
Sztandarowym przykładem produktów szybko zbywalnych są słodycze i przekąski, jak batony, czekolady, czipsy, cukierki czy gumy do żucia. Jeśli chodzi o te ostatnie, to nie każdy wie, że produkuje się je z... tworzyw sztucznych. Są składnikiem bazy gumowej, nierozpuszczalnej substancji, która sprawia, że gumy można długo żuć bez znaczącej zmiany ich właściwości i jest nośnikiem dla substancji smakowych, ale sama jest niejadalna. Dlatego gum do żucia lepiej nie połykać. Podstawowe składniki bazy gumowej to: elastomery, żywice, środki zmiękczające i wypełniacze – stanowią mieszaninę składników naturalnych i syntetycznych, w zależności od receptury. Oprócz bazy, w składach gum do żucia można typowo znaleźć: substancje słodzące, zatrzymujące wilgoć, dodatki smakowe, koloryzujące oraz aromaty. Powleka się je rozpuszczającymi się w ślinie powłokami, które przedłużają ich trwałość. Ich produkcja jest zwykle całkowicie zautomatyzowana. Dalej przedstawiamy przykłady maszyn specjalistycznych wchodzących w skład ciągów technologicznych w fabrykach gum do żucia.
Jak się produkuje gumy do żucia?

Proces produkcyjny gumy do żucia jest wciąż udoskonalany. Mimo to jego główne etapy pozostają takie same – rozpoczyna się od wymieszania składników, potem gotowej masie nadaje się kształt i się ją schładza. W tym celu bazę gumową najpierw topi się i przelewa do mieszalników lub ładuje się ją do nich w postaci elastycznych arkuszy. Tam łączy się z pozostałymi składnikami. Korzysta się z maszyn pracujących w trybie wsadowym lub ciągłym, jeżeli wymagana jest duża wydajność produkcji. Są to zwykle mieszalniki wolnoobrotowe wyposażone w specjalne podwójne mieszadła w kształcie litery Z, które obracając się w przeciwnych kierunkach i z różną prędkością, zapewniają dużą siłę ścinającą potrzebną do ugniatania wsadów o dużej lepkości. Typowo zbiornik mieszalnika jest podgrzewany – dzięki stapianiu składników w trakcie łączenia powstaje jednorodna mieszanka.
Kolejnym krokiem jest kształtowanie w wytłaczarkach. Maszyny te formują masę z mieszalnika na przykład w arkusze albo wałki, w zależności od docelowego kształtu gumy do żucia. Przeważnie korzysta się z dwóch wytłaczarek, wstępnej i głównej, z komorami o regulowanej temperaturze i głowicami podającymi masę dalej. Pierwsza jest konieczna, aby zapewnić równomierny dopływ surowca do drugiej. Nim zostanie tam doprowadzony, musi się skrystalizować.
Wytłaczarki i powlekarki w produkcji gum do żucia
By to umożliwić, między wytłaczarkami instaluje się przenośnik o regulowanej prędkości przesuwu. Jeżeli trzeba połączyć kilka wałków gumy o różnych smakach lub kolorach, korzysta się ze współwytłaczarek z wymiennym głowicami. Ciąg technologiczny na tym etapie uzupełnia się również o maszyny zmniejszające średnice wałków lub grubość arkuszy za pomocą rolek o regulowanym nacisku, formujące kulki oraz nacinające wałki i arkusze za pomocą ostrzy o regulowanym rozstawie, od którego zależy rozmiar kawałków. W kolejnym etapie wałki i paski chłodzi się w tunelu na wielopoziomowym przenośniku – dzięki temu tunel jest kompaktowy, a wsad pokonuje wystarczająco długą drogę, by zdążył ostygnąć. Kulki z kolei schładza się na wibrujących pasach z perforacją – dzięki drganiom nie deformują się. Wydajność chłodzenia w tunelu zależy od sposobu cyrkulacji powietrza, zaś kontrola temperatury punktu rosy zapobiega zawilgoceniu. Po schłodzeniu, gdy guma jest twarda i krucha, wałki i arkusze są dzielone na kawałki. Kolejnym etapem jest powlekanie. Środki glazurujące nanosi się w maszynach z obrotowym bębnem, w którym kawałki gumy są jednocześnie przewracane i spryskiwane. Na koniec, po wyschnięciu, są zawijane w papierki i po kilka opakowywane.
Obieraczki i krajalnice w produkcji czipsów
Z maszyn specjalistycznych korzysta się też w produkcji czipsów ziemniaczanych. Automatyka pozwala zaspokajać zapotrzebowanie na te popularne przekąski, których ręczna produkcja jest pracochłonna, urozmaicać ofertę w zakresie smaków i zapewniać ich jakość (smak, kolor, brak wad). Na ostatnią wpływa m.in. wybór surowca. Ziemniaki powinny spełniać określone kryteria – na przykład te o za małym ciężarze właściwym będą wchłaniały dużo oleju. Nie nadają się też odmiany o zbyt dużej zawartości cukrów redukujących. Kartofle powinno się przechowywać w odpowiednich warunkach – jeśli temperatura magazynowania będzie zbyt niska, poniżej +10ºC, wzrośnie ich zawartość cukru, a zmaleje ilość skrobi. Przez to czipsy będą za ciemne. Zapewnić trzeba także odpowiednią wentylację i wilgotność. By z kolei czipsy nie były za jasne, surowiec przed obróbką trzeba jakiś czas przechowywać w nieco wyższej temperaturze, zwykle +15°C ... +20°C.
Rozładunek skrzyń z ziemniakami i ich mycie są zautomatyzowane. Usunięcie brudu zmniejsza zużywanie się ostrzy obieraczki. W tym celu kartofle umieszczane są w bębnie, w którym, przewracając się, ocierają się o siebie. Brud zmywa natrysk – piasek i żwir gromadzą się na dnie zbiornika, z którego ziemniaki transportuje dalej podnośnik. Następnie usuwa się skórki. Obieraczki to zautomatyzowane maszyny z ruchomymi bębnami, dyskami, wałkami z chropowatą powierzchnią, o którą ocierają się kartofle, z wbudowanym natryskiem, który spłukuje łupiny. Obrany surowiec trzeba dodatkowo umyć, by spłukać enzymy uwalniane ze skórek, inaczej zbrązowieje. Kartofle na koniec poddaje się inspekcji i ręcznie usuwa resztki łupin i przebarwień. Kolejna maszyna specjalistyczna w produkcji czipsów to krajalnica. Ma ona kluczowe znaczenie dla jakości produktu. Jej precyzja decyduje o tym, czy plastry będą jednakowo grube, co wpływa na jednolitość koloru czipsów i ile oleju wchłoną (te za cienkie i poszarpane więcej). Następnie myje się je z obu stron, by usunąć skrobię, dzięki czemu nie sklejają się ani nie ciemnieją podczas smażenia. Nadmiar wody z plastrów usuwa nawiew z kurtyn powietrznych.
Smażarki ziemniaków
Kolejny etap to smażenie. Najważniejsze parametry tego procesu to czas i temperatura – dostosowuje się je do specyfiki odmiany kartofli i reguluje, żeby uzyskać jednakową jakość czipsów. Generalnie im wyższa temperatura, tym krótsze smażenie i mniej wchłoniętego tłuszczu, ale za wysoka powoduje karmelizację, przypalanie się czipsów i szybszy rozkład oleju. Wybór maszyny do smażenia zależy od chrupkości czipsów.
Te twardsze, wolno smażone, są przygotowywane w działających w trybie wsadowym, gdyż wymagają specjalnego profilu temperatury – w przykładowym po zanurzeniu plastrów w oleju maleje ona, a potem rośnie w miarę jak odparowuje z nich woda. Powtarzalne warunki smażenia zapewniają stałą jakość czipsów. W zależności od wykonania olej w kotle może być podgrzewany palnikiem albo zanurzonym w nim wymiennikiem ciepła. Ilość tłuszczu zależy od sprawności cieplnej kotła – im większa, tym mniej oleju potrzeba. To znaczy, że opłaca się go częściej wymieniać, co poprawia jakość czipsów. Jego poziom jest kontrolowany, a ubytki automatycznie uzupełniane. Zautomatyzowane jest też mieszanie i rozładunek.
Bardziej chrupkie czipsy smaży się w maszynach pracujących w trybie ciągłym. Olej krąży w nich między filtrem a zewnętrznym wymiennikiem ciepła, który zapewnia większą sprawność cieplną. Ta jest wymagana ze względu na dużą ilość wilgoci do odparowania w związku ze stałym dopływem surowca do smażenia. Dostępne są różne konstrukcje, na przykład maszyny z kilkoma strefami, w których parametry procesu można regulować niezależnie, uzyskując różne kolory i tekstury czipsów. Urządzenia próżniowe z kolei odparowują wodę w niższej temperaturze niż tradycyjne, co pozwala na smażenie odmian ziemniaków o dużej zawartości cukru bez ich brązowienia.
Pakowanie czipsów
Kolejny etap produkcji to kontrola jakości (patrz: ramka). Następnie czipsy trzeba zapakować. Rozmiar plasterków determinuje wymiary opakowania. Oprócz tego powinno mieć określone specyfiką produktu cechy: nieprzepuszczalność dla pary wodnej (zapobiega absorpcji wilgoci, która powoduje utratę chrupkości), nieprzezroczystość (zapobiega jełczeniu pod wpływem światła i ciepła), nieprzepuszczalność zapachów i odporność na tłuszcz. By uniknąć pokruszenia czipsów, materiał opakowania musi także być sztywny. Dodatkowo wypełnia się je powietrzem – w nadmuchanych paczkach nacisk z zewnątrz jest amortyzowany. By opakowanie spełniło swoją funkcję, powinno być też szczelne i właściwie oznakowane.
W pakowaniu czipsów używane są pakowarki formujące rękaw z folii, wypełniające go produktem i zamykające przez zgrzewanie brzegów. Torebki wykonane w ten sposób zwykle mają trzy szwy: wzdłużny, powstały przez złączenie na zakładkę brzegów folii, zamykający spód torby i uszczelniający ją od góry. Najpopularniejsze są pakowarki działające w pionie. Ich komponenty to: rolka z nawiniętą folią, układ prowadnic, którymi jest rozwijana i prowadzona do kołnierza formującego, wsyp do podawania czipsów, zgrzewarka, która łączy brzegi folii. Wyposaża się je również w liczne sensory, na przykład ultradźwiękowe i optyczne.
Pierwsze mierzą średnicę folii na rolce i jej naciągnięcie. Na tej podstawie sterownik oblicza, ile jej zostało i w razie potrzeby sygnalizuje uzupełnienie, a gdy jest za luźna zwiększa obroty rolki. Sensory optyczne wykrywają znaczniki na folii wyznaczające końce kolejnych torebek – wtedy sterownik aktywuje obcinarkę i zgrzewarkę. Pakowarki pionowe to uniwersalne maszyny, które łatwo przestawić na produkcję zgrzewanych torebek różnego typu. Są również szybkie.
Kontrola jakości w produkcji spożywczejKontrola jakości w produkcji artykułów spożywczych jest kluczowym i koniecznym etapem. Żywność sprawdza się m.in. pod kątem występowania zanieczyszczeń metalowych, jednych z częściej wykrywanych ciał obcych. Mogą one wnikać na różnych etapach produkcji, gdyż metale są głównym materiałem wykonania maszyn – mimo środków ostrożności odłamków, drutów, opiłków nie można całkiem wyeliminować. Dlatego w kontroli jakości surowców i produktów spożywczych używa się wykrywaczy metali. Dzięki nim zapobiega się spożyciu takich cząstek przez konsumentów i uszkodzeniu przez nie maszyn – producent unika zatem strat z powodu napraw sprzętu, odszkodowań, utraty reputacji. Wykrywacze metali zbudowane są typowo z cewek: nadawczej i odbiorczych. Metalowy obiekt wprowadzony między nie zaburza pole elektromagnetyczne i zmienia sygnał wyjściowy cewek odbiorczych. Nie wszystkie metale są łatwo wykrywalne. Trudna jest na przykład detekcja stali nierdzewnej, zwłaszcza jeśli produkt jest mokry. Skuteczna jest inspekcja pod kątem występowania metali nieżelaznych, a najłatwiej można wykryć stal i żelazo. Dla większej efektywności detekcji wykrywacze metali instaluje się w kilku punktach kontroli surowców, produktów i przed maszynami wymagającymi ochrony. Ważny jest również wybór modelu wykrywacza – dostępne są wersje z jedną i z wieloma częstotliwościami pracy. Możliwości detekcji pierwszych są ograniczone w zakresie specyfiki wyrobu, opakowań, warunków pomiaru. Drugie przełączają się między częstotliwościami roboczymi lub działają w pełnym ich spektrum. Wykrywacze najwyższej klasy automatycznie przełączają się na najlepszą częstotliwość i dobierają czułość, by uzyskać maksymalną efektywność detekcji, przy minimalnej liczbie fałszywych odrzutów. Artykuły spożywcze są poza tym sprawdzane pod kątem obecności ciał obcych niemetalowych, jak kości, szkło i kamienie – w tym celu korzysta się z systemów inspekcji rentgenowskiej. Weryfikowana jest także waga produktu. Kontrola jakości przed wysłaniem wyrobu do klienta jest często łączona, dzięki wykorzystaniu automatów o funkcjonalności na przykład wagi i wykrywacza metalu albo wagi i detektora RTG. W zależności od specyfiku trzeba też wybrać typ odrzutnika usuwającego z taśmy produkty, które nie przeszły kontroli jakości z wynikiem pozytywnym. Najpopularniejszy i najwszechstronniejszy jest ten z dwoma ramionami (rys. 1 a). W przypadku małych, lekkich wyrobów i dużych prędkości transportu sprawdzi się zdmuchiwanie strumieniem powietrza (rys. 1 b). Konstrukcja z pochylanym przenośnikiem nadaje się do odrzucania produktów niezapakowanych, tych sypkich i lepkich (rys. 1 c), podobnie jak ta z klapą (rys. 1 d). Do usuwania z taśmy ciężkich paczek zaleca się odrzutniki z napędzanym powietrzem elementem spychającym wybrakowane produkty (rys. 1 e). 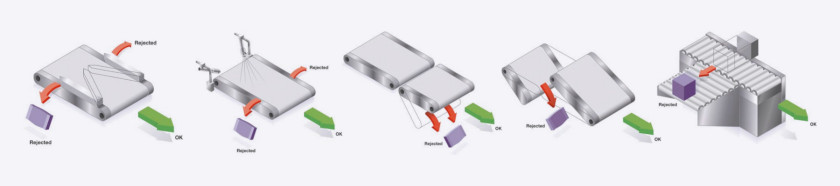
|
Jak jest zbudowany saturator?
Na półkach w sklepach wielkopowierzchniowych, będących głównym miejscem sprzedaży produktów szybko zbywalnych obok przekąsek zazwyczaj znaleźć można szeroki wybór napojów, alkoholowych i bezalkoholowych, jak soki czy napoje gazowane. Niezbędną częścią linii produkcyjnych tych ostatnich jest saturator.

Jest to urządzenie służące do nasycania napojów dwutlenkiem węgla. Dzięki niemu musują. CO2, który jest gazem nietoksycznym, obojętnym oraz w zasadzie bezsmakowym, jest jednym z nielicznych nadających się do tego celu. Dwutlenek węgla hamuje też rozwój bakterii i pleśni oraz ma właściwości konserwujące, dzięki czemu uzupełnia działanie pozostałych środków dodawanych w tym celu do napojów. Saturator składa się typowo z ciągu rur, czujnika zawartości CO2, zaworu regulującego jego dopływ i sterownika. Gaz jest wprowadzany do cieczy za pomocą specjalnej dyszy (zwężki) zapewniającej jego równomierne rozprowadzenie i dokładne wymieszanie z napojem. Zawartość dwutlenku węgla mierzona na wylocie saturatora zostaje porównana w regulatorze z wartością docelową. Na podstawie wyznaczonej w ten sposób różnicy steruje on zaworem regulującym dopływ CO2.
Wyróżnia się dwie metody saturacji: wody, do której dopiero zostaną dodane pozostałe składniki, albo gotowego napoju. W pierwszym przypadku urządzenia miksująco-saturacyjne mogą działać dwufazowo lub jednofazowo, jednocześnie mieszając składniki napoju i nasycając go CO2. Przed poddaniem cieczy saturacji konieczne jest jej odpowietrzenie, obecność tlenu bowiem skraca trwałość gotowego wyrobu. Gazowany napój trafia do zbiornika, w którym następuje jego ustabilizowanie się, konieczne przed rozlewem do butelek.
Pakowanie napojów: jednostkowe i zbiorcze

Soki owocowe przygotowuje się z kolei z koncentratów. Produkcja rozpoczyna się od przebrania, umycia i obrania owoców, które później rozdrabnia się i zgniata. Powstała miazga poddawana jest depektynizacji. Jej celem jest rozkład związków pektynowych, co ułatwia tłoczenie oraz poprawia jego wydajność. Z miazgi tłoczony jest sok. Kolejny etap to jego dearomatyzacja, która ma na celu pozyskanie kondensatu substancji zapachowych. Przeprowadza się ją w podgrzewaczu, w którym sok jest równocześnie pasteryzowany. Następnie jeszcze raz wykonuje się jego depektynizację. Potem sok jest klarowany, filtrowany i zagęszczany przez odparowanie wody. Przed magazynowaniem koncentrat zostaje schłodzony. Aby później wyprodukować z niego sok, dodaje się wodę i kondensat zapachowy.

Soki rozlewane są do butelek, szklanych lub plastikowych albo kartonowych pudełek. Składanie tych ostatnich jest zautomatyzowane. Typowa maszyna do składania kartonów w pudełka zbudowana jest z następujących sekcji: podajnika, w którym umieszczane są kawałki tektury, jej wstępnego wygładzania, zwykle termicznego (dobór temperatury jest kluczowy – za wysoka uszkodzi karton, za niska pozostawi zafalowania), cięcia, gdzie tektura zostaje przycięta do określonych wymiarów, składania, kontroli jakości w celu oddzielenia pudełek zdeformowanych, nakładania kleju na brzegi boków pudełka, ich sklejania.
Przykładem techniki pakowania zbiorczego jest z kolei pakowanie w folię termokurczliwą. Jest to proces dwuetapowy. W pierwszym kroku produkt umieszcza się w folii, w postaci zwykle rękawa lub półrękawa i zgrzewa się jej boki. W tym celu wykorzystuje się zgrzewarki przepływowe. Następnie w ten sposób zamknięty pakiet wprowadza się do tunelu grzewczego, gdzie pod wpływem gorącego powietrza folia się obkurcza. Główne komponenty tunelu to typowo komora grzewcza i wyjściowy wentylator chłodzący. Aby poprawić jakość obkurczania oraz zmniejszyć zużycie energii, ich producenci rywalizują na rozwiązania w zakresie cyrkulacji powietrza w komorze grzewczej, na przykład stosując nawiewy gorącego powietrza o małych turbulencjach czy montując grzałki elektryczne wyposażone w promienniki ciepła, których zadaniem jest zwiększenie powierzchni oddawania ciepła. Można również przeważnie regulować prędkość przesuwu transportera w komorze grzewczej i sterować nawiewem gorącego powietrza.
Janetta Sałek
|

Etapy produkcji papierosów

Produktem pierwszej potrzeby dla wielu są wciąż niestety też papierosy. Ich produkcja rozpoczyna się od skomponowania mieszanki z liści tytoniu charakterystycznej dla danej marki. Potem poddaje się je obróbce w celu rozdzielenia łodygi i blaszki. Najpierw, by je przygotować, kondycjonuje się je w bębnach gorącym powietrzem oraz parą wodną, aby stały się bardziej giętkie. Następnie liście są wielokrotnie młócone. Rozdzielone łodygi i blaszki są suszone, nawilżane oraz schładzane, aż do uzyskania optymalnej zawartości wilgoci, od której zależy jakość palenia, smak oraz wydajność produkcji. Oprócz liści tytoniu różnych gatunków składnikami mieszanki są też: aromaty, środki uelastyczniające i dodatki smakowe.
Produkcja papierosów to szybki, w pełni zautomatyzowany proces– wydajność linii technologicznych w fabrykach tytoniowych sięga nawet kilkudziesięciu tysięcy sztuk na minutę. Rozpoczyna się od stworzenia jednego, długiego papierosa. W tym celu ze szpuli rozwija się bibułkę, na którą rozsypuje się mieszankę tytoniu. Bibułkę zwija się wokół wsadu. Powstały rulon w kolejnym kroku jest cięty na kawałki. Na obu końcach każdego z nich umieszczane są filtry, owijane bibułką na ustnik. Kawałki te są potem rozcinane na pół, na dwa papierosy z filtrem. Na koniec pakuje się je w paczki, które dla zachowania aromatu owija się w folię i pakuje zbiorczo w kartony. Ze względu na specyfikę papierosów ich produkcja musi przebiegać w kontrolowanych warunkach – wynika to stąd, że liście tytoniu i bibułka do ich owijania mają właściwości higroskopijne. Jeśli zatem wilgotność otoczenia jest za duża lub za mała, jakość papierosów pogorszy się – mokre będą się słabo palić, a zbyt suche kruszyć. Dlatego poszczególne etapy obróbki tytoniu wymagają kontroli i utrzymania określonego poziomu tej wielkości (patrz: ramka).
Nawilżanie powietrza w produkcji papierosówNa wszystkich etapach produkcji papierosów wymagane jest utrzymanie określonych poziomów wilgotności, inaczej pogarsza się wydajność maszyn i jakość wyrobu. Na przykład po wstępnej obróbce liście tytoniu wymagają, by wilgotność względna w ich otoczeniu nie była niższa niż 60%–68%. Utrzymanie jej nie jest zazwyczaj trudne, ponieważ na tym etapie poddaje się je działaniu pary wodnej, zatem o ile sprzęt nie został idealnie uszczelniony, dodatkowe nawilżanie nie jest konieczne. Wilgotność w przedziale 60%–70% oraz dodatkowo temperatura +21ºC – +24ºC muszą być podtrzymane też w miejscu magazynowania tytoniu, by nie zaczął schnąć. Na stanowisku produkcji filtrów właściwości materiału, z jakiego są wykonywane nie wymuszają nawilżania. Jeśli jednak wilgotność powietrza spadnie poniżej 50%, zaczną się na nich gromadzić ładunki elektrostatyczne. To będzie powodowało sklejanie się filtrów, a to zakłóci pracę maszyn. Dlatego zaleca się utrzymanie wilgotności względnej powyżej 50% i temperatury około +21ºC. Jeśli stopień zawilgocenia powietrza spadnie poniżej 45% ładunki elektrostatyczne będą się gromadzić niezależnie od temperatury otoczenia. Największe znaczenie wilgotność ma w hali produkcji papierosów. Jej optymalna wartość zapobiega wysuszaniu się tytoniu w czasie transportu kanałami z wykorzystaniem sprężonego powietrza do leja samowyładowczego maszyny, by później nie wypadał z papierosów ani nie zaplamił bibuły, i zawilgoceniu się bibuły, żeby się nie deformowała ani nie sklejała na rolkach, z których jest odwijana. Zalecana wilgotność w tym przypadku to 65%–68%. Kolejny newralgiczny krok to magazynowanie gotowych papierosów w buforze maszyny pakującej. Jego funkcją jest zapewnienie ciągłości pracy pakowarki gdy poprzednia maszyna w ciągu technologicznym ma większą albo mniejszą wydajność produkcji. By jakość papierosów, które są w nim przechowywane nawet kilka godzin nie uległa pogorszeniu wilgotność względna w tym zbiorniku powinna się mieścić w przedziale 60%–70%. Wilgotność na poziomie 65% i temperatura +21ºC powinny być również utrzymywane na stanowisku odzyskiwania tytoniu z wybrakowanych papierosów i odpadów produkcyjnych. W związku z tymi wymaganiami hale produkcyjne i magazyny w fabrykach papierosów wyposaża się w instalacje grzania, wentylacji i nawilżania. Jeżeli chodzi o ostatnie, podnoszenie poziomu wilgotności przy użyciu pary wodnej w tak dużych obiektach jest nieopłacalne. Dlatego korzysta się z nawilżaczy z zimną wodą – popularne są rozpylacze, w których jest ona rozpraszana w strumieniu sprężonego powietrza. Powstała mgiełka szybko odparowuje, podnosząc wilgotność. Dysze umieszcza się na suficie hali, żeby zapewnić równomierną dystrybucję sprayu. Rozpylacze mają dużą wydajność, zapobiegający zatykaniu się dysz mechanizm samoczyszczenia, który ułatwia konserwację oraz zabezpieczenia przed kapaniem. |
Suszarki rozpływowe w produkcji proszku do prania

Środki czystości to kolejny produkt zaliczany do kategorii szybko zbywalnych. Przykład to proszki do prania, które dzięki przystępnej cenie oraz skuteczności usuwania plam z tkanin cieszą się dużą popularnością. Wyróżnić można trzy główne metody ich produkcji. Pierwsza to mieszanie na sucho.
W drugiej materiał bazowy jest rozbijany przez ostrza na proszek, który następnie zostaje spryskany płynnymi składnikami. Po ogrzaniu zachodzi aglomeracja i powstaje żelopodobna substancja, która po wyschnięciu jest rozkruszana. Produktem końcowym są charakterystyczne granulki. Trzecia z metod wykorzystuje suszenie rozpływowe.
Jest ona najefektywniejsza w produkcji proszku do prania w popularnej postaci pustych w środku cząstek, o optymalnych w tym zastosowaniu rozmiarach (0,2‒2,5 mm) i gęstości nasypowej (250‒500 g/l), lekkich i sypkich. Ponadto są w porównaniu do proszku do prania wyprodukowanego innymi metodami najskuteczniej odwodnione, co zapobiega zbrylaniu. Suszenie rozpyłowe jest także metodą najwydajniejszą spośród tych trzech.
Czujniki w maszynach do produkcji i pakowania chusteczek higienicznychMaszyny specjalistyczne, tworzące zautomatyzowane ciągi technologiczne stanowią nagromadzenie serwonapędów współpracujących z licznymi czujnikami. Liczba ostatnich może sięgać, zależnie od stopnia komplikacji danego urządzenia, nawet kilkudziesięciu. Przykład to maszyny do produkcji i pakowania chusteczek higienicznych. W przykładowym wykonaniu urządzenie takie, przeznaczone do produkcji chusteczek dwu-, trzy-, czterowarstwowych ze zintegrowanym systemem pakowania, wyposażone w serwonapędy w konfiguracji rozproszonej z bezpośrednio podłączonymi sensorami, składa się z następujących sekcji: rozwijania, wygładzania papieru, łączenia warstw, tnącej, składającej, sztaplującej, pakowania. Na stanowisku odwijania papier jest rozwijany z rolki o średnicy nawet kilku metrów, stale mierzonej przez czujnik zbliżeniowy. Sensor wykrywa, kiedy materiał się kończy, aktywując alarm o konieczności jego uzupełnienia. Kolejny czujnik zbliżeniowy w tej sekcji maszyny monitoruje proces odwijania, sprawdzając, czy arkusz papieru się nie rozdarł. W części, w której papier jest wygładzany, a jego kilka warstw jest wyrównywanych w taki sposób, żeby łączyły się na krawędziach, czujnik optyczny sprawdza, odróżniając błyszczącą powierzchnię rolek dociskowych od papieru, czy chusteczki nie zablokowały prasy. W sekcji cięcia sensor zbliżeniowy jest podłączony do sterownika serwonapędu modułu ostrzy, a kolejny, laserowy, sprawdza długości kolejno rozcinanych chusteczek. W sekcji ich składania sensory światłowodowe, wybierane ze względu na ograniczenia przestrzenne w tej części maszyny, sprawdzają, czy chusteczki nie zablokowały jej zsypów. Mierzą również wysokość stosu chusteczek – jeżeli osiągnie wartość odpowiadającą ich wymaganej liczbie w paczce, transportowane są one do sekcji owijania w folię. Tam kilka czujników zbliżeniowych monitoruje proces jej rozwijania z rolki i owijania zestawu chustek. Cięcie folii jest wyzwalane przez czujnik koloru, który rozpoznaje znaczniki na niej nadrukowane, wyznaczające koniec kolejnych opakowań. Dalej paczka jest transportowana do sekcji zgrzewania. Tam najpierw wykonywany jest szew wzdłuż. Jego jakość i ciągłość sprawdza czujnik laserowy. Następnie paczka jest obracana i zgrzewane są pozostałe krawędzie. W kolejnym etapie na perforację otwierającą opakowanie naklejana jest etykieta uszczelniająca. Czujnik zbliżeniowy aktywuje moduł etykietujący, a kolejny sensor optyczny sprawdza, czy paczka została prawidłowo zamknięta. |
Typowo w składzie proszku do prania można znaleźć nawet kilkanaście substancji stałych i płynnych. W postaci sypkiej używane są m.in.: bezwodny siarczan sodu, lekka soda kalcynowana i trójpolifosforan sodu, dodatki płynne to m.in.: soda kaustyczna, środki powierzchniowo czynne, roztwór krzemianu sodu oraz substancje zapachowe. Ich przechowywanie i transport wymagają odpowiednich warunków – pierwsze przeważnie magazynuje się w workach i przenosi taśmociągami, a drugie w beczkach i transportuje rurami. Następnie składniki są odmierzane i dozowane w proporcjach według receptury zapisanej w pamięci systemu sterowania procesem. Po ich wymieszaniu powstaje zawiesina detergentu, po pewnym czasie potrzebnym do jej ustabilizowania się, poddawana obróbce w suszarce rozpływowej.
W urządzeniu tym jest rozpylana i jednocześnie ogrzewana gorącym powietrzem. Powoduje to odwodnienie kropli, które na dno zbiornika spadają już jako puste w środku, suche cząstki. W ten sposób powstaje proszek bazowy, będący półproduktem. By odseparować ewentualne pozostałe w nim nadwymiarowe cząstki, przesiewa się go przez sito wibracyjne. Filtruje się także schłodzone powietrze z nawiewów w celu odzyskania cząstek w nim zawieszonych, które można wykorzystać ponownie jako surowiec. Na koniec do proszku bazowego dodaje się pozostałe składniki, które ze względu na ich właściwości nie nadają się do obróbki w procesie suszenia rozpływowego. Po ich zmieszaniu gotowy proszek do prania jest pakowany w worki z tworzyw sztucznych lub pudełka tekturowe.
Produkcja wsadowa środków higieny osobistej

Nagromadzenie maszyn specjalistycznych stanowią także zautomatyzowane linie produkcyjne środków higieny osobistej, na przykład past do zębów. Typowo w ich składzie znaleźć można: wodę, humektanty (substancje o właściwościach hydrofilowych oraz higroskopijnych), środki powierzchniowo czynne, materiały ścierne, zagęszczacze, barwniki, aromaty, konserwanty. W zależności od typu pasty do zębów dodawane są środki bakteriobójcze, wybielacze oraz fluor. Zwykle produkowane są one w ramach procesu wsadowego w reaktorach składających się z kilku zbiorników.
W przykładowym wykonaniu główny z nich wyposażony jest w mieszadła przeciwbieżne, mieszadła kotwicowe z ostrzami oraz zgarniaczami, centralnie zamontowane mieszadło łopatkowe i mieszadło wbudowane w dno zapewniające jednorodność mieszanki. Częścią zestawu są również: zbiornik pomocniczy z mieszadłem łopatkowym do mieszania składników dodatkowych, progresywna pompa wnękowa do wyładunku produktu, pompa próżniowa oraz regulator temperatury. Surowce ładowane są przez system dozowania z kontrolą wagi. Komponenty reaktora są ze sobą połączone mechanicznie, elektrycznie i pneumatycznie na ramie nośnej.
Przykładowy proces produkcyjny rozpoczyna się od włączenia mieszadeł w zbiorniku głównym, w tym tego na dnie, i ustawienia ich startowych prędkości obrotowych, jeszcze przed załadowaniem składników. Następnie pompa próżniowa dozuje część płynnych surowców. Podczas ich łączenia mieszadła są sekwencyjnie włączane i wyłączane. Regulowana jest też prędkość ich obrotów. W kolejnym kroku ze zbiornika odpompowuje się powietrze, a regulator ciśnienia automatycznie utrzymuje je na stałym poziomie, zwykle kilku milibarów. Potem pompa próżniowa wlotem w dolnej części zbiornika dozuje składniki stałe. Są tłoczone wolno, by uniknąć uformowania się grudek. Zapewnia to także czas na ich zwilżenie i równomierne rozprowadzenie w mieszaninie.
Kiedy osiągnie ona wymaganą lepkość, mieszadło wbudowane w dno zostaje zatrzymane, a prędkość obrotów pozostałych jest zmniejszana do wartości startowej. Po czasie określonym w recepturze dozowane są pozostałe ciekłe składniki. Po ich zmieszaniu ciśnienie w zbiorniku jest stopniowo zwiększane i dodawane są aromaty, które krótko się miesza. Po zatrzymaniu mieszadeł pobrana zostaje próbka pasty do kontroli jakości. Gotowy produkt jest ze zbiornika odprowadzany przez pompę wnękową.
Radomir Ochocki
|

Mycie w maszynach do produkcji antyperspirantów
W ramach produkcji wsadowej wytwarzane są też antyperspiranty. Zaliczane są one do tej samej kategorii kosmetyków co dezodoranty, ale działają inaczej. Te drugie jedynie maskują zapach za pomocą składnika alkoholowego, natomiast antyperspiranty zawierają środki, które zapobiegają poceniu się, zatykając pory skóry. Dostępne są w różnych postaciach, na przykład w sprayu lub w kulce. W drugim przypadku płynny środek jest przechowywany w opakowaniu zamkniętym okrągłym korkiem, który połową styka się z jego zawartością. Przesuwanie kulki po skórze aplikuje antyperspirant. Zazwyczaj w składzie takich kosmetyków można znaleźć: wodę demineralizowaną, zagęszczacze, humektanty, środki powierzchniowo czynne, sole glinu, które zapobiegają poceniu się, zapach, środek antybakteryjny i dodatki, jak regulatory pH. Składniki oraz ich proporcje mogą się różnić w zależności od producenta.
Antyperspiranty produkowane są w reaktorach podobnych do tych opisanych wcześniej. W ich przypadku pierwszy krok to rozpuszczenie zagęszczacza w gorącej wodzie w zbiorniku głównym i wymieszanie środków powierzchniowo czynnych w tym pomocniczym. Po oddzielnym przygotowaniu tych składników są one łączone w zbiorniku głównym. Wówczas dodawane i mieszane są sole glinu, a na zakończenie zapach oraz środek antybakteryjny.
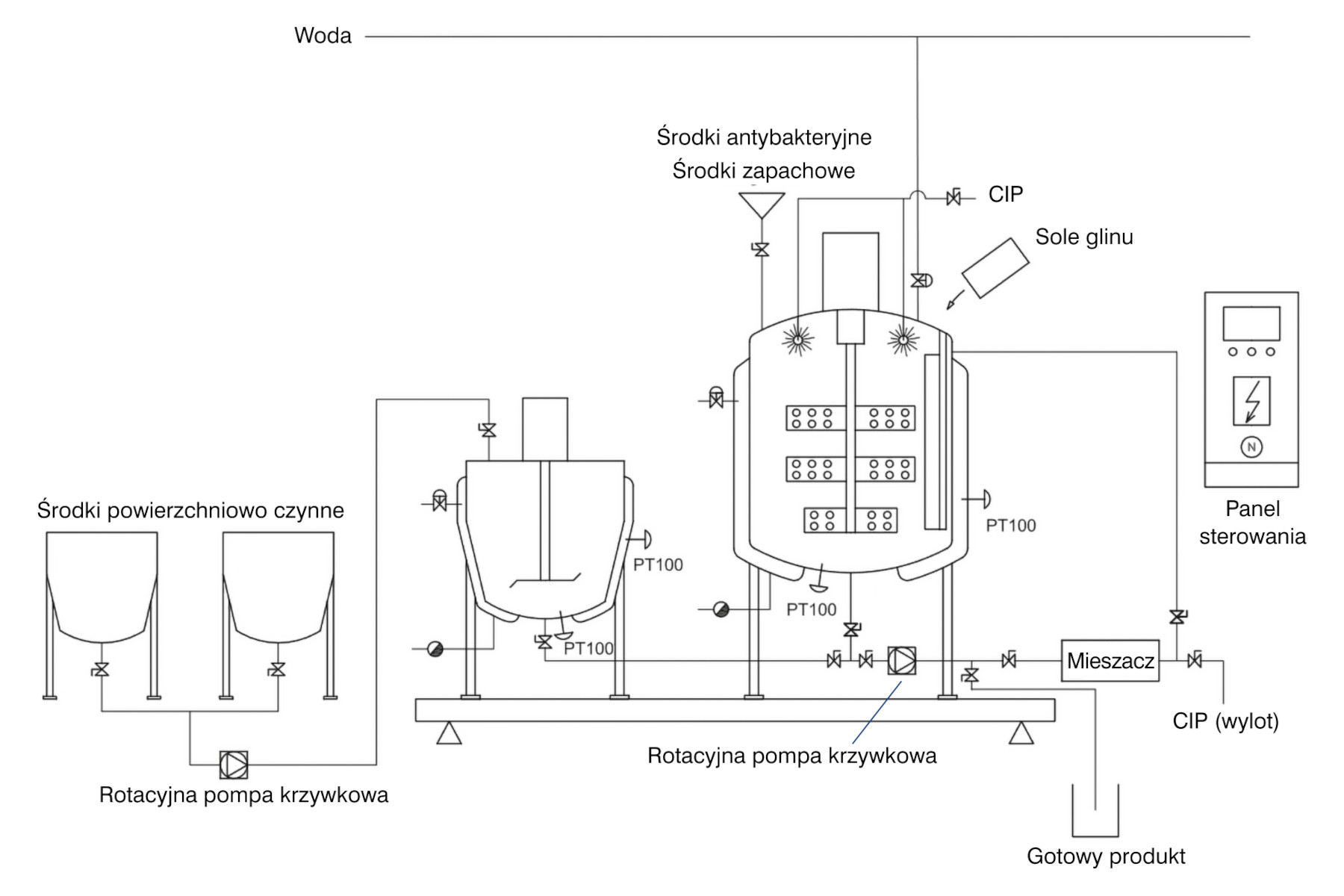
Ważnym aspektem użytkowym reaktorów do produkcji wsadowej jest ich mycie – jest konieczne, aby wydłużyć żywotność maszyny i zapewnić odpowiednią jakości produktu finalnego. Przykładowa procedura obejmuje wstępne płukanie wodą z detergentem przeciwpieniącym, właściwe mycie wodą z odpowiednim do typu zanieczyszczeń detergentem, a na koniec spłukanie czystą ciepłą wodą. Producenci reaktorów do procesów wsadowych w zakresie realizacji oferują różne opcje, w tym: automatyczne mycie na miejscu w systemie CIP (Cleaning In Place), ręczne mycie w systemie CIP oraz całkowicie ręczne mycie za pomocą na przykład myjki ciśnieniowej. Automatyczny system CIP nie wymaga demontażu urządzenia – jest to podejście najefektywniejsze i najszybsze. Ręczny system CIP wykorzystuje zbiornik z wodą lub wodą z detergentem oraz pompę do cyrkulacji tych środków w urządzeniu. Zbiornik należy napełniać lub opróżniać samodzielnie, zgodnie z cyklem czyszczenia.
Monika Jaworowska

















