
Serwonapędy pracują w zamkniętej pętli ze sprzężeniem zwrotnym, na którą składają się sterownik, serwowzmacniacz, silnik i element pomiarowy. Sterownik generuje nastawy, które są porównywane we wzmacniaczu z sygnałem pomiarowym niosącym informację zwrotną o tym, czy regulacja jest skuteczna. Na podstawie wyznaczonej w ten sposób odchyłki serwowzmacniacz, którego częścią jest przemiennik częstotliwości, steruje silnikiem tak, by tę różnicę niwelować.
Dzięki temu serwonapędy sprawdzają się, gdy trzeba precyzyjnie regulować pozycję wału silnika w celu przemieszczenia napędzanego mechanizmu między różnymi położeniami, np. jeżeli wielokrotnie przesuwa się on do pozycji docelowej, a potem wraca do punktu wyjścia albo podąża określoną ścieżką ruchu. Zastosowania takie zazwyczaj wyróżnia duża dynamika ruchów. Poza tym wymagana jest synchronizacja z innymi mechanizmami, a napęd powinien bez opóźnień reagować na zmianę zadanej prędkości, obciążenia i pozostałych czynników, które wpływają na jego pracę.
Mimo wyraźnego podziału zadań, poszczególne komponenty serwonapędów integruje się, łącząc np. funkcjonalności sterownika i serwowzmacniacza czy wbudowując czujnik w serwosilnik. Zaletą takiego podejścia jest kompaktowość i łatwiejsze kompletowanie serwonapędów. Większa jest też swoboda w ich konfigurowaniu.
Co wyróżnia enkodery absolutne?
Elementem pomiarowym w pętli sprzężenia zwrotnego w serwonapędach są zwykle przetworniki kąta obrotu: resolwery, enkodery inkrementalne albo enkodery absolutne.
Pierwsze to przetworniki indukcyjne, w których napięcie indukowane w uzwojeniach stojana jest proporcjonalne do kąta obrotu wirnika. Dostarczają sygnału analogowego, dlatego rozdzielczość pomiarowa zależy w ich przypadku od rozdzielczości przetwornika A/C. Resolwery wyróżnia wytrzymałość na warunki otoczenia (temperaturę, wibracje, zapylenie), ale są mniej dokładne niż enkodery.
Enkodery to przetworniki optyczne, w których promienie świetlne przechodzą przez szczeliny w zamontowanej na obrotowym wale tarczy – szklanej lub wykonanej z tworzywa sztucznego – i padają na fotodetektor. Ten przetwarza impulsy świetlne na sygnał elektryczny.
W przypadku enkoderów inkrementalnych bezpośrednio jest śledzony jedynie ruch przyrostowy. Pozycję bezwzględną określa się za pomocą dodatkowego fotoelementu, który odbiera impuls świetlny raz przy każdym obrocie. Jeżeli jednak zasilanie zostanie odłączone, wszystkie informacje są tracone. W enkoderach drugiego rodzaju szczeliny na tarczy rozmieszcza się w taki sposób, żeby wynik pomiaru miał postać słowa kodowego, zazwyczaj w kodzie Graya, odpowiadającego konkretnemu położeniu wału. Po wyłączeniu zasilania enkoder absolutny zachowuje informację o pozycji, zatem po ponownym uruchomieniu urządzenia aktualne położenie wału zawsze może być poprawnie odczytane. Dzięki temu maszyny z napędami z enkoderami absolutnymi nie wymagają bazowania po włączeniu zasilania.
Enkodery absolutne dzieli się na: jedno- i wieloobrotowe, które mierzą oprócz kąta obrotu również liczbę obrotów. Popularne rozwiązanie pośrednie stanowią też enkodery inkrementalne z bateryjnym podtrzymaniem wartości.
Jak wybrać serwosilnik?
Wstępna selekcja wymaga wzięcia pod uwagę specyfiki silników różnego typu. Przykładowo, silniki szczotkowe prądu stałego sprawdzają się w szerokim zakresie aplikacji, pracują równo i cicho. Ich słabym punktem są jednak szczotki, które z czasem się zużywają i muszą być wymieniane. Wadą jest też mały moment obrotowy w stosunku do ich wymiarów oraz wagi.
Zalety silników bezszczotkowych DC to: równa i cicha praca oraz brak mechanicznej komutacji. Są szybkie i wytwarzają duży moment obrotowy, a przy tym ich wymiary i waga są do zaakceptowania w większości zastosowań. Niestety, mają także kilka istotnych wad. Przede wszystkim są droższe, ponieważ tworzy się je z magnesów ziem rzadkich. Ponadto, ponieważ komutacja silników tego typu jest realizowana elektronicznie, wymagają bardziej skomplikowanych, a przez to droższych, wzmacniaczy. Dzięki prostej konstrukcji, zaletami asynchronicznych silników prądu przemiennego są natomiast: długa żywotność oraz stosunkowo niski koszt.
Kolejnym krokiem jest wybór konkretnego modelu silnika, który będzie odpowiadał potrzebom danej aplikacji. Dotychczas popularne podejście w tym zakresie, polegające na dopasowaniu inercji, odchodzi obecnie do lamusa.

Serwosilniki AC serii BSH – Moment obrotowy ciągły: 0,5 Nm, szczytowy: 1,5 Nm / 1,4 Nm, moc wyjściowa: 170 W / 300 W, prędkość znamionowa: 4000 obr./min / 6000 obr./min, maksymalna: 9000 obr./min, rozdzielczość sprzężenia zwrotnego: 131072 pkt./obrót, enkoder: jednoobrotowy, sin/cos, Hiperface, wał niegwintowany, stopień ochrony IP50, brak hamulca.
www.se.com

Serwosilniki SmartStep 2 seria G – Moment obrotowy ciągły: 1,3 Nm, chwilowy szczytowy: 3,67 Nm, prędkość: 3000 obr./min, moc znamionowa: 400 W, stopień ochrony: IP65.
https://pl.rs-online.com/web/

Serwosilnik EMMT-AS-60-S-LS-RMB – Moment obrotowy znamionowy: 0,6 Nm, szczytowy: 1,6 Nm, znamionowa prędkość obrotowa: 3000 1/min, maks. prędkość obrotowa: 7100 1/min, moc znamionowa silnika: 190 W, enkoder bezwzględny, wieloobrotowy, EnDat, stopień ochrony IP40, hamulec.
www.festo.com
Tradycyjnie, wybierając serwosilnik spośród modeli zapewniających wymagany moment obrotowy i prędkość (patrz: ramka "Wymagania aplikacji a charakterystyka serwosilnika"), jeżeli inercja silnika i obciążenia nie spełniały warunku dopasowania 1:1, dany model zastępowano silnikiem o większej bezwładności albo dodawano przekładnię. W obu przypadka rosły koszty. Ponadto, choć rzeczywiście najefektywniej moc silnika jest przekazywana obciążeniu w przypadku dopasowania inercji, równocześnie rośnie zużycie energii.
Z drugiej strony, im większe niedopasowanie bezwładności, tym bardziej odczuwalny jest wpływ niedoskonałości mechanicznych komponentów układu przenoszenia mocy. Ponieważ nie są one idealnie sztywne, wprowadzają luzy. Skutkuje to rozbieżnościami między informacją zwrotną o parametrach ruchu wału silnika a rzeczywistym przemieszczeniem obciążenia i w efekcie niestabilnością. Dawniej, kiedy układy regulacji dostrajano "ręcznie", było to poważnym problemem. Obecnie jednak, wraz z rozwojem zaawansowanych technik automatycznego strojenia serwonapędów, dopasowanie inercji traci na znaczeniu.
Serwosilniki do zadań specjalnych
Wybierając model serwosilnika, trzeba zwrócić uwagę na format, w jakim udostępniane są wyniki pomiarów z enkodera (patrz: ramka "Interfejsy komunikacyjne w enkoderach absolutnych"). Pewne zastosowania wymagają także specjalnych rozwiązań konstrukcyjnych. Przykładem są serwosilniki w wykonaniu przeciwwybuchowym i higienicznym, o budowie ułatwiającej utrzymanie czystości.
Obudowy pierwszych muszą być w stanie wytrzymać wewnętrzną eksplozję, a źródła zapłonu, takie jak płomienie czy iskry, nie mogą przedostać się na zewnątrz, gdzie mogłyby spowodować wybuch. Oprócz tego temperatura powierzchni obudowy nie może być na tyle wysoka, aby zapalić materiały palne w otoczeniu. Dlatego wprowadza się zabezpieczenia wykrywające przegrzewanie się silnika.
Interfejsy komunikacyjne w enkoderach absolutnych
Enkodery absolutne mogą komunikować się ze sterownikiem przez wyjście równoległe, szeregowe, magistralę polową (fieldbus) i protokoły oparte na sieci Ethernet. Transmisja równoległa jest szybka, a wszystkie dane są dostępne w czasie rzeczywistym. Z kolei transmisja szeregowa, w której dane są agregowane i wysyłane sekwencyjnie, jest prostsza i bardziej niezawodna. Niestety jest również wolniejsza, ale dzięki mniejszej liczbie przewodów pozwala zredukować koszty. Poza tym działa na większych odległościach. Z drugiej strony wyjście szeregowe łączy jedno urządzenie podrzędne z jednym głównym, tworząc łącze punkt-punkt. Nie jest w związku z tym najlepszym rozwiązaniem w wieloosiowych systemach sterowania ruchem, w których z centralnym sterownikiem komunikuje się wiele enkoderów. Alternatywę stanowi połączenie za pośrednictwem magistrali polowej. Generalnie transmisja szeregowa jest dobrym wyborem, gdy ze względów praktycznych liczba wyjść jest zbyt duża, aby skomunikować je równolegle, a jednocześnie za mała, by uzasadniała transmisję przez sieć fieldbus.
Przykład interfejsu szeregowego to SSI (Serial Synchronous Interface), w którym przesył danych z enkodera jest zsynchronizowany z sygnałem zegara ze sterownika. Obsługuje wyłącznie komunikację jednokierunkową. Komunikację w dwóch kierunkach dopuszcza BiSS (Bidirectional Synchronous Serial Interface). Hiperface DSL to natomiast cyfrowy protokół wykorzystujący tylko dwa przewody do komunikacji dwukierunkowej i zasilania enkodera w jednym kablu z zasilaniem silnika. Zmniejsza to koszt kabli i złożoność, szczególnie w systemach z wieloma serwonapędami. Pojedynczy kabel, a tym samym jedno złącze, jest też korzystnym rozwiązaniem w kompaktowych serwosilnikach. Transmisja danych w Hiperface DSL może być cykliczna albo zsynchronizowana z zegarem sterownika. Jego wyróżnik to obsługa wymiany danych diagnostycznych i bezpieczeństwa. Interfejs EnDat (Encoder Data) umożliwia z kolei synchroniczną, dwukierunkową transmisję, z wykorzystaniem czterech przewodów do komunikacji, dwóch do zasilania i dwóch dodatkowych. Pozwala zatem na odczyt, zapisywanie i aktualizację danych w enkoderze, jak i na przesył informacji diagnostycznych do sterownika.
Obudowy silników w wersji higienicznej wykonuje się ze stali nierdzewnej odpornej na korozję pod wpływem chemicznych środków myjących. Ogranicza się też liczbę kabli, wykorzystując jeden do zasilania i transmisji sygnału sprzężenia zwrotnego. W obudowie nie ma elementów wystających i płaskich powierzchni, gdzie mogłyby się gromadzić płyny. Stosuje się uszczelnienia wału i złączy kablowych, które zapewniają stopień ochrony IP67 (wodoszczelność) lub IP69K (możliwość mycia pod dużym ciśnieniem) oraz zapobiegają wypływowi smarów. Te ostatnie muszą dodatkowo być dopuszczone do użytku w danym zastosowaniu, np. przy kontakcie z żywnością. Ponadto oznaczenia serwosilników na obudowie nanosi się laserowo, dzięki czemu brak w nich rowków, w których zbierałby się brud i namnażały się bakterie.
Wybór serwosilnika warunkuje dobór serwowzmacniacza. W ramce "Jak wybrać serwowzmacniacz?" wyjaśniamy, jak podejść do tego etapu kompletowania serwonapędu.
Czym jest pętla prądowa?
W systemach sterowania ruchem serwonapędy regulują położenie, prędkość i moment obrotowy. Realizuje się to w ramach pętli sterowania śledzących i korygujących te wielkości.
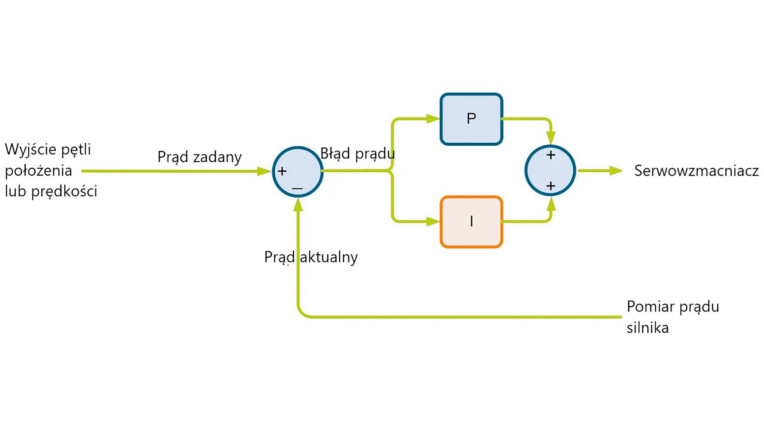
W trybie regulacji momentu obrotowego pracą silnika steruje pętla prądowa. Ponieważ wielkość ta jest wprost proporcjonalna do prądu, sterownik na podstawie informacji o jego natężeniu ustala aktualny moment silnika. Następnie porównuje tę wartość z wartością zadaną i na tej podstawie wyznacza sygnał sterujący, który dostosowuje prąd silnika. Sterowanie momentem jest przeważnie realizowane w pętli z regulatorem PI.
Moment obrotowy determinuje przyspieszenie silnika, które z kolei ma wpływ na prędkość oraz położenie. Dlatego pętla sterowania prądem stanowi w serwonapędach standard. Poza tym kontrola momentu obrotowego jest wymagana w takich aplikacjach, jak sterowanie nawijaniem, w którym należy utrzymywać stałe naprężenie wstęgi materiału podczas jej nawijania, kiedy w miarę jak zwiększa się średnica rolki materiału, rośnie jej obciążenie i bezwładność. Kolejny przykład to formowanie wtryskowe, w którym do formy powinna być przykładana stała siła docisku.

Stanisław Zysnarski
DYNAMOTION
Jak wygląda krajowy rynek serwonapędów i Motion Control?
Uzależniony jest on oczywiście od wzrostu gospodarczego Polski, jak i jej gospodarczych partnerów. W ostatnim roku można było zaobserwować pewną zadyszkę w obszarze komponentów automatyki, co przełożyło się i na serwonapędy. Na rynku tym panuje jednak trend wzrostowy, wypierający starsze rozwiązania napędowe.
Jakie zmiany zaszły w ostatnich dwóch latach?
W tym czasie wzrosło zastosowanie serwonapędów w stosunku do tradycyjnych przemienników częstotliwości.
Jaki jest zakres stosowanych w kraju rozwiązań Motion Control?
Niezmiennie serwonapędy wykorzystywane są tam, gdzie potrzebny jest precyzyjny ruch danej osi. Najczęstsze zastosowanie dotyczy maszyn pakujących oraz procesowych, w których niezbędna staje się precyzja ruchu. Trendem na rynku krajowym jest wykorzystywanie serwonapędów z zaawansowanymi bibliotekami sterowania osiami, które pozwalają budować najwydajniejsze maszyny na świecie.
Co jest ważne dla odbiorców serwonapędów?
Niezmiennie ważne są dla nich: wsparcie techniczne i dostępność produktów, a także szeroka gama produktów pozwalająca na dobór rozwiązania wystarczającego technicznie i optymalnego kosztowo.
Regulacja prędkości
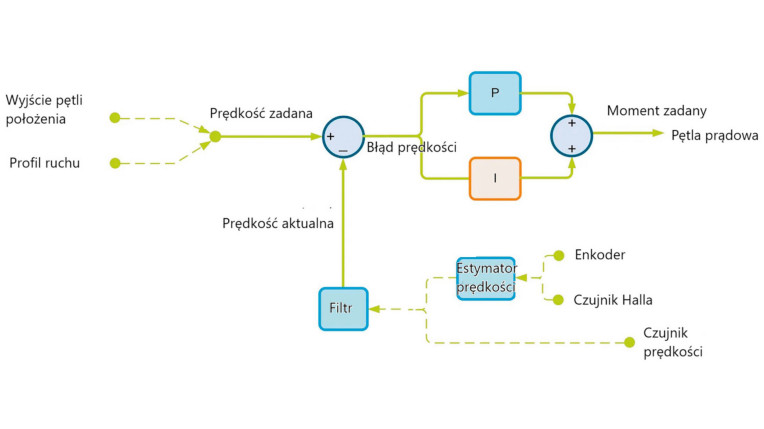
Jeżeli w danym systemie sterowania ruchem wymagane jest utrzymanie zadanej szybkości nawet przy zmianie obciążenia, serwonapęd pracuje w trybie regulacji prędkości. Wówczas kontrolowane i regulowane jest napięcie dostarczane do silnika. Jednocześnie, ponieważ zmiana prędkości silnika w celu przyspieszenia lub zwolnienia wymaga odpowiednio wzrostu lub zmniejszenia momentu obrotowego, w trybie regulacji prędkości wymagana jest również praca w pętli prądowej.
Informacje o aktualnej prędkości obrotów zapewnia enkoder. Na ich podstawie wyznaczana jest różnica pomiędzy rzeczywistą a docelową wartością tej wielkości. To z kolei umożliwia obliczenie prądu (momentu obrotowego) potrzebnego do korekcji tej odchyłki prędkości silnika. Sterowanie nią jest również przeprzeważnie realizowane w pętli z regulatorem PI.
Przykładami aplikacji, w których serwonapędy pracują w trybie regulacji prędkości, są: sterowanie przenośnikami, dozowanie, a także procesy obróbki, takie jak szlifowanie i polerowanie, w których obciążenie silnika jest zmienne, ale jego prędkość powinna być utrzymywana przez cały proces.
Pozycjonowanie
Serwonapędy mogą również działać w trybie pozycjonowania. To pozwala silnikowi przemieszczać ładunek do określonej lokalizacji – albo względem miejsca początkowego, albo w oparciu na jego położeniu bezwzględnym.
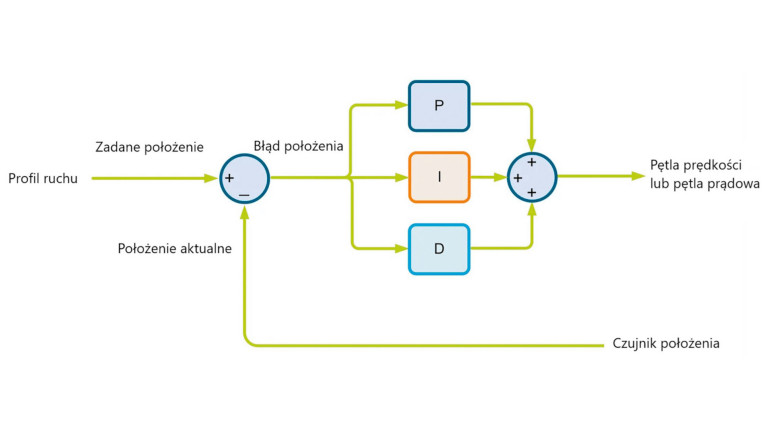
W trybie regulacji położenia zwykle korzysta się z trzech pętli sterowania: momentem obrotowym, prędkością oraz położeniem. Wynika to stąd, że prędkość silnika powinna być monitorowana, żeby można było wyznaczyć jego położenie, z kolei moment obrotowy powinien być monitorowany w celu określenia, ile prądu potrzebuje silnik, aby osiągnąć zadaną pozycję, bez niedoregulowania albo przeregulowania. Pętla regulacji położenia działa zazwyczaj w oparciu na regulatorze PI albo PID.
W pętli pozycjonowania – na podstawie zadanej pozycji, która jest porównywana z informacją o aktualnym położeniu, pozyskiwaną dzięki sprzężeniu zwrotnemu – jest wyznaczany sygnał różnicy. Staje się on wartością zadaną w pętli regulacji prędkości. W niej z kolei ta wartość zestawiana jest z rzeczywistą wartością prędkości zmierzoną przez komponent sprzężenia zwrotnego. Wyznaczona w taki sposób różnica staje się wartością zadaną w pętli regulacji momentu. Pętle te są zatem w sobie zagnieżdżone.
Gdy występuje więcej niż jedna pętla sterowania, łączy się je kaskadowo. Sterowanie prądem jest najbardziej wewnętrzną pętlą. Pętlę sterowania prędkością dodaje się wokół pętli prądowej. Pętla kontroli położenia jest dodawana wokół pętli prędkości, stając się tą najbardziej zewnętrzną.
Strojenie pętli regulacji
Pętle regulacji wymagają strojenia, aby cel – czyli zmniejszenie różnicy pomiędzy zadaną a aktualną wartością wielkości regulowanej – osiągano przy najkrótszym czasie ustalania i bez przeregulowania. Przykładowo, w popularnych w serwonapędach regulatorach typu PID strojenie polega na doborze wzmocnienia dla ich członów: proporcjonalnego, całkującego oraz różniczkującego. Charakteryzują one sposób i stopień, w jaki regulator koryguje odchyłkę.
Wzmocnienie członu proporcjonalnego określa stosunek odpowiedzi wyjściowej do błędu. Zwykle jego wzrost zwiększa szybkość odpowiedzi regulatora, czemu może towarzyszyć przeregulowanie. Jeżeli wzmocnienie to będzie za duże, wielkość regulowana zacznie oscylować względem wartości zadanej, aż układ regulacji straci stabilność.
Człon całkujący zwiększa długoterminową precyzję pętli sterowania. Sumuje on uchyb w czasie, zatem nawet mały błąd powoduje powolną zmianę tej składowej. Oznacza to, że sygnał sterujący będzie stopniowo wzmacniany albo osłabiany, dopóki uchyb ma wartość niezerową. W efekcie w stanie ustalonym błąd jest zniwelowany. Człon całkujący razem z proporcjonalnym poprawia dynamikę reakcji. Za duża wartość jego wzmocnienia powoduje przeregulowanie i oscylacje, a za mała – zbyt powolne działanie regulatora.
Wymagania aplikacji a charakterystyka serwosilnika

Etapem wyboru serwosilnika jest sprawdzenie, czy dany model zapewni wystarczającą prędkość i odpowiedni moment obrotowy. W tym celu dla konkretnego obciążenia oraz profilu ruchu trzeba wyznaczyć wymagane wartości średniego i maksymalnego momentu obrotowego. Następnie należy je porównać z wartościami znamionowego oraz szczytowego momentu siły w karcie katalogowej serwosilnika. Te ostatnie można też odczytać z charakterystyki momentu obrotowego serwosilnika w funkcji jego prędkości, zazwyczaj dostępnej w jego dokumentacji. Na wykresie tym można poza tym wyróżnić obszary pracy ciągłej i chwilowej.
Jeżeli wymagana kombinacja momentu siły i prędkości wypadnie w obszarze pracy ciągłej, oznacza to, że będzie osiągalna bez obaw np. o to, że silnik mógłby się w czasie normalnej pracy przegrzać. Gdy jednak wypadnie w drugim obszarze, wówczas silnik jest w stanie ją zapewnić tylko przez krótki czas, nim zacznie się przegrzewać. Można na to pozwolić w czasie rozpędzania i hamowania, jeśli później serwonapęd przez odpowiednio długi czas pozostaje w spoczynku – lub pracuje z małym momentem obrotowym.
Najlepiej zatem, jeżeli średni wymagany moment siły mieści się w zakresie pracy ciągłej, a maksymalny w zakresie pracy chwilowej. Jeśli z kolei ten drugi wypada w zakresie pracy ciągłej, serwosilnik prawdopodobnie został przewymiarowany.
Autostrojenie
Przykładowa procedura strojenia regulatora PID rozpoczyna się od wyzerowania wzmocnień członów całkującego i różniczkującego, a wzmocnienie członu proporcjonalnego stopniowo zwiększa się aż do wystąpienia oscylacji, uważając, aby nie doprowadzić do niestabilności. W kolejnym kroku trzeba zwiększać wkład członu całkującego, aby zmniejszyć oscylacje – jego parametry są modyfikowane aż do wyzerowania błędu stanu ustalonego. Jako ostatnie dobiera się parametry członu różniczkującego, by zmniejszyć przeregulowanie i zapewnić stabilność układu regulacji.
Alternatywą strojenia ręcznego, dostępną w serwonapędach, jest funkcja autostrojenia. Opiera się ona na tych samych zasadach – napęd wzbudza silnik na różnych częstotliwościach, by określić bezwładność i reakcję systemu, a potem ustawia się wzmocnienia układów regulacji zapewniające stabilne sterowanie. Przydatną funkcją jest też strojenie adaptacyjne. W tym przypadku napęd w tle ciągle, stosownie do potrzeb, koryguje nastawy, by kompensować zmienność obciążenia podczas pracy systemu.
Strojenie odbywa się w kolejności od wewnętrznej do zewnętrznej pętli, zatem najpierw dostrajana jest pętla prądowa, potem pętla regulacji prędkości, a jako ostatnia pętla regulacji położenia. Wiele zaawansowanych serwowzmacniaczy może przełączać się między trybami sterowania "w locie" – np. przechodząc z trybu prędkości do trybu momentu obrotowego podczas pracy systemu, bez jego destabilizowania czy zatrzymywania.

Łukasz Guzik
Eldar
Jak określiłby Pan stan krajowego rynku serwonapędów i Motion Control?
Polski rynek serwonapędów i Motion Control rozwija się dynamicznie. Jest coraz większe zainteresowanie klientów rozwiązaniami opartymi na serwonapędach, dzięki którym możemy osiągnąć bardziej dynamiczną pracę maszyn w porównaniu do tradycyjnych silników indukcyjnych z falownikami. Dzięki zastosowaniu serwonapędów możliwe staje się uzyskanie szybszych czasów rozruchu i hamowania, wysokiej precyzji pozycjonowania oraz łatwiejszej synchronizacji działania wielu osi w systemach sterowania Motion Control. Przekłada się to na wyższą efektywność procesów przemysłowych.
Co zmieniło się na tym rynku w ciągu ostatnich dwóch lat?
Widać zmianę w podejściu klientów do sposobu sterowania napędami. Coraz więcej firm rezygnuje z tradycyjnych metod sterowania, takich jak sygnały krok/kierunek, na rzecz protokołów komunikacyjnych, głównie EtherCat oraz Profinet. Wynika to z wygody konfiguracji oraz znacznego skrócenia czasu potrzebnego na okablowanie szafy sterowniczej. Widać również coraz częstsze zastępowanie serwonapędami silników krokowych. Dodatkowo sytuacja związana z załamaniem globalnych łańcuchów dostaw wpłynęła na przetasowanie wśród dostawców napędów. Skorzystała na tym firma Inovance, dzięki utrzymaniu dostępności produktów z magazynów, co pozwoliło na zdobycie nowych klientów.
W jakim zakresie stosuje się u nas rozwiązania Motion Control i jakie trendy widać w ich rozwoju?
Maszyny budowane przez klientów stają się coraz bardziej zaawansowane, przez co rosną wymagania, jeżeli chodzi o funkcjonalność serwonapędów oraz sterowników Motion Control. Standardem są rozwiązania, które mogą obsłużyć kilkanaście/kilkadziesiąt osi napędowych, obsługują interpolację liniową i kołową oraz funkcje CAM. Kolejnym trendem jest zapewnienie bezpieczeństwa przez stosowanie napędów z odpowiednimi certyfikatami. W tym momencie podstawowym typem są napędy z certyfikatem SIL 3, ale klienci zwracają uwagę na bardziej rozbudowane funkcje niż standardowe bezpieczne wyłączenie momentu obrotowego, czyli STO. Coraz częściej wymagane są dodatkowe funkcje bezpieczeństwa, jak np. SDI (bezpieczne monitorowanie kierunku ruchu), SLS (bezpieczne monitorowanie ograniczenia prędkości) czy SOS (bezpieczne monitorowanie zatrzymania pracy). Coraz popularniejsze stają się również protokoły bezpieczeństwa, które umożliwiają przesyłanie danych związanych z funkcjami bezpieczeństwa, np. FSoE (Fail Safe over EtherCAT).
Firma Inovance znana jest z wyznaczania trendów w dziedzinie napędów, dlatego wszystkie wymienione funkcjonalności są dostępne w jej ofercie.
Co liczy się najbardziej dla użytkowników serwonapędów?
Kluczowymi aspektami są dostępność, funkcjonalność, bezpieczeństwo oraz wsparcie.
Jak wspomniałem wcześniej, coraz popularniejsze stają się rozwiązania z komunikacją, z czego wynika znaczący wzrost zainteresowania rozwiązaniami EtherCat i Profinet. Ważne dla klientów są również urządzenia z enkoderami absolutnymi wieloobrotowymi, które są w stanie odczytać swoją pozycję nawet po odłączeniu zasilania, dzięki czemu nie jest wymagane bazowanie całego układu przed rozpoczęciem pracy. Odbiorcy często zwracają również uwagę na rozdzielczość enkodera – standardem są modele co najmniej 23-bitowe. Normą są też pytania o bezpieczeństwo napędów, poparte odpowiednimi certyfikatami.
Warto również podkreślić znaczenie wsparcia klientów przy doborze oraz uruchomieniu napędów. Staramy się jak najlepiej odpowiadać na ich potrzeby, dlatego przykładamy do tego dużą wagę.
Sprzężenie w przód
Nawet dobór optymalnych nastaw regulatora nie gwarantuje, że czynniki dodatkowe nie wpłyną na skuteczność sterowania. Typowe problemy to opóźnienia w czasie przyspieszania i przeregulowania podczas zwalniania. Wynika to z konieczności zapewnienia przez układ regulacji dużej dokładności odwzorowania zadanego profilu przemieszczenia, a równocześnie stabilnego ruchu, bez oscylacji, w różnych warunkach obciążenia. Przeszkodą w spełnieniu tych celów jest reakcyjna "natura" układów regulacji ze sprzężeniem zwrotnym, niemających bezpośredniej wiedzy o procesie, który korygują. To zmniejsza ich skuteczność w rzeczywistych warunkach. Dlatego jako ich uzupełnienie wprowadza się pętle sprzężenia w przód.
W najprostszym przypadku sprzężenie w przód polega na dodaniu poprawki momentu obrotowego do wyjścia pętli położenia, które stanowi wartość zadaną w pętli prądowej. Sprawdza się to m.in. w przypadku osi ruchu w pionie, na które wpływa grawitacja. Dzięki optymalnie dobranej poprawce generowany jest wówczas moment obrotowy wystarczający do podniesienia ładunku, teoretycznie bez konieczności kompensowania siły przyciągania ziemskiego przez pętlę sprzężenia zwrotnego. Chociaż w praktyce jej udziału nie można całkiem wyeliminować, ze względu na zmienność obciążenia i niepowtarzalność działania komponentów napędu, dzięki sprzężeniu w przód jest on znacząco ograniczony. Podejście to stosuje się też w kompensacji tarcia. W tym celu wprowadza się poprawki wynikające z jego wpływu na prędkość i przyspieszenie. Im pełniejsza jest wiedza o specyfice napędu, obciążeniu i warunkach w otoczeniu, tym większy staje się potencjał tego podejścia w zakresie spełnienia celów sterowania.
Rozwiązywanie problemów
Jeden z najczęstszych problemów w sterowaniu ruchem stanowi głośna praca jednej z osi. Jest to uciążliwe, ale może również skutkować skróceniem żywotności komponentów serwonapędu. Hałas może mieć kilka przyczyn. Taką w regulatorach PID jest za duża wartość wzmocnienia członu różniczkującego, która powoduje głośne drgania silnika. Pomóc może jego zmniejszenie, o ile nie pogorszy to skuteczności pętli sterowania. Powodem bywa również przestrojona pętla prądowa i zbyt duża częstotliwość próbkowania. Hałasować mogą także bezszczotkowe silniki prądu stałego z komutacją sześciostopniową – ciszej pracują przy komutacji sinusoidalnej. Powodem uciążliwych dźwięków bywają poza tym niedobrane komponenty mechaniczne.
Jeśli serwowzmacniacz albo/i silnik się przegrzewają, warto rozważyć doinstalowanie dodatkowych cewek indukcyjnych, które zmniejszą tętnienia prądu, podobnie jak zwiększenie częstotliwości przełączania i obniżenie napięcia zasilania silnika. Trzeba też zdiagnozować problemy z komutacją. Nadmierne wibracje z kolei mogą być skutkiem niedobranego profilu ruchu – np. warto rozważyć zmianę na profil, w którym przyspieszanie i hamowanie będą realizowane płynniej.
W razie problemów z enkoderami można: skorzystać z interfejsów komunikacyjnych z różnicową transmisją danych, zastosować filtr sygnałowy, sprawdzić ekranowanie przewodów i odseparować kable z silnika do serwowzmacniacza od tych z enkodera, sprawdzić, czy napięcie zasilania enkodera nie jest za niskie. Jeżeli dane zastosowanie wymaga płynniejszego ruchu także przy małej prędkości, można: wymienić enkoder na model o większej rozdzielczości, zmniejszyć częstotliwość próbkowania, rozważyć zastosowanie kontrolera z pętlą fazową.
Serwonapędy wykorzystuje się w szeregu zadań sterowania ruchem. Niektóre stanowią szczególne wyzwanie.
Motion Control w praktyce
Sterowniki robotów mobilnych – np. magazynowych – kontrolują i koordynują ruch ich kół. Wyzwaniami w tym przypadku są: możliwość poślizgu, podczas którego koła tracą przyczepność, oraz wpływy nierówności podłoża. Z ich powodu, na podstawie informacji o położeniu kątowym wału, prędkości i momencie obrotowym silnika, sterownik nie jest w stanie określić dokładnej lokalizacji robota mobilnego. W rezultacie, nawet jeżeli określona liczba obrotów kół ustawionych pod danym kątem powinna skutkować przesunięciem się robota np. o metr w lewo, w rzeczywistości może się on przemieścić w innym kierunku – dalej albo bliżej miejsca docelowego.
Popularnym sposobem sterowania robotami mobilnymi jest wykorzystanie pętli regulacji prędkości, po jednej dla każdego z kół, zagnieżdżonych w pętli regulacji położenia. W pętli zewnętrznej, na podstawie aktualnej lokalizacji robota, określonej np. w oparciu na informacjach z kamer albo systemu GPS, wyznaczane są parametry ruchu kół – wymagane, by podążał on zaplanowaną ścieżką. Są to wartości zadane w pętlach wewnętrznych, w których, na podstawie sygnałów z enkoderów, wyznacza się uchyby i odpowiednio reguluje moment obrotowy.
Dzięki pętlom prędkości ruch kół można zsynchronizować, nawet na nierównej powierzchni. Aby wykrywać i korygować poślizg, wykorzystuje się algorytmy obserwatorów (estymatorów) stanu, np. filtr Kalmana. Z kolei, aby zapobiec utracie przyczepności kół, ustala się próg momentu obrotowego (z odpowiednim zapasem), którego nieprzekraczanie zmniejsza prawdopodobieństwo poślizgu.
Jak wybrać serwowzmacniacz?
Parametry serwowzmacniaczy, które należy porównać z wymaganiami aplikacji, to: moc i zakresy napięć oraz prądów wejściowych i wyjściowych. Zbyt duże natężenie prądu wyjściowego może uszkodzić silnik, zaś zbyt małe nie pozwoli na wytworzenie wymaganego momentu napędowego. Za niskie napięcie uniemożliwi z kolei uzyskanie maksymalnej prędkości silnika. Ponadto niektóre aplikacje wymagają specyficznych rozwiązań.
Przykładowo, w przypadku napędów do sterowania silnikami bezszczotkowymi ważną kwestią pozostaje także rodzaj komutacji elektronicznej, jaką dany wzmacniacz realizuje. Najczęściej jest to jedna z dwóch metod: sześciostopniowa lub sinusoidalna. W pierwszej klucze tranzystorowe przełączające prąd do poszczególnych uzwojeń silnika są sterowane przebiegami prostokątnymi, a w drugiej – przebiegiem sinusoidalnym. Zaletą komutacji pierwszego typu jest łatwość realizacji, zaś wadą – mniejsza dokładność sterowania i większe pulsacje momentu obrotowego, zwłaszcza przy małych prędkościach.
Maszyny pick and place
Urządzenia tego typu wykorzystywane są np. na liniach pakowania i stanowiskach montażu podzespołów elektronicznych. Jednym z wyzwań w sterowaniu ruchem maszyn pick and place jest ograniczenie wibracji, które przenoszą się na obciążenie, wpływając na precyzję realizacji zadań. Staje się to odczuwalne zwłaszcza w przypadku tych wymagających dużej dokładności, np. w montażu PCB. Sposób na zminimalizowanie drgań stanowi wykorzystanie siedmiosegmentowego profilu ruchu krzywej S. Jego wyróżnikiem jest brak nieciągłości przyspieszenia, które występują np. w profilu trapezowym, skutkując większymi wibracjami i dłuższym czasem stabilizacji (patrz: ramka "Krzywa S czy profil trapezowy?").
Krzywa S czy profil trapezowy?
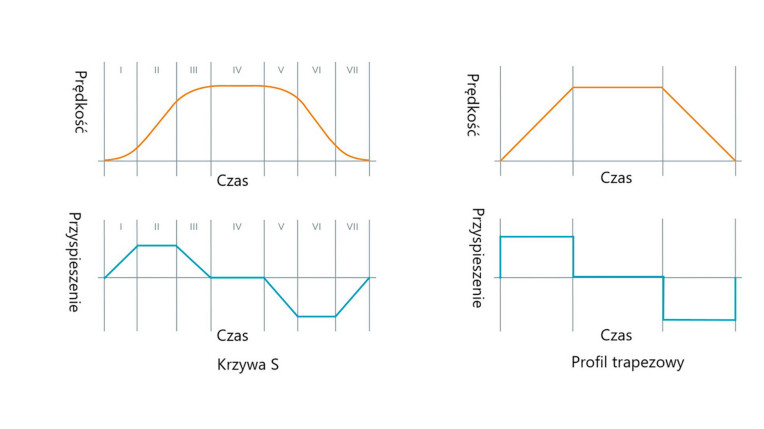
Przemieszczenie z punktu do punktu stanowi popularne zadanie w systemach sterowania ruchem. W takim przypadku nieruchome obciążenie jest przyspieszane do stałej prędkości, a potem hamowane w taki sposób, żeby zatrzymało się w miejscu docelowym. Cel ten realizują dwa profile ruchu: krzywej S (rys. 4 a) oraz trapezowy (rys. 4 b).
Pierwszy składa się z siedmiu faz. Początkowo przyspieszenie rośnie liniowo, aż do osiągnięcia wartości maksymalnej. W fazie II, w miarę jak obciążenie się rozpędza, przyspieszenie jest stałe. Kiedy prędkość zbliża się do wartości maksymalnej, przyspieszenie zaczyna liniowo maleć (faza III) aż do zera, gdy w fazie IV obciążenie przemieszcza się ze stałą prędkością. W fazie V zaczyna się hamowanie, przebiegające symetrycznie do rozpędzania.
Profil trapezowy składa się z kolei z trzech etapów odpowiadających fazom: II (stałe przyspieszenie), IV (stała prędkość) i VI (stałe hamowanie) krzywej S. Ponieważ brakuje faz przejściowych, szybkość zmiany przyspieszenia (jerk) jest w profilu trapezowym nieskończenie duża (teoretycznie), natomiast w profilu drugim ma wartość skończoną. Ma to konsekwencje.
Im szybciej zmienia się przyspieszenie, tym większe drgania obciążenia mogą wystąpić. Ponieważ energia wibracji musi zostać zaabsorbowana, czas stabilizacji systemu wydłuża się, a dokładność sterowania jest mniejsza. Dlatego, mimo iż teoretycznie brak fazy przejściowej zmiany przyspieszenia powinien sprawić, że korzystając z profilu trapezowego, szybciej można osiągnąć ustawienia docelowe, w praktyce nie zawsze jest to prawdą.
W wielu zastosowaniach modyfikacji wymaga także profil krzywej S. Jeżeli priorytetem jest duża szybkość, fazy przejściowe I, III, V i VII powinny stanowić 5–15% czasu trwania faz II i VI. Dzięki temu maleją oscylacje obciążenia. Z kolei, aby ruch był płynniejszy, można całkiem wyeliminować fazy II oraz VI.
W maszynach pick and place preferowane są ponadto silniki o dużym momencie w stosunku do ich bezwładności – warunek ten spełniają bezszczotkowe silniki DC. W przypadku tego typu urządzeń kluczowa jest szybkość działania. Zwiększa się ją, wprowadzając w układzie regulacji serwonapędu sprzężenie w przód, które, odciążając pętlę ze sprzężeniem zwrotnym, skraca czas ustalania.
Pompy perystaltyczne
Tego rodzaju pompy wykorzystywane są w precyzyjnym dozowaniu płynów w mikroilościach. Zalicza się je do grupy pomp wyporowych. Dozowany płyn znajduje się w elastycznej rurce, zamontowanej w obudowie. Ciecz jest przemieszczana dzięki naprzemiennemu ściskaniu oraz rozluźnianiu tego przewodu, co powoduje jej tłoczenie i zasysanie. Część pompy stanowi wałek, który ściska rurkę. Gdy wirnik pompy się obraca, wałek przemieszcza się wzdłuż rurki, odkształcając ją. To powoduje przesuwanie się płynu w stronę odpływu i jego zasysanie od strony dopływu.
Wyzwaniem w sterowaniu pompami tego typu jest konieczność ograniczenia wahań ciśnienia oraz pulsowania ilości dozowanego płynu. Wynika to ze specyfiki ich działania. Przede wszystkim pracują one wolno, z prędkością typowo zaledwie kilkudziesięciu obr./min. Ponadto obciążenie silnika znacząco zmienia się w chwilach, gdy rolka styka się z przewodem z płynem i się od niego odrywa. Towarzyszą temu duże impulsy momentu obrotowego i zarazem skoki ciśnienia cieczy.
Kwestie te rozwiązuje się na kilka sposobów. Przykładowo, w związku z małą prędkością pracy, zamiast pętli sterowania tą wielkością korzysta się z pętli sterowania położeniem. Wynika to stąd, że im wolniej obraca się wał silnika, tym trudniej o dużą dokładność szacowania prędkości w oparciu na wynikach pomiarów z enkodera, o ile nie jest to przetwornik o bardzo dużej rozdzielczości. Jeżeli jednak taki jest dostępny, nawet przy wolnych obrotach pompy pętla sterowania prędkością może się sprawdzić, dodatkowo zapewniając lepsze parametry przepływu cieczy.
Ponadto w pompach perystaltycznych najczęściej korzysta się z silników z napędem bezpośrednim. W silnikach bezszczotkowych prądu stałego w tym zastosowaniu preferowaną metodą komutacji jest ta sinusoidalna, której zaletą, w porównaniu z sześciostopniową, są mniejsze pulsacje momentu obrotowego, zwłaszcza przy małych prędkościach.
Oprócz tego w układzie regulacji wprowadza się sprzężenie w przód, dodając poprawkę momentu obrotowego, aby zmniejszyć skoki ciśnienia płynu. Jeżeli zamiast silników z napędem bezpośrednim używane są silniki z przekładnią, jej luzy też w ten sposób można skompensować.

Arkadiusz Sulenta
Elmark
Jak wygląda krajowy rynek serwonapędów i Motion Control?
Stabilnie się rozwija, mimo niewielkich wahań związanych z przenoszeniem się części produkcji za granicę. Obserwujemy większe zainteresowanie rozwiązaniami Motion Control, głównie ze względu na wyższe wymagania wydajnościowe stawiane produkowanym maszynom, co wiąże się ze zwiększeniem stopnia automatyzacji procesów. W celu zwiększeniu konkurencyjności klienci decydują się na stosowanie zaawansowanych rozwiązań napędowych, takich jak serwonapędy.
Jakie zmiany zaszły na tym rynku w ostatnich dwóch latach?
W związku z ostatnimi i nadchodzącymi zmianami w prawie europejskim (Rozporządzenie Maszynowe, NIS2) coraz większy nacisk kładzie się na bezpieczeństwo aplikacji i maszyn. W efekcie, w przypadku serwonapędów rośnie zapotrzebowanie na urządzenia wyposażone w zaawansowane, wbudowane funkcje bezpieczeństwa.
Jaki jest zakres stosowanych w kraju rozwiązań Motion Control i jakie są trendy dotyczące ich rozwoju?
Spotykamy coraz bardziej zaawansowane aplikacje, integrujące wiele osi napędowych. Obecnie stawia się na szybkie protokoły komunikacyjne pozwalające na synchronizację osi, np. EtherCAT, i efektywne zarządzanie energią układów w celu zwiększenia energooszczędności. Dodatkowo stosuje się algorytmy predykcyjne w celu przewidywania awarii i planowania serwisów.
Co jest ważne dla odbiorców serwonapędów?
Prosta i szybka integracja rozwiązań. Ze względu na braki kadrowe producenci maszyn i integratorzy wolą stosować kompletne rozwiązania od jednego producenta, żeby oszczędzić czas na integrację rozwiązań od różnych dostawców. Oczywiście ze względu na różne wymagania nie zawsze jest możliwe trzymanie się jednych rozwiązań, dlatego producenci serwonapędów coraz częściej tworzą elastyczne produkty (np. zgodność z PLCOpen, różnorodność dostępnych protokołów komunikacyjnych), dzięki czemu wdrożenie różnych rozwiązań staje się bardziej efektywne.

Mariusz Nowak
SEW-EURODRIVE Polska
Jak wygląda krajowy rynek serwonapędów i Motion Control?
W czasach rosnącej konkurencyjności kryteria takie, jak precyzja, dynamika i powtarzalność, które mają kluczowy wpływ na optymalizację efektywności produkcji, stanowią najwyższy priorytet. Serwonapędy i enkodery nowej generacji, jak również kompleksowe, gotowe rozwiązania Motion Control, zwiększają znacznie swój udział w rynku, szczególnie w aplikacjach wysokodynamicznych.
Jakie zmiany zaszły na tym rynku w ostatnich dwóch latach?
Rosnące koszty energii oraz ograniczone zasoby wykwalifikowanej kadry inżynierskiej mają znaczący wpływ na rozwój zaawansowanych serwonapędów oraz kompleksowej linii produktowej MOVI-C firmy SEW-EURODRIVE. Obecnie zaprojektowana została najnowsza generacja serwosilników CM3P, które uwzględniają wymagania rynku, takie jak niższe koszty instalacji. Jak je uzyskujemy? W przypadku zasilania silnika CM3P otrzymujemy porównywalne parametry napędu przy zastosowaniu falownika o niższej mocy. Mniejsze zapotrzebowanie na prąd silników CM3P oraz możliwość użycia tańszego falownika o niższej mocy pozwala obniżyć całkowite koszty inwestycji.
Z kolei w odpowiedzi na zmieniający się rynek pracy, wzrost zapotrzebowania na automatyków i związane z tym rosnące koszty wykwalifikowanej kadry inżynierskiej firma SEW-EURODRIVE stworzyła gotowe pakiety oprogramowania MOVISUITE, które bardzo skracają czas uruchomienia dzięki intuicyjnemu procesowi konfigurowania i parametryzowania bez potrzeby znajomości języków programowania.
Jaki jest zakres stosowanych w kraju rozwiązań Motion Control i jakie są trendy ich rozwoju?
Automatyzacja i optymalizacja procesów oraz presja na wzrost efektywności produkcji to obecnie priorytety wielu branż – przykładem może być branża automotive, gdzie widoczne jest ciągłe skracanie czasu cyklu pracy, czy intralogistyka, jak magazyny wysokiego składowania. W tych aplikacjach Motion Control – zaawansowane wieloosiowe sterowanie ruchem opracowane przez SEW-EURODRIVE w formie gotowego oprogramowania inżynierskiego MOVISUITE – znajduje zastosowanie i w pełni realizuje wymagania w zrobotyzowanych centrach logistycznych oraz w takich aplikacjach, jak układnice czy aplikacje wieloosiowe.
Co jest ważne dla odbiorców serwonapędów?
Liczą się każda sekunda kątowa, duża dynamika i powtarzalność pozycjonowania napędów – tam właśnie optymalne zastosowanie znajdują serwonapędy. Nasza najnowsza generacja silników serwo CM3P oraz enkoderów odpowiada na potrzeby odbiorców, gdyż charakteryzuje się:
- dużą dokładnością i powtarzalnością pozycjonowania, dodatkowo mogą być one wyposażone w enkodery DDI o wysokiej rozdzielczości >= 18 bitów;
- wysoką częstotliwością załączania przy krótkich cyklach pracy;
- zachowaniem czystości w strefie pracy silnika serwo ze względu na brak wentylatora.
Synchronizacja wielu osi
wością przemieszczania się w jednym kierunku. W maszynie występuje jedna lub więcej osi. Gdy są co najmniej dwie, mogą działać niezależnie albo relacja ich ruchów jest istotna. W drugim przypadku konieczna staje się ich synchronizacja. Może ona dotyczyć momentu wprawienia w ruch i zatrzymania, położenia, prędkości. Jeżeli np. w maszynie współpracuje wiele elementów ruchomych, koordynacja ich położenia i prędkości jest kluczowa, by uniknąć kolizji. Podobnie w przypadku, gdy osiągnięcie przez jedną oś określonej pozycji lub prędkości staje się sygnałem do rozpoczęcia albo wstrzymania ruchu drugiej.
Tradycyjnie realizowano to, wykorzystując komponenty mechaniczne: przekładnie i mechanizmy napędowe przenoszące ruch z centralnego źródła, a w przypadku bardziej skomplikowanych relacji między osiami – krzywki. Rozwiązania te były kosztowne, mało dokładne i zużywały się, więc wraz z rozwojem serwonapędów, w których ruchy osi koordynuje sterownik, zaczęły tracić na znaczeniu. Nowoczesne alternatywy elementów mechanicznych zapewniają większą precyzję i powtarzalność, płynniejszy, szybszy, cichszy ruch i elastyczność projektową.
Przykładowa relacja między osiami może polegać na tym, że jedna pełni funkcję wiodącej (master), a druga nadążnej (slave). Wówczas ruch osi nadążnej jest funkcją przemieszczenia osi wiodącej. W ten sposób można np. zrealizować system sterowania maszyną drukującą, w której toner z bębna musi zostać przeniesiony na rozwijany z beli papier w miejscu między dwoma znacznikami. Prędkość bębna powinna odpowiadać prędkości przesuwania się papieru, aby uniknąć rozmazania nadruku. Jeśli obwód bębna jest krótszy niż odległość pomiędzy znacznikami, stanowi to dodatkowe utrudnienie, ponieważ by nanieść wzór prawidłowo, musi on odpowiednio przyspieszać i zwalniać. Korekty wymagają również nieuniknione odchyłki odległości między znacznikami.

Paweł Józefczuk
Wecon
Jak wygląda krajowy rynek serwonapędów i Motion Control?
Charakteryzuje się on obecnością zarówno globalnych liderów, jak i mniejszych producentów, głównie z Azji, oferujących szeroki wachlarz urządzeń. Polscy odbiorcy doceniają zwłaszcza sprzęt zapewniający wysoką niezawodność, integrację z nowoczesnymi systemami sterowania oraz elastyczność w dostosowywaniu do różnych aplikacji przemysłowych. Branże takie jak spożywcza, farmaceutyczna, robotyczna czy poligraficzna odgrywają kluczową rolę w napędzaniu popytu na te technologie.
Jakie zmiany zaszły na tym rynku w ostatnich dwóch latach?
Ostatnie lata przyniosły znaczące zmiany, wynikające głównie z przyspieszonej cyfryzacji przemysłu, co przełożyło się na wzrost zainteresowania systemami Motion Control w różnych sektorach. Obserwuje się również większe zainteresowanie urządzeniami z funkcjami zdalnego monitoringu i zarządzania, co pozwala na optymalizację pracy w warunkach zdalnego serwisu.
Jaki jest zakres stosowanych w kraju rozwiązań Motion Control i jakie są trendy dotyczące ich rozwoju?
W Polsce dominują zaawansowane rozwiązania Motion Control oparte na komunikacji w czasie rzeczywistym, takie jak EtherCAT oraz zintegrowane z systemami IoT i MES. Coraz większą popularność zyskują systemy umożliwiające programowanie w takich standardach, jak Codesys, który zawiera gotowe narzędzia i biblioteki pozwalające na szybkie i elastyczne tworzenie aplikacji. Kluczowymi trendami są również rozwój serwonapędów z funkcjami oszczędzania energii oraz integracja rozwiązań Motion Control z robotami przemysłowymi.
Co jest ważne dla odbiorców serwonapędów?
Najważniejsze dla nich są niezawodność, łatwość integracji, dostępność i konkurencyjna cena. Rosnące znaczenie mają także kwestie związane ze wsparciem technicznym i serwisem w Polsce. Klienci poszukują rozwiązań, które nie tylko zwiększą efektywność produkcji, ale również zapewnią długoterminowe oszczędności i elastyczność w adaptacji do zmieniających się wymagań rynkowych.
Podsumowując, rynek serwonapędów i Motion Control w Polsce rozwija się w kierunku zaawansowanych, zintegrowanych i energooszczędnych rozwiązań, które są w stanie sprostać rosnącym wymaganiom dynamicznie zmieniającego się Przemysłu 4.0.
W przykładowej realizacji oś wiodącą stanowi napęd beli, z której odwijany jest papier. Jej ruch monitoruje enkoder. Napęd bębna jest osią nadążającą. Stosunek ich prędkości powinien wynosić 1:1 podczas nanoszenia nadruku i wzrastać przez pozostały czas cyklu, tak aby bęben wykonał jeden obrót między znacznikami. W momencie detekcji znacznika bęben powinien znajdować się pół obrotu do położenia docelowego. Jego rzeczywiste położenie jest monitorowane i korygowane.
Monika Jaworowska


















