
Bezpieczeństwo żywności to dla producentów priorytet, jeżeli bowiem dojdzie do zatrucia, poza konsekwencjami prawnymi nadszarpuje to ich reputację, a utrata zaufania konsumentów odbija się na spadku sprzedaży przez długie lata. Dotyczy to wszystkich gałęzi branży spożywczej. Przykład to mleczarska, w której kluczowa jest jakość mleka i przetworów mlecznych.
Źródła skażenia nabiału
Dbać o nią trzeba na wszystkich etapach, od gospodarstw, przez zakłady przetwórstwa mleka, po transport i magazynowanie. Zagrożenia mają charakter mikrobiologiczny (drobnoustroje chorobotwórcze przenoszone przez ludzi i zwierzęta) i chemiczny (antybiotyki, pestycydy). Patogeny w nabiale mogą pochodzić z: przetworów mlecznych skażonych po pasteryzacji lub świeżego mleka, które choć w wymionach zdrowej krowy jest wolne od drobnoustrojów, po przejściu przez kanał strzykowy ulega zanieczyszczeniu. By zmniejszyć ryzyko skażenia, ważne więc jest: zdrowie krów (czy nie chorują na zapalenie wymienia), higiena udoju (personelu, wymion), czystość zbiorników. Rozwój bakterii hamuje też szybkie schłodzenie mleka do temperatury +4°C i niższej – gdy opuszcza wymię, ma około +35°C, co zapewnia dobre warunki do namnażania się drobnoustrojów. W razie niespełnienia tych warunków w surowym mleku można znaleźć m.in. bakterie: Campylobacter (powodują ostre biegunki), listerii (listerioza), salmonelli (zatrucie pokarmowe), E. Coli, Staphylococcus aureus (gronkowiec złocisty) i Bacillus cereus (biegunki i wymioty, a nawet zgon).
GMP/GHP w udoju
Higiena produkcji nie może zależeć od zdolności przewidywania zagrożeń przez producenta i jego dobrej woli ich eliminacji, dlatego wytyczne w tym zakresie standaryzuje się i narzuca odgórnie jako GMP (Good Manufacturing Practice) i GHP (Good Hygiene Practice). Na przykład w gospodarstwach mleczarskich dobra praktyka produkcyjna i higieniczna dotyczą: zdrowia zwierząt, higieny udoju, żywienia zwierząt, ich ogólnego dobrostanu, środowiska. Odnośnie do pierwszego zaleca się: kupno krów tylko od sprawdzonych hodowców, kwarantannę nowo zakupionych, ich szczepienie, zapobieganie przenoszeniu chorób do gospodarstwa z zewnątrz, korzystanie z systemu identyfikacji krów, regularne kontrole stanu ich zdrowia, izolację tych chorych i ich mleka, stosowanie chemikaliów i leków weterynaryjnych. Higiena udoju obejmuje: identyfikację krów wymagających specjalnego postępowania, przygotowanie wymion, instalację i mycie sprzętu do dojenia, zasad higieny dla personelu dojącego, dbanie o czystość pomieszczeń dla krów i tych, gdzie są dojone i magazynowane jest mleko, chłodzenie go, mycie i dezynfekcję zbiorników po każdym odbiorze. Stosowanie dobrych praktyk GMP/GHP ułatwia automatyzacja dojenia – wykluczając personel, eliminuje się go jako źródło bakterii i zapobiega skażeniu mleka przez jego brak staranności w utrzymaniu czystości. W tym celu korzysta się z robotów udojowych.
HACCP w produkcji mleka
W branży spożywczej wdraża się też system analizy zagrożeń i krytycznych punktów kontroli HACCP (Hazard Analysis and Critical Control Point), który rozpoznaje zagrożenia w miejscu i czasie powstania. W tym celu analizuje się produkcję, wykrywając prawdopodobne problemy, jak skażenie, i surowce, sprzęt, zadania wymagające przez to większej uwagi oraz ściślejszego nadzoru. Krytyczne punkty kontrolne w produkcji mleka to m.in.: odbiór surowca, jeżeli był magazynowany i transportowany w niewłaściwych, kontrola jakości (zawartości antybiotyków, kwasowości, zawartości tłuszczu), chłodzenie i magazynowanie (niewłaściwa temperatura), filtracja (za wysoka temperatura, brudny zbiornik, zatkany filtr), normalizacja zawartości tłuszczu (przekroczenie progu zawartości tłuszczu).
Następnie mleko poddaje się obróbce cieplnej podczas pasteryzacji przez krótkotrwałe ogrzanie do temperatury co najmniej +71°C przez minimum 15 sekund. Jeżeli po tym etapie kontrola jakości wykryje mikroorganizmy w postaci wegetatywnej, pasteryzację trzeba powtórzyć. W produkcji mleka UHT zniszczyć trzeba także mikroorganizmy w postaci przetrwalnikowej podczas sterylizacji w temperaturze +135°C... +150°C przez kilka sekund. Jej nieskuteczność może być skutkiem obróbki za krótkiej i/albo w zbyt niskiej temperaturze. Podczas pakowania źródła skażenia to: niezdezynfekowane opakowania i zanieczyszczone komponenty nalewarek i zakręcarek, na przykład nieusuniętymi resztkami produktu z poprzedniej serii, wyciekami, rozpryskami. Mleko może się też zepsuć, jeśli przed rozdystrybuowaniem będzie przechowywane i przewożone w niewłaściwych warunkach.
Aby uniknąć zagrożeń, w krytycznych punktach kontroli trzeba korzystać ze sprawnego sprzętu, który sam nie jest źródłem zarazków. W tym celu w przemyśle spożywczym wykorzystuje się urządzenia i podzespoły w wykonaniu higienicznym.
Paweł Piwnicki
|

Co wyróżnia sprzęt w wersji higienicznej?

W sprzęcie w wykonaniu higienicznym wprowadza się specjalne rozwiązania, m.in. pozwalające na jego łatwy demontaż. To ułatwia skuteczne mycie. Nie powinien też wchłaniać bakterii ani umożliwiać im przeżycia i namnażania się, dlatego unika się chropowatości i wgłębień, w których mogłyby się rozwijać i przetrwać czyszczenie.
Preferuje się wypukłe i pochyłe powierzchnie ułatwiające spływ płynów i zaokrąglone rogi, z których brud można łatwiej wypłukać, a zamiast pustych w środku, wypełnione elementy konstrukcyjne. Tabliczki, wsporniki, zaślepki lepiej, gdy są przymocowane do podłoża trwale, a nie tylko przykręcone śrubami. Zamiast łączenia elementów lepsze są konstrukcje jednolite (bezspawowe), jak odlewy. Materiały konstrukcyjne powinny być nietoksyczne i odporne na środki chemiczne używane do mycia i sposób czyszczenia. Muszą być też: łatwo zmywalne, odporne na korozję i oddziaływanie mechaniczne. Niezalecane są elementy malowane, gdyż powłoki farb mogą z czasem pękać i się kruszyć, na przykład przy szorowaniu. Nie należy też używać z tkanin, gdyż łatwo wchłaniają wilgoć.
Kluczową funkcję w urządzeniach i podzespołach do zastosowań higienicznych pełnią uszczelki. Od tych do użytku w branży spożywczej oczekuje się nie tylko odporności na skrajne temperatury, chemiczne środki czyszczące, parę wodną i dopuszczenia do użytku w kontakcie z żywnością, ale by także nie nasiąkały smakami ani zapachami, ani ich nie przenosiły oraz były odporne na działanie różnych substancji, jak tłuszcze i oleje. W ramce przedstawiamy wybrane materiały uszczelnień spełniające te wymagania.
ICCCS/PSCT, czyli standardy i wiedza w zakresie technologii czystych
|

Zautomatyzowane mycie
Utrzymanie czystości linii produkcyjnych wymaga regularnego mycia i odkażania. Te zadania dla większej skuteczności i wydajności automatyzuje się w ramach instalacji CIP/SIP (Cleaning in Place, Sterilisation in Place), które spłukują wnętrza rur, pomp, zbiorników, jak mieszalniki i innych komponentów w przerwach między kolejnymi uruchomieniami produkcji, bez konieczności ich demontażu i wprowadzania do ich wnętrza urządzeń czyszczących lub wchodzenia do nich. Zamiast tego mycie CIP/SIP realizuje się przez wymuszanie przepływu środków myjących i odkażających, a potem ich powrót do głównego zasobnika.
Przykładową sekwencję CIP rozpoczyna wstępne płukanie wodą. Następnie przez obiekt przepływa roztwór zasadowy, który rozkłada białka i tłuszcze. Jeżeli jest to wymagane, kolejnym etapem jest przepłukanie roztworem kwasowym, który neutralizuje resztki roztworu zasadowego, zapobiega tworzeniu się osadów, przyspiesza wysychanie i hamuje rozwój bakterii. Wcześniej konieczne może być dodatkowe spłukanie zbiornika zimną/gorącą wodą. Z reguły bezpośrednio przed uruchomieniem produkcji przeprowadza się jeszcze dezynfekcję.
Mycie i sterylizacja na miejscu mają wiele zalet. Skracają przestoje o czas potrzebny do demontażu wyposażenia na części, a potem jego złożenia, a personel nie ma kontaktu z substancjami niebezpiecznymi. Dokładniej i w sposób powtarzalny można wyczyścić i dezynfekować miejsca trudno dostępne. Zaletą metod CIP/SIP jest też lepsza kontrola zużycia wody i środków myjących/odkażających. Można je też poddać recyklingowi. Zmniejsza to koszty. W ramce przedstawiamy wskazówki praktyczne odnośnie do techniki CIP.
CIP w praktyceWymagania stawiane systemowi CIP zależą od rodzaju zabrudzeń linii technologicznej. Zasadniczo dzieli się je na: lekkie i średnie do ciężkich. Pierwsze są łatwe do usunięcia, ponieważ rozpuszczają się w płynie lub mają postać zawiesiny i nie przywierają mocno do ścian zbiorników i rurociągów, a ryzyko rozwoju bakterii jest w nich zwykle niskie. Dzięki temu cykl CIP może być skrócony – przeważnie większość tego rodzaju zabrudzeń można usunąć za pomocą dokładnego wstępnego spłukania, pozostałości rozpuszczając roztworem zasadowym. Oznacza to oszczędność środków myjących oraz energii elektrycznej, ponieważ skuteczne czyszczenie można uzyskać w niższej temperaturze. Przykładami lekkich zabrudzeń są: cukry i sole, napoje gazowane, soki owocowe, zawiesiny tłuszczy i olejów, świeże mokre warzywa i mięso, brud i obcy materiał niespożywczy. Zanieczyszczenia słabiej rozpuszczalne wymagają zastosowania detergentów o większym stężeniu i w wyższych temperaturach. W przypadku niektórych opłacalne może być wcześniejsze usunięcie resztek za pomocą systemu odzyskiwania produktu, co pozwala zaoszczędzić czas, wodę, chemikalia i energię elektryczną, zużywane do mycia. Inaczej bywa konieczne wielokrotne powtarzanie czyszczenia roztworem zasadowym i kwasowym, jeśli powstaną osady. Takie są możliwe w przypadku: białek, produktów mlecznych, spalonych tłuszczów i olejów, mokrych owoców, sera, zaschniętych resztek. Oprócz czasu, temperatury, stężenia środków czyszczących, skuteczność mycia w systemach CIP zależy od natężenia przepływu wody i chemikaliów, które musi być wystarczające, żeby w danym obiekcie (rurze, zaworze, zbiorniku) powstał przepływ turbulentny, ponieważ to jego mechaniczne oddziaływanie usuwa pozostałości produktu. Znaczenie ma też wykończenie wnętrza rurociągów (im są gładsze, tym łatwiej z nich usuwać brud), liczba i typy ich łączników oraz ich nachylenie. Zawory powinny być zaprojektowane pod kątem wymagań mycia na miejscu albo usuwane z instalacji na czas cyklu CIP. Ze zbiorników należy usunąć wszelkie elementy nieistotne dla procesu produkcyjnego, powodujące powstawanie martwych stref, do których nie będzie docierał środek myjący. Zbiorniki powinny mieć zaokrąglone rogi, a spoiny muszą znajdować się na płaskich powierzchniach, a nie w narożnikach. Częstość cyklów CIP zależy od specyfiki produktu i jego obróbki. Przykładowo ryzyko rozwoju bakterii w occie jest mniejsze niż w mleku. Częściej trzeba także myć instalacje produktów, które poddawane są oddziaływaniu wysokich temperatur, by zapobiec nagromadzaniu się zaschniętych i przypalonych resztek. Trzeba też pamiętać, że okresowo sam system CIP wymaga czyszczenia. |
Wysoka czystość w przemyśle

Nie zawsze wystarczy przestrzeganie standardów higieny. W wielu branżach zagrożenie stanowią nie tylko drobnoustroje chorobotwórcze i brud, ale wszystkie cząstki, nawet te niewidoczne gołym okiem o rozmiarach rzędu mikro-, a nawet nanometrów. Przykład to przemysł półprzewodnikowy, w którym okazują się większe niż rozdzielczość procesów technologicznych, dlatego gdy zanieczyszczą sprzęt lub płytkę półprzewodnikową, mogą zniszczyć miliony podzespołów. Wysoka czystość jest także wymagana w biotechnologii, nanotechnologii, produkcji elementów optycznych, jak miniaturowe kamery smartfonów oraz lasery do zastosowań specjalnych (medycznych, kosmicznych), branży medycznej, szczególnie w badaniach na przykład nad wykorzystaniem komórek macierzystych, w terapii genowej i branży farmaceutycznej, na przykład produkcji szczepionek. By takie warunki zapewnić, korzysta się z izolowanych pomieszczeń – cleanroomów. Wysoką czystość pozwalają w nich uzyskać i utrzymać stosowane rozwiązania konstrukcyjne i materiały, sposób organizacji przestrzeni, procedury użytkowania i kontrola warunków środowiskowych (temperatury, wilgotności, ciśnienia, przepływu powietrza). Dzięki nim w cleanroomach ogranicza się przenikanie z zewnątrz cząstek zanieczyszczeń i eliminuje ich źródła wewnętrzne oraz zapobiega ich w nich zatrzymywaniu.
Jaki materiał na uszczelki?Jednym z popularniejszych jest kauczuk etylenowo-propylenowo-dienowy (EPDM). Wyróżnia go odporność chemiczna, w tym na alkaliczne i kwasowe środki czyszczące. W branży mleczarskiej sprawdza się w kontakcie z większością produktów z wyjątkiem tych o dużej zawartości tłuszczu. Przykładowo uszczelniania z EPDM są montowane w nalewarkach, dozownikach, pompach oraz zaworach. Na tłuszcze i oleje pochodzenia zwierzęcego i roślinnego jest z kolei odporny kauczuk butadienowo-akrylonitrylowy (NBR). NBR nie jest jednak dobrym wyborem, jeśli uszczelki będą czyszczone ozonem lub parą wodną. Na wpływ pary wodnej i ozonu są odporne fluoroelastomery. Są również kompatybilne z olejami i tłuszczami roślinnymi, tłuszczami zwierzęcymi i produktami mlecznymi o dużej zawartości tłuszczu. Uszczelki z tego materiału wyróżnia też długa żywotność. Te z perfluoroelastomeru są droższe, lecz sprawdzają się w ekstremalnie agresywnych warunkach procesu i czyszczenia, w których uszczelnienia z innych materiałów szybko ulegają zniszczeniu. Co ważne, fluoroelastomery i perfluoroelastomery nie wchłaniają ani nie przenoszą smaków, ani aromatów. Silikon jest preferowany w produkcji spożywczej ze względu na to, że nie rozwijają się na nim bakterie, pleśnie, grzyby. Jest również odporny na wysokie temperatury i zachowuje elastyczność w niskich, i sprawdza się, wystawiony na działanie ozonu oraz tlenu. Ważną zaletą silikonu jest także łatwość formowania wtryskowego złożonych geometrii. Dużą odpornością charakteryzuje się politetrafluoroetylen (PTFE). Wykazuje ponadto małe tarcie, co pozytywnie wpływa na żywotność uszczelek z tego materiału. Odporność na zużycie, w tym w kontakcie z mediami ściernymi i przy dużym tarciu, cechuje z kolei te z polieteroeteroketonu i polietylenu o ultrawysokiej masie cząsteczkowej. |
Elementy konstrukcyjne cleanroomów
Standard wykonania cleanroomów musi być wyższy od przeciętnego. Dotyczy to typu i wykończenia powierzchni ścian, sufitów, drzwi, zapewniających ich łatwe czyszczenie. Popularne są modułowe systemy ścienne wykorzystujące panele z powlekanej stali lub aluminiowe. Spotykane są także ściany betonowe odpowiednio wykończone farbami o wyższej odporności na zmywanie, trwałości, ograniczonym pyleniu. Niedozwolone są ostre kąty, zastępowane przez zaokrąglone rogi, które można skuteczniej wyczyścić, a kanty trzeba zabezpieczyć przed obijaniem. Wykończenie sufitów musi być takie jak ścian. Jeśli chodzi o podłogi, to popularne są winylowe płytki z wklęsłymi narożnikami, zapewniającymi ciągłość połączenia ze ścianą. Okna wewnętrzne z kolei muszą być wykonane ze szkła lub szkła akrylowego odpornego na uderzenia. W cleanroomach panuje na ogół nadciśnienie, wchodzi się więc do nich zwykle przez śluzy powietrzne wymagane do utrzymania różnicy ciśnień. Uszczelnienia drzwi muszą być hermetyczne. W tym zastosowaniu popularne są uszczelki neopremowe, niezalecane są natomiast te z pianki gumowej, które szybko się niszczą i kruszą. Drzwi wahadłowe powinny mieć mechanizm samozamykający. Przesuwane, z których korzysta się w razie ograniczeń przestrzennych i by usprawnić przejście między pomieszczeniami o tej samej klasie czystości, muszą być specjalne zaprojektowane, ponieważ ich mechanizm może być źródłem zanieczyszczeń.
Projektowanie cleanroomów
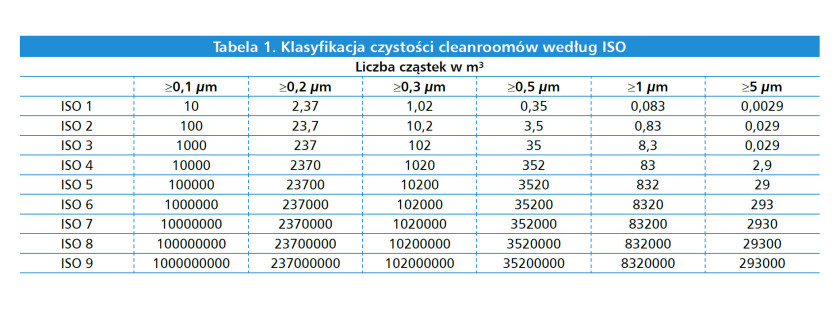
Projektując cleanroomy, najpierw planuje się przepływ ludzi i materiałów, tak by izolować krytyczne procesy od ścieżek ruchu o największym natężeniu. Kluczowych stanowisk nie należy także umieszczać przy drzwiach. Najlepiej jest, aby dostęp do nich był możliwy tylko jednym wejściem, by zapobiec sytuacji, w której staną się przechodnim pomieszczeniem albo stanowiskiem często mijanym po drodze do niekrytycznych przestrzeni. Następnie określa się wymagany stopień czystości w poszczególnych strefach. Charakteryzuje go dopuszczalna liczba cząstek w jednostce objętości powietrza według klasyfikacji ISO.

W sektorach najbardziej sterylnych (ISO 1) akceptowalne są tylko 2 i 10 cząsteczek o średnicach odpowiednio 0,2 μm i 0,1 μm na metr sześcienny powietrza, natomiast na przykład w tych zaliczanych do ISO 7 dopuszczalna jest obecność tych w rozmiarze 0,5 μm, 1 μm i 5 μm w liczbie odpowiednio 352 tys., ponad 83 tys. oraz prawie 3 tys. W tabeli 2 przedstawiamy poziomy czystości zalecane dla różnych zadań produkcyjnych – przykładowo w produkcji półprzewodników jest to ISO 5, a w pakowaniu wyrobów medycznych ISO 7–8. Pomiędzy sąsiadującymi, połączonymi przestrzeniami różnica poziomów czystości nie może być większa niż dwa rzędy wielkości. Określić też trzeba optymalną różnicę ciśnień między strefami o różnej czystości. Musi być wystarczająca, żeby zapobiec przenikaniu zanieczyszczeń, lecz zarazem za wysoka oznacza wyższe koszty, trudności w kontroli i konieczność używania większej siły do otwierania i zamykania drzwi. Kolejna decyzja projektowa dotyczy szybkości wymiany powietrza, która zależy od: stopnia zajętości i aktywności w pomieszczeniu, nasilenia generowania w nim cząstek i różnicy ciśnień względem pomieszczenia przylegającego. Trzeba także znaleźć i oszacować nieuniknione wycieki powietrza z/do cleanroomu (przez gniazdka elektryczne, oprawy oświetleniowe, ramy okienne, ramy drzwi). Ważne kwestie to też: optymalne dla potrzeb procesów i komfortu pracowników temperatura, wilgotność, z uwzględnieniem jej wpływu na elektryczność statyczną (i wpływ tej na przyczepność cząstek) oraz wrażliwość komponentów i materiałów, wykorzystywanych w cleanroomie, poziom hałasu i wibracji.
Zasady zachowania w cleanroomach
Nie tylko projektując cleanroomy, ale także w nich przebywając, trzeba przestrzegać zasad wymuszanych
ich specyfiką. Przede wszystkim personel zobowiązany jest nosić specjalne ubrania, które zakłada w przedsionku. Z niego do strefy czystej przechodzi przez śluzę powietrzną wyposażoną w prysznic powietrzny. Rękawiczki i maseczki na twarz oraz nakrycia głowy są standardem w prawie każdym pomieszczeniu czystym. Noszone są także fartuchy i kombinezony. Pracownicy muszą też przestrzegać określonych zasad zachowania. Na przykład nie mogą wnosić rzeczy osobistych, jak klucze, portfele, telefony, biżuteria, a jeśli jest to naprawdę konieczne, muszą je zakrywać odzieżą ochronną. Zakazane jest jedzenie, picie, palenie i żucie gumy, a ponadto noszenie makijażu i używanie perfum. Palić nie wolno także bezpośrednio przed wejściem – powinno się odczekać co najmniej 20 minut, żeby resztki dymu mogły się ulotnić z ubrania i skóry. Obowiązuje też wymóg stosowania płynów i mydeł zmniejszających łuszczenie się naskórka. Zabronione jest wykonywanie szybkich ruchów, jak bieganie i szybkie chodzenie, by nie wzburzać powietrza. Pracownik nie powinien wchodzić jeżeli źle się czuje albo podejrzewa, że jest chory. Zakazane jest siadanie na i opieranie się o sprzęty i powierzchnie robocze. Dotykać należy tylko tych niezbędnych do wykonania pracy. Nie wolno dotykać twarzy ani włosów dłońmi w rękawiczkach. Zabronione jest pisanie na sprzęcie, odzieży i noszenie odzieży ochronnej poza cleanroomem. Od personelu wymaga się też oczywiście przestrzegania zasad higieny osobistej.
Branżą, która potrzebuje dedykowanych rozwiązań, jest też ta produkująca sprzęty i wyroby medyczne. Poza zapewnieniem sterylności ich specyfika wymaga stosowania maszyn specjalistycznych.
Jak się produkuje igły?

Chyba żadna technologia medyczna nie przyczyniła się do ratowania ludzi i łagodzenia cierpienia bardziej, niż wprowadzanie leków podskórnie, domięśniowo lub dożylnie za pomocą strzykawki z igłą. W ten sposób podaje się środki tą drogą lepiej wchłanialne i nienadające się do spożycia oraz szczepionki. Igły i strzykawki wynaleziono w połowie XIX wieku. Przez lata je udoskonalano. Na przykład strzykawki wykonywano ze srebra, potem ze szkła i początkowo używano ich wielokrotnie. Pierwszą na świecie plastikową jednorazową strzykawkę opracowano dopiero w 1955 roku. Obecnie igły i strzykawki sprzedaje się w miliardach sztuk rocznie. Ich produkcja wymaga precyzji i specjalnych metod obróbki.
Igły też dawniej wykonywano z różnych materiałów. Współcześnie to stal nierdzewna, odpowiednio kształtowana, w procesach obróbki cieplnej i na zimno, aż do uzyskania wydrążonego pręta o określonej średnicy, kształcie końcówki, wytrzymałości.
Materiałem wyjściowym jest wąska taśma ze stali nierdzewnej, o jak najlepszej jakości wykończenia krawędzi, powierzchni i ich najwyższej czystości – to wymaga nie tylko przechowywania w odpowiednich warunkach, ale i uwagi w transporcie (w ręcznym trzeba nosić rękawiczki). Pasek stali podgrzewa się i zwija się go w rurkę. Jej brzegi zgrzewa się zwykle za pomocą lasera. Ciągłość spoiny sprawdza się metodą prądów wirowych. Następnie rurka jest w ramach obróbki na zimno formowana przez zmniejszanie wewnętrznej i zewnętrznej średnicy, do uzyskania żądanych wymiarów. Potem jest prostowana, przycinana na odpowiednią długość, a jej końcówka jest ścinana pod kątem, który zależy od zastosowania igły. W kolejnym kroku należy ją umieścić w oprawce z tworzywa sztucznego. Służą do tego specjalne automaty do obtrysku.
Normy jakości igiełOd igieł, mających bezpośredni kontakt z ciałem pacjenta, wymaga się najwyższej jakości wykonania, by zapewniały dokładne podawanie i pobieranie płynów, a pacjentom komfort. Powinny one w związku z tym być zgodne z dotyczącymi ich normami ISO 9626 oraz ISO 7864. Ich spełnienie może być monitorowane w trakcie produkcji w ramach inspekcji inline albo przeprowadzanej dla losowych próbek igieł. Normy dotyczą już samego materiału – w przypadku stali nierdzewnej obowiązujący dokument to ISO 15510. Następnie sprawdzane jest wykończenie powierzchni, która powinna być gładka i wolna od wad, bez pozostałości metalu i obróbki oraz czysta. Igła powinna być prosta i jednolicie okrągła. Znormalizowane są również wymiary – średnica zewnętrzna oraz grubość ścianek, od których zależą natężenie przepływu oraz siła potrzebna do pobrania i podania płynu oraz długość igły. Sprawdzenia wymaga również jakość wykończenia ostrego końca – powinien być wolny od zadziorów na krawędziach tnących, w przeciwnym razie wkłucie powoduje większy ból i dłuższe gojenie się śladu po nim. Weryfikuje się też kąt skosu końcówki, od którego zależy ostrość igły. To ostatnie sprawdzają testy nakłucia, w których przekłuwa się nią materiał imitujący skórę. Testy zginania z kolei określają prawdopodobieństwo jej trwałego wygięcia, zniekształcenia, złamania. Ponadto sprawdza się odporność na korozję. Weryfikowany jest także kolor oprawki, którym różnią się igły różnych typów oraz rozmiary otworu, w który wkłada się wylot strzykawki. |
Maszyny specjalistyczne w produkcji igieł
Obtrysk zyskuje popularność ze względu na liczne zalety. Jest to technika bezklejowa. Łatwo ją zautomatyzować. W efekcie jest szybsza, wydajniejsza, dokładniejsza i dzięki wyeliminowaniu obecności ludzi i kleju czystsza niż ręczne wkładanie i wklejanie igły do oprawki. Ponadto tego typu automaty są często uniwersalne, czyli projektowane tak, aby nadawały się do obtrysku też innych produktów podobnych do igieł.
W przykładowej realizacji pierwszy w ciągu automatu do formowania oprawek jest lej samowyładowczy. Z niego igły są pojedynczo podawane na linię montażową. Następnie ramię robota wyposażone w specjalnie zaprojektowany chwytak podnosi każdą po kolei. Wtedy zestaw kamer rejestruje ich obraz poddawany analizie przez system inspekcji wizyjnej sprawdzający, czy igła nie jest wygięta a jej końce nie są uszkodzone. Ze względu na to, że ma ostry i tępy koniec, wymagana jest jej właściwa orientacja – aby ją uzyskać, chwytak robota odkłada i podnosi igłę kilkakrotnie, aż do skutku. Następnie wkłada ją do formy wyposażonej w pozycjonujące prowadnice, zapobiegające jej przesuwaniu się. Przed włączeniem pompy tworzywa sensor laserowy sprawdza jeszcze czy igła jest na miejscu. Po uformowaniu oprawki przeprowadzana jest kontrola jakości – system wizyjny weryfikuje, czy igła pozostała prosta, czy tępy koniec został zalany tworzywem, a ostry nie został uszkodzony. W ostatnim etapie w specjalnym uchwycie sprawdzana jest drożność igły – w tym celu przepompowuje się przez nią odmierzoną ilość powietrza.
Wyzwania w produkcji strzykawek
Współcześnie strzykawki jednorazowe wykonuje się z polipropylenu we wtryskarkach. Następnie domontowuje się do nich igły w oprawkach i cały zespół sterylizuje tlenkiem etylenu, a potem pakuje w blistry. Wyzwaniem w produkcji strzykawek jest wykonanie formy do wytłaczania, która musi spełniać specjalne wymagania. Chodzi przede wszystkim o precyzję wymiarową.
Ta jest szczególnie istotna, gdyż strzykawki są dwuczęściowe i nie mają uszczelnienia tłoka, które odkształcając się, sprężyście kompensowałoby niedokładności w dopasowaniu tłoka do cylindra. Dlatego nawet małe odchyłki wymiarów mogą stać się przyczyną problemów ze szczelnością i wpływać na siłę wymaganą do przesunięcia tłoka, w skrajnych przypadkach czyniąc strzykawkę niezdatną do użytku. Forma musi być także tak zaprojektowana, by możliwe było równomierne wypełnienie wszystkich wnęk. To jest konieczne do eliminacji ugięcia pod wpływem ciśnienia topnienia. Dzięki temu unika się owalności cylindra na skutek nierównomiernej grubości jego ścianek.
Kontrola jakości ampułkostrzykawek
Oprócz pustych strzykawek z igłą używane są ampułkostrzykawki, czyli wstępnie wypełnione, gotowe do natychmiastowego użycia. Mają one kilka zalet, z punktu widzenia personelu medycznego i pacjenta.
Są łatwiejsze w użytku, dzięki czemu zastrzyk można zrobić szybciej – wystarczy go podać pacjentowi, a nawet może on go sobie zrobić sam. Oprócz tego eliminują błędy ludzkie, na przykład podanie niewłaściwego leku, w nieodpowiedniej ilości albo przy użyciu niewłaściwej igły.
W przypadku strzykawek tego typu kontrola jakości musi być dwuetapowa. Najpierw sprawdza się stan pustych opakowań, żeby już na wstępie wyeliminować te, które są uszkodzone i nie spełniają standardów. To pozwala uniknąć strat leku. Następnie po napełnieniu ampułki trzeba ponownie zweryfikować stan jej i zawartości. Realizuje się to w ciągach technologicznych, mogących w przykładowej realizacji składać się ze stanowiska kontroli jakości i etykietowania.
Pierwszą maszyną jest automat inspekcyjny, sprawdzający jakość ampułkostrzykawek układanych na przenośniku przez robota pick and place przekładającego je na niego z pojemników zbiorczych. Wykorzystuje on system wizyjnym składający się z sześciu niezależnych jednostek kontroli. Kamera pierwszej sprawdza jakość cylindra – ampułkostrzykawki z wadami, jak pęknięcia, odpryski, rysy, są odrzucane. Na kolejnych dwóch stanowiskach strzykawki są sprawdzane pod kątem obecności ciał obcych – te z zanieczyszczoną zawartością uznaje się za wadliwe. Dla większej efektywności inspekcji ampułki są przed kamerami obracane z dużą prędkością (kilku tysięcy obrotów na minutę), gdyż cząstki obce w ruchu są łatwiej wykrywalne. Czwarta kamera weryfikuje poziom napełnienia, a kolejna obecność i położenie uszczelnienia, a także wykrywa wycieki płynu. Szósta sprawdza estetykę korpusu, a ostatnia integralność kołnierza. Strzykawki odrzucone na poszczególnych etapach są gromadzone w oddzielnych pojemnikach – dzięki temu można stwierdzić, który defekt powtarzał się najczęściej i wprowadzić rozwiązania zapobiegające mu w przyszłości. Te, które przeszły testy pomyślnie, są transportowane do drugiej maszyny, gdzie wkładany jest w nie tłok i są etykietowane.
Produkcja tabletek musujących
Tabelki musujące to rozwiązanie pośrednie między tymi do łykania a lekami w płynie, pozwalające ominąć ograniczenia tabletek (wolne wchłanianie składnika aktywnego) i płynów (ograniczona stabilność składnika aktywnego). Ich zalety to także: możliwość poprawy smaku przez dodatki i łagodniejsze działanie na żołądek. Są także odbierane jako atrakcyjniejsze przez konsumentów. Wymagają jednak dostosowania technik i urządzeń w produkcji do ich specyfiki.
Pierwsze wyzwanie to transport surowców – te używane w produkcji tabletek musujących są higroskopijne, czyli pochłaniają wilgoć z otoczenia. To jest niepożądane, ponieważ wywołuje reakcję musowania. Trzeba je więc izolować od otoczenia. Rozwiązanie to zamknięty system transportu i przechowywania. Jego część to specjalne pojemniki i zawory gwarantujące wysoki stopień hermetyczności. W przykładowej realizacji te drugie w wersji dzielonej obejmują dwa półzawory niezależnie uszczelniające dwa pojemniki. Są dołączane i otwierane przez siłownik. Kiedy oba półzawory są odłączone i zamknięte, nie dopuszczają do wydostawania się zawartości z pojemników. Gdy są podłączone, ale wciąż zamknięte, są połączone, nadal jednak zapewniając szczelność zbiorników. Po otwarciu półzawory działają jak jeden zawór motylkowy. To pozwala na załadunek i rozładunek produktu w sposób hermetyczny. Trzeba też dopilnować, by powietrze na stanowisku przeładunku surowców do produkcji tabletek musujących nie było zawilgocone.
Michał Podgórski
|

Jak się produkuje granulat?
Kolejne wyzwanie to etap granulacji. Jest wymagana, by zapewnić jednorodne surowce, co gwarantuje, że tabletki formowane w prasach tabletkarek będą miały jednakową zawartość substancji aktywnych. Ponieważ granulacja na mokro inicjuje reakcję musowania, stosowane są alternatywne metody suche: ugniatanie, bezpośrednie prasowanie i zagęszczanie walcami, które jednak wymagają drogich substancji pomocniczych. To zwiększa koszty, bo tabletki musujące są zwykle duże. Dlatego wprowadza się modyfikacje granulacji na mokro. Najważniejszą jest zastąpienie wody rozpuszczalnikami organicznymi niewywołującymi musowania. Dzięki temu uzyskuje się: niższe ciepło parowania, wysoką przepustowość i możliwość suszenia w niższych temperaturach. Wady wynikłe ze zmiany płynu granulacyjnego to z kolei: konieczność zmian w sprzęcie, złożony system oczyszczania spalin, zagrożenie wybuchem. Jeśli jednak używa się wody, dopuszczalne są tylko jej niewielkie ilości. Wtedy oczywiście zachodzi musowanie. Powstająca, oprócz dwutlenku węgla, woda podtrzymuje tę reakcję. Dlatego cykl trzeba przerwać rozpoczynając suszenie, które powinno usuwać wodę szybciej, niż będzie jej przybywać w efekcie musowania. Ta technika jest niestety problematyczna przy większych partiach produktu.
Maszyny specjalistyczne w produkcji tabletek musujących
Granulacje przeprowadza się w różnego typu granulatorach, na przykład w szybkotnącym. Urządzenie tego typu zbudowane jest z: misy mieszającej lub bębna, wirnika, rozdrabniaczy, napędu, wlotu do załadunku oraz wylotu wyładowczego. Misę wypełnia się sproszkowanym surowcem i szczelnie zamyka. Najpierw uruchamia się wirnik obracający się z dużą prędkością – typowo od 100 do 1500 obr./min, w osi pionowej lub poziomej, w zależności od konstrukcji. Jego zadaniem jest wymieszanie suchych składników. Następnie dodawana jest ciecz granulująca, którą wirnik, obracając się, rozprowadza w całej objętości granulatora. Do rozbijania powstałych w efekcie większych, mokrych brył surowca i zbijania mniejszych w większe w celu wytworzenia granulek służą szybko obracające się rozdrabniacze, które wirują z prędkością od 1000 do 3000 obr./min. Mieszanie kontynuuje się aż do uzyskania pożądanej wielkości granulek i ich gęstości. Dla efektywności granulacji kluczowe znaczenie ma konstrukcja wirnika i rozdrabniaczy oraz miejsce ich montażu – najlepsze efekty osiąga się zwykle, jeżeli wirnik jest zamontowany na spodzie, a rozdrabniacz z boku, ponieważ taka konfiguracja eliminuje martwe punkty i zapewnia jednorodność granulatu.
Kolejnym etapem jest tabletkowanie przeprowadzane w... tabletkarkach. Są to maszyny, w których granulaty są sprasowywane oraz formowane do postaci krążka. Wyróżnia się dwa typy tabletkarek: z pojedynczym wykrojnikiem oraz prasy wielostanowiskowe (rotacyjne). Ich główne komponenty to: para stempli, górny i dolny, i matryca. W pierwszych dolny stempel jest zwykle nieruchomy, a górny wywiera siłę w celu uformowania tabletki, w rotacyjnych zaś poruszają się zarówno górny, jak i dolny stempel. Drugie charakteryzuje znacznie większa wydajność produkcji. Zależnie od wzoru stempla i kształtu matrycy tabletki mogą mieć różne kształty i wymiary. Oprócz stempli ściskających mieszankę tabletkową i matrycy, w obrębie której krążek jest formowany, częścią tabletarek z pojedynczym wykrojnikiem są: zbiornik z granulatem i jego dozownik. Maszyny rotacyjne wyposażone są dodatkowo w: mechanizm rozprowadzający masę tabletkową do poszczególnych wnęk matrycy, rolki dociskowe usuwające jej nadmiar, zbierak, który prowadzi tabletki wyrzucone z matrycy przez dolne stemple do rynny wyładowczej. Do pakowania tabletek musujących używa się tub z tworzywa sztucznego i blistrów aluminiowych.

Monika Jaworowska


















