. Jest to również najefektywniejsza metoda w przypadku rozległych obiektów i tras o skomplikowanym rozkładzie.
W metodzie z pętlą indukcyjną z kolei pod podłogą umieszcza się kabel. Na skutek przepływu prądu elektrycznego dookoła przewodu wytwarzane jest pole magnetyczne. Wózek, który jest wyposażony w układ odbiorczy, mierzy jego natężenie. Sterownik dostosowuje kierunek, w którym AGV się przemieszcza, tak żeby wartość ta była jak największa.
W drugiej z wymienionych technik wykorzystuje się z kolei namagnesowaną taśmę naklejoną na podłogę. W tabeli 1 przedstawiamy zestawienie zalet i wad tych najpopularniejszych metod nawigacji wózków samojezdnych.
Błażej Maćkowski
|

Autonomiczność AMR
Autonomiczność robotom mobilnym zapewnia połączenie najnowszych rozwiązań z zakresu technik pomiarowych, obliczeniowych i analitycznych. Czujniki, w które zwykle wyposaża się AMR, to: skanery laserowe 2D (LiDAR), kamery 3D, żyroskopy, akcelerometry, enkodery, które są montowane w kołach, sensory temperatury, magnetometry, czujniki środowiskowe. Każdy wykorzystywany jest w jednej albo w większej liczbie zadań. Na przykład skaner laserowy jest najczęściej używany do mapowania terenu, nawigacji (lokalizacji i omijania przeszkód) oraz wykrywania obiektów, na przykład stacji dokujących. Kamery 3D są natomiast przeważnie wykorzystywane do nawigacji (unikania przeszkód).
Lokalizacja w AMR

W autonomicznych robotach mobilnych implementuje się różne techniki orientacji w przestrzeni. Przykład to odometria, która pozwala oszacować zmianę położenia AMR w czasie względem miejsca startu. Ponieważ za każdym razem jest to pozycja jedynie przybliżona, błędy w jej określaniu, spowodowane m.in. poślizgiem kół i ich ścieraniem się postępującym w miarę użytkowania, z czasem się kumulują. Aby ten efekt ograniczyć, implementuje się algorytm filtru Kalmana, korygujący odczyty w oparciu o obserwację zaszumionych i obarczonych innymi niedokładnościami wyników pomiarów, głównie z żyroskopów oraz enkoderów. Odometria jest w AMR wykorzystywana jako jedyne źródło danych o położeniu wtedy, kiedy niemożliwe jest jego wyznaczanie za pomocą skanera laserowego.
LiDAR jest z kolei używany w lokalizowaniu przez dopasowanie skanu do mapy obiektu, po którym porusza się autonomiczny robot mobilny. W jego wyniku szacunkowe, niepasujące współrzędne zostają odrzucone. Te zaś, które z określoną dokładnością pasują, podlegają uśrednieniu w ramach implementacji algorytmu filtru cząsteczkowego. W przypadku, gdy dopasowanie się nie powiedzie, AMR zgłasza problem z ustaleniem własnego położenia. Taka sytuacja zachodzi na przykład, gdy w otoczeniu, w którym przemieszcza się robot, nie występuje wystarczająca liczba punktów charakterystycznych, umożliwiających przeprowadzenie porównania. Przykładem jest rozległa otwarta przestrzeń.
W mapowaniu w AMR wykorzystuje się SLAM (Simultaneous Localization and Mapping), metodę polegającą na dopasowywaniu skanów laserowych podczas przemieszczania się robota. Ponieważ w tym zakresie stosowane są różne algorytmy, przed wyborem modelu robota trzeba się upewnić, że ten konkretny sprawdzi się w danych warunkach.
Jaki jest potencjał RTLS?RTLS (Real Time Location System) to systemy lokalizacji i identyfikacji czasu rzeczywistego. Ich najważniejszym komponentem są czujniki, które zwykle charakteryzują małe rozmiary oraz mały pobór energii umożliwiający ich długotrwałe zasilanie bateryjne. Są to na przykład tagi RFID, a coraz częściej również w technologii transmisji szerokopasmowej Ultra-Wideband (UWB). Te sensory są mocowane do obiektów, które mają być śledzone. Sygnał przez nie emitowany jest odbierany przez czujniki rozmieszczone na obszarze, który podlega nadzorowi systemu RTLS, przeważnie mocowane na stałych elementach pomieszczeń. Informacje przez nie pozyskane są analizowane w specjalnym oprogramowaniu – na przykład na podstawie kąta padania lub czasu propagacji sygnału wyznaczane jest położenie oznakowanego obiektu. Systemy RTLS umożliwiają namierzanie i monitorowanie przepływu produktów i półproduktów na wszystkich etapach produkcji, obróbki, magazynowania i często także częściowo dystrybucji. Są one przeważnie zintegrowane z systemami WMS i ERP. To jednak nie jedyne zastosowanie technologii RTLS – w logistyce oraz przemyśle ma ona znacznie większy potencjał, m.in w zakresie poprawy bezpieczeństwa. Tę systemy lokalizacji i identyfikacji czasu rzeczywistego są w stanie zapewnić na kilka sposobów. Mogą przykładowo zapobiegać kolizjom między pracownikami a maszynami lub pojazdami, jak wózki widłowe czy AGV/AMR, ostrzegając personel o prawdopodobieństwie zderzenia na podstawie informacji o jego aktualnym położeniu i informować o wkroczeniu w strefę niebezpieczną, na przykład w zasięgu ostrego narzędzia włączonego urządzenia. Za ich pośrednictwem można także przeprowadzić zdalny przegląd osobistego wyposażenia pracownika, sprawdzając, czy ma on na sobie cały wymagany na danym stanowisku sprzęt ochronny (buty robocze, kask). RTLS zapewniają bezpieczeństwo również w sytuacjach awaryjnych. Jeżeli na przykład zbierają i poddają analizie dane z czujników monitorujących parametry życiowe pracowników, mogą wykryć potrzebę pomocy medycznej lub ewakuacji. Pozwalają też sprawdzić, którzy pracownicy są już w bezpiecznym miejscu, a którzy jeszcze pozostają w strefie zagrożenia. |
Nawigacja. rozpoznawanie i omijanie obiektów
Optymalna ścieżka do celu wyznaczana jest na siatce, która nanoszona jest na mapę terenu z zaznaczonymi przeszkodami. W pierwszym kroku dookoła nich wyznaczony zostaje, równy rozmiarowi AMR, obszar zabroniony. W razie przekroczenie przez robota jego obrysu może on w coś uderzyć. Zazwyczaj poszerza się go o dodatkową otoczkę przejazd, którą nie jest zabroniony, ale niezalecany – algorytm projektowania optymalnej trasy nadaje ścieżkom, które ją przecinają, niższą wagę. W rezultacie zostanie wybrana droga najbezpieczniejsza, w której prawdopodobieństwo zderzenia jest w danych warunkach najmniejsze.
Warunkiem bezpiecznej nawigacji AMR jest unikanie kolizji z przeszkodami w ruchu. Przykład takiego to poruszający się wózek widłowy. Wymaga to naniesienia korekty na trasę wyznaczoną w poprzednim kroku przy założeniu, że wszystkie przeszkody rozpoznane na skanie otoczenia są nieruchome. W tym celu AMR śledzi poruszający się obiekt i przewiduje jego kolejne położenia, prognozując, po jakiej ścieżce będzie się przemieszczał. Następnie porównuje ją z obraną przez siebie trasą – jeśli się krzyżują, wybiera inną. Na tym właśnie polega ważna różnica między autonomicznymi robotami mobilnymi a AGV – te drugie, poruszając się po ustalonej trasie, w razie jej zatarasowania zatrzymują się i czekają, aż zostanie odblokowana. AMR z kolei wówczas wybierają inną drogę, omijając przeszkodę.
Detekcja obiektów to zwykle proces dwuetapowy. Najpierw robot musi znaleźć się w obszarze w pobliżu docelowego obiektu, a następnie musi go rozpoznać. W tym celu przemieszcza się do punktu zaznaczonego na mapie, w którym na przykład znajduje się stacja dokująca. Następnie, skanując otoczenie, poszukuje w nim kształtu obiektu docelowego. Na możliwość dopasowania w tym zakresie wpływa poprawność jego ustawienia. Jeżeli przykładowo stacja dokująca zostanie krzywo ustawiona, AMR zatrzymując się niedokładnie na wprost, może jej nie rozpoznać.
Przemysław Degórski
|

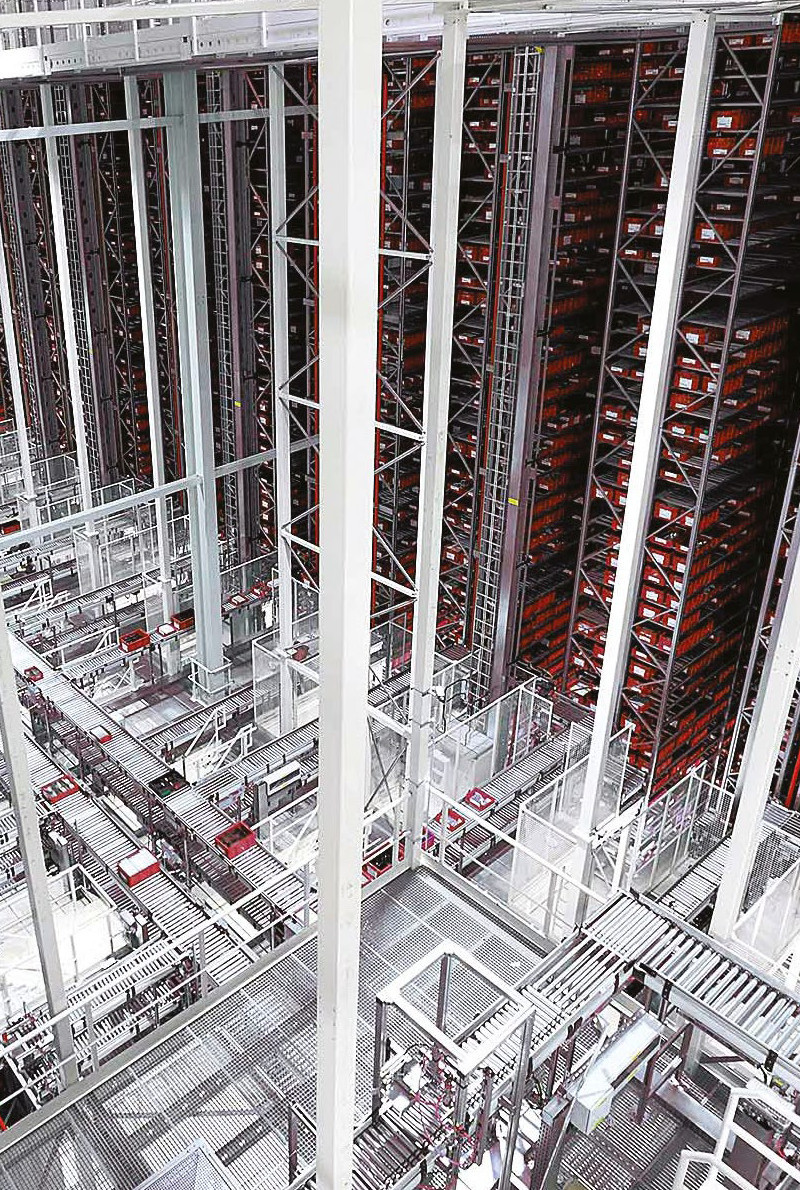
Automatyka magazynowa i…
Oprócz przenośników, wózków samojezdnych i autonomicznych robotów mobilnych, z których poza zakładami przemysłowymi korzysta się też w magazynach i centrach dystrybucyjnych, na potrzeby tych ostatnich opracowywane są również rozwiązania specjalne. Przykład to układnice regałowe. Urządzenia te zbudowane są z: ramy z profili metalowych, karetki z chwytakiem albo widłami, którymi ładunek jest podnoszony, a potem wsuwany w głąb regału, układu podnoszenia karetki, szyn jezdnych, szyny zasilającej, zabezpieczeń, panelu sterowania. Układnice transportują oraz układają produkty na specjalnie do tego celu przystosowanych regałach, przemieszczając się korytarzami, które rozmieszczone są pomiędzy rzędami półek magazynowych. W jednym cyklu mogą załadowywać i wyładowywać towary. Do ich zalet zalicza się: wydajność, dużą wysokość podnoszenia (typowo kilkadziesiąt metrów), możliwość pełnej automatyzacji. Ponadto dostępne są modele, które poruszają się nie tylko wzdłuż korytarzy, góra–dół i w głąb półek regałów, ale również po łuku, obsługując jednocześnie kilka korytarzy.
Na potrzeby logistyki magazynowej opracowywane są poza tym liczne rozwiązania usprawniające pracę na stanowiskach kompletowania, adaptowane również na potrzeby na przykład stanowisk montażowych w produkcji. Przykładami są systemy automatycznego nakierowywania personelu typu pick to light / put to light.
Marek Łozowski
|

…nowoczesne systemy kompletacji
Wykorzystują one moduły wskaźników świetlnych montowane na regałach, stołach roboczych, paletach. Za każdym razem, gdy potrzebny jest produkt z określonego miejsca, odpowiedni wskaźnik zapala się. Zwraca to uwagę pracownika na konieczność podjęcia działania. W systemach pick to light operator pobiera wówczas wyświetloną liczbę detali, a następnie potwierdza to, naciskając podświetlony przycisk. W systemach put to light odwrotnie, na podstawie wyświetlonej informacji w oznakowane przez podświetlenie miejsce odkłada on ładunek.
Systemy automatycznego nakierowywania pracowników znacząco skracają czas kompletacji zamówień lub rozkładania dostaw, dzięki temu, że personel magazynów nie musi chodzić od regału do regału i samodzielnie wyszukiwać potrzebnego ładunku albo odpowiedniej półki. Znacząco zmniejsza to też liczbę błędów.
Warto również wspomnieć o systemach pick by voice. W ich przypadku pracownicy w zakresie aktualnie realizowanego zamówienia są instruowani za pomocą komend głosowych, które słyszą w słuchawkach i na które, po zrealizowaniu zlecenia, odpowiadają do mikrofonu. Polecenia są generowane, a odpowiedzi przetwarzane przez system zarządzania magazynem (patrz: ramka).
Podsumowanie
Rozwój rozwiązań opracowanych na potrzeby automatyzacji intralogistyki zakładowej i logistyki magazynowej stanowi ogromną szansę dla dużych i mniejszych przedsiębiorstw produkcyjnych i zajmujących się magazynowaniem i dystrybucją. Pozwalają one bowiem pracowników wcześniej zajmujących się transportem materiałów oddelegować do innych, bardziej wymagających i wartościowszych zadań, i usprawnia przepływ ładunków. Dzięki temu poprawia się wydajność produkcji i sprawność dostaw, pozwalając uniknąć wąskich gardeł. To z kolei ułatwia bieżącą działalność i jej planowanie, Z pewnością warto więc śledzić najnowsze trendy w zakresie rozwiązań sprzętowych i programowych w tej dziedzinie, w tym rozwiązania opisane w artykule, które na pewno jeszcze długo będą odgrywać ważną rolę w intralogistce i logistyce, stale ewoluując.
Monika Jaworowska
źródła zdjęć: Mobile Industrial Robots, Bosch Rexroth, BMW, Henkel



















