
Główne etapy przetwórstwa drewna to: prace leśne, podczas których ścina się i transportuje drzewa, wstępna obróbka drewna w tartakach oraz prace wykończeniowe w zakładach o profilu zależnym od typu produktu końcowego, na przykład fabrykach mebli, stolarki okiennej, papierniczych. Ze względu na charakter zadań stopień ich zautomatyzowania zwiększa się w tej samej kolejności.
Z automatyką w lesie
Jeżeli chodzi o pierwszy krok – prace leśne – to ze względu na ich specyfikę, przede wszystkim wysiłek fizyczny, trudne warunki pracy i niebezpieczeństwa im towarzyszące, najlepiej byłoby zastąpić człowieka maszyną w większości zadań. Najważniejsze to: planowanie wycinki, w którym priorytetem jest zrównoważone gospodarowanie zasobami leśnymi, ścinanie drzew, przeprowadzone w taki sposób, żeby pień nie uległ zbytniemu uszkodzeniu, zrywka, czyli transportowanie ściętych drzew z miejsca wycinki na miejsce zbiorczego załadunku, ich załadowanie do środka transportu oraz w końcu przewiezienie do tartaku.
Jak na razie tytuł tego akapitu nie oznacza niestety, że dalej przedstawiamy przegląd stosowanych rozwiązań, a raczej sugeruje opóźnienia w dziedzinie automatyzacji prac leśnych. Dlatego w zamian skupiamy się głównie na perspektywach, pracach badawczych i prototypach w tym zakresie. Oczywiście chodzi tu o zaawansowane technologie, rozwijane w kierunku pełnej autonomii, gdyż sprzęt leśny, jak inny ciężki, od lat stanowi już nagromadzenie systemów sterowania i czujników, które czynią pracę w lesie bezpieczniejszą, wydajniejszą i lżejszą.
Przykład to regulatory load sensing, zapewniające płynne sterowanie pompami hydraulicznymi w napędach maszyn leśnych, takich jak kombajny zrębowe i ciągniki zrywkowe. Pompy z takimi sterownikami dostosowują natężenie przepływu oleju i jego ciśnienie w układzie do bieżącego obciążenia siłownika. Dzięki temu nie pracują ciężej, niż wymaga tego wykonywane zadanie.
To zapewnia oszczędność energii i zapobiega ich przegrzewaniu się. Maszyny leśne są poza tym wyposażane w czujniki, które pozwalają m.in. na zautomatyzowanie pomiaru średnic i długości pni. Wyniki ich pomiarów są potem wykorzystywane podczas ich cięcia na kłody, jeśli stosowane jest podejście CTL (Cut-to-Length), w którym obróbka drewna odbywa się w miejscu jego ścinki (patrz: ramka).
Wyzwania w autonomicznej wycince

Jeżeli natomiast chodzi o zautonomizowanie sprzętu do prac leśnych, ich najważniejsze etapy pod względem potencjału i perspektyw postępu w tym zakresie znacznie się różnią. W powijakach jest jeszcze zdecydowanie technologia autonomicznych maszyn do wycinki – największe wyzwanie w tym zakresie stanowi zapewnienie bezpieczeństwa w realizacji tego zadania, zarówno ludziom, jak i... autonomicznym urządzeniom. Taka maszyna przede wszystkim musi być w stanie jednoznacznie odróżnić drzewo od człowieka. Pod uwagę trzeba również wziąć to, że padające drzewo może w nią uderzyć, nawet bowiem jeżeli stosuje się specjalne techniki nacinania mające ukierunkować ścinany pień, kierunek padania nigdy nie jest do końca przewidywalny. W obu przypadkach istnieją już lub są rozwijane rozwiązania sprzętowe oraz programowe, które pozwolą na bezpieczną autonomiczną wycinkę. Pierwszy problem mogą rozwiązać systemy wizyjne i oprogramowanie AI, które będą się uczyć rozpoznawać drzewa – technologia ta jest już testowana przy selekcji drzew przeznaczonych do wycięcia w ramach przerzedzania lasów z drzew chorych, ze szkodnikami albo zagrzybionych. Głównym problemem jest w tym przypadku wciąż rozpoznanie drzew na obrazie rejestrowanym przez kamery zamontowane na robocie/maszynie – odróżnienie ich pni od obiektów tła jest tym trudniejsze, im bardziej nierównomierne jest oświetlenie, skutkujące występowaniem różnych odcieni kolorów i cieni, i im bardziej niejednorodna jest tekstura kory.
W jednej z proponowanych metod pozwalających uniknąć drugiego problemu z kolei planowane jest wykorzystanie specjalnych środków chemicznych NDA (Non-explosive Demolition Agent). Stanowią one alternatywę dla tradycyjnych materiałów wybuchowych, rozbijając ośrodek przez rozszerzanie się w nim, bez hałasu i wibracji charakterystycznych dla "normalnych" eksplozji. NDA byłyby przez robota/maszynę wlewane przez otwory wywiercone w pniu. Ponieważ do rozbicia ośrodka dochodzi po jakimś czasie, robot/maszyna i personel mieliby czas, żeby się oddalić na bezpieczną odległość. Głównym wyzwaniem w tej metodzie jest rozplanowanie rozmieszczenia otworów odwiertów w taki sposób, by pęknięcie w miejscu ścięcia drzewa nie propagowało wzdłuż pnia, niszcząc je, a przez to obniżając jego wartość w kontekście dalszej obróbki.
Pomiary w kombajnach zrębowych
W pracach leśnych duży nacisk kładzie się na to, by uzyskać jak największą ilość wartościowego surowca do dalszej obróbki, zarazem ograniczając odpady do minimum. W tym celu, jeśli pnie są cięte na kłody w miejscu ich ścięcia, cięcia optymalizuje się w oparciu o przetwarzane w czasie rzeczywistym wyniki pomiarów długości oraz średnicy pnia wykonywane automatycznie przez kombajn zrębowy. Długość mierzy się za pomocą sensorów w korpusie głowicy kombajnu. Czujniki średnicy są umieszczone w górnych nożach okrzesujących lub w rolkach podających. Rejestrowane są co najmniej trzy punkty wokół pnia w każdym punkcie pomiarowym, chociaż średnica może być również wyznaczona jako średnia z dwóch średnic, jeżeli zostały zarejestrowane cztery punkty (rys. 1). 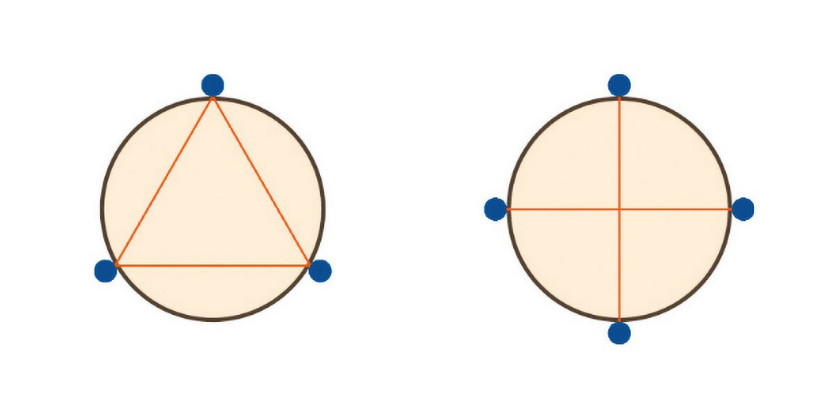
Komputer pokładowy ponadto kompensuje różne błędy, takie jak większa średnica pnia wyżej niż niżej, co może oznaczać, że pomiaru dokonano w miejscu, w którym znajduje się kikut gałęzi. Takie odczyty są ignorowane. Z kolei w części, w której nie wykonano pomiarów, średnicę oblicza się na podstawie formuły opisującej zwężanie się pnia. Dokładność pomiarów zależy od szeregu czynników. Na te zewnętrzne operator nie ma wpływu. Są to przede wszystkim właściwości drzew, głównie: owalność pni, liczba konarów oraz grubość kory i wpływające na nią pory roku oraz warunki atmosferyczne. Oprócz tego ważne jest prawidłowe skalibrowanie systemu pomiarowego, konserwacja oraz ustawienia noży okrzesujących, rolek podających i koła pomiarowego. Przykładem tych ostatnich jest nacisk – w przypadku noży okrzesujących i rolek podających powinien być wystarczający, żeby utrzymać pień, ale bez opóźniania podawania. |
Autonomiczna zrywka

Warto też dodać, że generalnie w przypadku autonomicznych maszyn do prac leśnych problemem będzie poruszanie się po nierównym podłożu. W tym zakresie testowane są, jak się może wydawać, futurystyczne rozwiązania, na przykład roboty ścinające drzewa, które przemieszczają się z drzewa na drzewo, wykorzystując pień jako podporę, w ogóle nie dotykając ziemi, a zatem niezależnie od warunków terenowych i roboty, które dla zachowania równowagi, w razie przewrócenia się, będą wysuwać pomocnicze ramiona stabilizujące. Choć te pomysły bez wątpienia napędzają innowacje, daleko im do komercjalizacji.
Zdecydowanie najłatwiejsza do zautonomizowania wydaje się zrywka – w tym zakresie rozważa się zaadaptowanie rozwiązań wykorzystywanych w autonomicznych kombajnach rolniczych, które nawigują, wykorzystując GPS i skanery laserowe. Wymagają one jednak dostosowania do specyfiki lasu. Chodzi o wspomniane już nierównomierności podłoża – to odróżnia zwózkę ściętych pni od zbioru upraw rolnych zazwyczaj po stosunkowo płaskim i pozbawionym przeszkód gruncie, co jest wyraźną zaletą w przypadku automatyzacji tego zadania. Tymczasem zrywka może być prowadzona krętymi ścieżkami, na których można się spodziewać, poza zmiennym ukształtowaniem terenu, również licznych przeszkód, na przykład pni leżących w poprzek drogi. Zatem zadanie transportu kłód z miejsca wycinki wymaga informacji w czasie rzeczywistym o położeniu maszyny i zdolności do omijania przeszkód. Sprawę utrudnia też to, że jakość sygnału GPS, nie wspominając o dostępie do Internetu, w lesie może być różna. By rozwiązać ten drugi problem, testowane są rozwiązania, w których transporter (skider albo forwarder) jest połączony z miejscem docelowego rozładunku pni za pomocą stalowej liny, zastępującej GPS. W zakresie detekcji przeszkód i ogólnej orientacji w terenie z kolei testowane są metody opracowywane na przykład z myślą o dronach, bazujące na algorytmach głębokiego uczenia do wykrywania obiektów i tworzenia map otoczenia w czasie rzeczywistym.
Automatyka w tartaku
Celem automatyzacji w tartakach, jak w innych zakładach, jest poprawa wydajności produkcji. To co je wyróżnia, stanowiąc największe wyzwanie w jego realizacji, to specyfika surowca, który jest poddawany obróbce. Charakteryzuje go bowiem niejednorodność i nieprzewidywalność jakości, w szczególności w zakresie kształtu – jest on praktycznie w przypadku każdej kłody niepowtarzalny. To utrudnia dobór ustawień maszyn w taki sposób, by na przykład optymalizując cięcia, uzyskać z danej ilości surowca jak najwięcej wartościowego pod kątem dalszego przetwórstwa drewna, przy równoczesnym utrzymaniu opłacalnej prędkości pracy. W związku z tym ważnym komponentem linii produkcyjnych w tartakach są czujniki, które ułatwiają dostosowanie się do tej zmienności, mierząc cechy, którymi różnią się kolejne kłody. Ze względu na rodzaj surowca są to przede wszystkim sensory bezprzewodowe, a wśród nich głównie czujniki optyczne i wizyjne.
Pierwszym krokiem w obróbce pni jest usunięcie kory, którą są wciąż pokryte, kiedy docierają do tartaku, żeby jak najdłużej mogła chronić drewno przed uszkodzeniem. Na tym etapie sensory są wykorzystywane w kontroli jakości oraz dostarczają sygnałów w pętli sprzężenia zwrotnego do systemu sterowania maszyn do okorowywania.
Roboty współpracujące w szlifowaniu drewna
Szlifowanie drewna jest przykładem zadania, którego robotyzacja może przynieść wiele korzyści. Wynika to stąd, że dla ludzi czynność ta jest uciążliwa z kilku powodów. Po pierwsze jest to zadanie... nudne, ponieważ opiera się na powtarzaniu tych samych ruchów. Jest to również czynność... brudna – operatorzy szlifierek pracują w chmurach kurzu. Po trzecie jest to zadanie niebezpieczne – poza ryzykiem skaleczenia istnieje również wysokie prawdopodobieństwo zachorowania na chorobę zespołu cieśni nadgarstka. W zakresie robotyzacji szlifowania duże nadzieje pokłada się w robotach współpracujących – pierwsze maszyny zaprojektowane pod tym kątem są już nawet dostępne. Sprawdzają się one w szlifowaniu powierzchni płaskich i zakrzywionych, z szerokiej gamy materiałów, na co pozwalają dostępne w zestawie wymienne wkładki szlifierskie oraz wbudowane czujniki siły. Są także zwykle zintegrowane z systemami odsysania pyłu, co poprawia bezpieczeństwo pracowników w pobliżu. Generalnie zaś przewaga robotów współpracujących polega w tym zastosowaniu na tym, że ich przeprogramowanie jest łatwiejsze i szybsze, w porównaniu ze zwykłymi robotami przemysłowymi. |
Zalety i ograniczenia korowarek z bębnem

Do usuwania kory używane są specjalistyczne urządzenia – korowarki. Poza tym, że oddzielają ją od drewna właściwego, wraz z nią usuwają różne zanieczyszczenia, co jest szczególnie ważne w okresie jesienno-zimowym, gdy drewno jest mocno zabrudzone, a dodatkowo przymrożone. W tartakach wykorzystuje się maszyny do okorowywania różnego rodzaju. Najpopularniejsze są: bębnowe, rolkowe i z obrotowymi nożami.
Pierwsze zbudowane są z obracających się bębnów, do których wkłada się pnie. Kora jest z nich usuwana przez ścieranie w wyniku tarcia drzew o siebie nawzajem oraz, w mniejszym stopniu, o wypustki wewnątrz korowarki wspomagające przewracanie się kłód. Do zalet tych maszyn zalicza się możliwość jednoczesnej obróbki wielu pni. Wad niestety mają więcej. Przede wszystkim jest to mała dokładność usuwania kory, szczególnie z kłód o małych średnicach. Problemem jest również przymrożona kora – maszyny bębnowe usuwają ją niedokładnie, a częściej wcale. Żeby go rozwiązać, wykorzystuje się wodę do odladzania – skutkiem ubocznym tego podejścia jest konieczność zagospodarowania ścieków. Spodziewać się można także wysokich kosztów eksploatacji i konserwacji. Trudno się je też reguluje.
Co wyróżnia korowarki rolkowe?
Korowarki rolkowe również mogą usuwać korę z wielu pni jednocześnie. Główną różnicą między maszynami tego typu a korowarkami bębnowymi jest sposób toczenia kłód. W rolkowych u dołu nieruchomej rurowej obudowy zamontowane są stopniowane rolki z wypustkami, które tną korę. Jednocześnie wałki te wypychają kłody w górę z boku obudowy, te zaś następnie staczają się po innych i cykl się powtarza. Oprócz tego, że kora jest usuwana przez ściernice na rolkach, odpada także na skutek wzajemnego tarcia kłód. Korowarki tego typu mogą mieć zamknięte lub otwarte dno. Do najważniejszych zalet maszyn rolkowych w porównaniu z bębnowymi zalicza się: małą utratę włókien, usuwanie kory przymrożonej, z kłód o małych i większych średnicach, łatwa regulacja, uniwersalność, mniejszy pobór mocy.
W trzecim typie korowarek warstwę wierzchnią z pni zrywa zestaw obrotowych noży. Lepiej sprawdzają się one w obróbce drewka miękkiego niż twardego. Ich zaletą jest to, że można regulować siłę nacisku noży odpowiednio do grubości i typu kory.
Kamil Niemyjski
|

Jak działają inteligentne korowarki?
Wykorzystują to producenci inteligentnych korowarek. Tego typu urządzenia mają możliwość samoregulacji oraz uczenia się przez analizowanie cech kłód. W przykładowej realizacji taka maszyna składa się z trzech podsystemów. Pierwszy, w oparciu o szereg czujników, mierzy najważniejsze cechy kłód i warunki, w jakich odbywa się korowanie (średnice wzdłuż pnia, długość kłody, jej skrzywienia i stożkowatość, temperaturę). Na tej podstawie drugi dobiera odpowiednie parametry obróbki, czyli w tym przypadku siłę nacisku ostrzy, prędkość posuwu taśmociągu z kłodami oraz prędkość wirowania ostrzy. Są one równocześnie modyfikowane w oparciu o dane dostarczane w pętli sprzężenia zwrotnego z systemu wizyjnego kontrolującego jakość kłód (ilość pozostawionej kory, stopień utraty włókien, gładkość powierzchni), który współpracuje z oprogramowaniem, w którym zostały zaimplementowane algorytmy uczenia maszynowego. Te, analizując związek między ustawieniami narzędzi tnących i przenośnika a końcową jakością pni, wyciągają wnioski i parametry pracy korowarki sukcesywnie korygują, żeby uzyskać jak najlepsze wyniki.
Jak efektywnie ciąć drewno na deski?

W kolejnym kroku kłody tnie się na deski. Pnie drzew rozcina się po łuku. W ten sposób ogranicza się straty drewna na wyrównywanie, z którymi trzeba by się liczyć, chcąc prosto ciąć powyginane kłody. Dotyczy to zwłaszcza tych o mniejszych średnicach.
Rozcinanie po łuku realizuje się w ten sposób, że dla każdego kawałka drewna wyznacza się ścieżkę cięcia zoptymalizowaną pod kątem jakości oraz wytrzymałości desek, przy możliwie najmniejszej stracie surowca. Dwie pierwsze cechy uzyskuje się, omijając defekty i podążając za wzorem słojów. Otrzymane w ten sposób zakrzywione deski są później prostowane w czasie suszenia.
Rozcinanie drewna po łuku jest przeważnie realizowane na jeden z dwóch sposobów. W pierwszym manipuluje się pniami naprowadzanymi na stacjonarne piły, natomiast w drugiej metodzie przesuwa się ostrza. Optymalny profil ich ruchu jest wyznaczany na podstawie danych na przykład ze skanera laserowego oraz stacji inspekcji rentgenowskiej. W sterowniku ostrzy jest on zestawiany z aktualną pozycją piły, która jest następnie regulowana odpowiednio do wyniku tego porównania.
Nesting w produkcji mebli tapicerowanych

Deski wyprodukowane w tartaku są wykorzystywane jako materiał budowlany i wykończeniowy. Ważnym klientem tych zakładów jest również przemysł meblarski. Wyróżnić można kilka typów mebli, w tym z litego drewna, z wikliny i tapicerowane. Potencjał automatyzacji jest szczególnie duży w przypadku tych ostatnich.
Przykładowo popularnym rozwiązaniem w produkcji mebli tapicerowanych jest wykorzystanie centrów obróbczych CNC do rozcinania płyt drewnianych na części potrzebne do wykonania stelaża, cięcia pianki poliuretanowej, którą obudowuje się stelaż i rozcinania na części tkanin, którymi obija się mebel. Aby zapobiec marnotrawieniu materiałów, na każdym z tych etapów wdraża się metodę nestingu (zagnieżdżania).
Polega ona na rozplanowaniu elementów do wycięcia na dostępnej powierzchni płyty, pianki lub materiału w taki sposób, aby pozostało na niej jak najmniej niewykorzystanego miejsca. Dzięki temu w jednym cyklu pracy maszyny CNC wycinane są od razu wszystkie części. Nie trzeba zatem angażować pracowników, żeby zmieniali ułożenie materiału do kolejnych cięć, a ilość powstałych przy tym odpadów jest ograniczona do minimum. Nesting wykorzystuje się przy wycinaniu kształtów nieregularnych, wymagających cięć krzywoliniowych oraz regularnych, wykrawanych cięciami prostymi.
Efektywność rozplanowania elementów zależy od skuteczności algorytmów zaimplementowanych w oprogramowaniu realizującym zadanie nestingu. Na uzyskane oszczędności wpływa dodatkowo wymiana informacji między taką aplikacją a system przyjmowania i zarządzania zamówieniami.
Produkcja wkładów sprężynowych do materacy

Poza meblami wypoczynkowymi tapicerowanymi, jak wersalki, fotele, sofy, ważnym podtypem tej kategorii są łóżka złożone ze stelaża i materaca. O tym, czy łóżko będzie wygodne, decyduje przede wszystkim wypełnienie materaca.
Rosnącą popularnością cieszą się materace ze sprężynami kieszeniowymi. Ten rodzaj wypełnienia coraz częściej wypiera z rynku sprężyny bonellowe, co wynika z zalet sprężyn zamykanych, każda oddzielnie, w kieszonkach z materiału. Przede wszystkim dzięki temu, że nie są ze sobą połączone, zapewniają podparcie w miejscu nacisku niezależnie i podążają za zmianą pozycji osoby na nich leżącej. To jest korzystne dla kręgosłupa. Ponadto nie przenoszą drgań.
Produkcja sprężyn jest oddzielnym procesem – producenci materaców zazwyczaj zaopatrują się w nie u zewnętrznych dostawców. W przypadku tych kieszeniowych najpierw sprężyny wkładane są do oddzielnych woreczków z tkaniny, które są ze sobą połączone. Powstają wówczas łańcuchy kieszonek, które rozcina się na odcinki o wymaganej długości. Te są ze sobą punktowo sklejane bokami za pomocą kleju termotopliwego. W zależności od wymagań powstałe w ten sposób płachty są obklejane z góry i od dołu tkaniną, na przykład polarową. Boczne łączenia punktowe zapewniają ruchomość poszczególnych sprężyn, zaś obklejenie tworzy powierzchnię nośną o dużej elastyczności.
Punktowe sklejanie boków jest kluczowym etapem w produkcji sprężyn kieszeniowych. O jakości, powtarzalności, wydajności i elastyczności tego procesu decydują głowice użyte do aplikacji kleju. Zwykle, dla uzyskania jak najlepszych efektów, wyposaża się je w kilka dysz, które można włączać i wyłączać niezależnie. Spotyka się też systemy aplikacji kleju z dwoma głowicami o indywidualnie regulowanej wysokości. Wykorzystywane są przeważnie dysze kątowe. Opcjonalnie integruje się je z systemem pomiaru i optymalizacji zużycia kleju.
Etapy w produkcji krzeseł
Meblami, których nie może zabraknąć w żadnym domu ani biurze, są krzesła. Te drewniane zalicza się do kategorii mebli z litego drewna, chociaż zawierają też elementy metalowe, zwykle ozdobne i łącznikowe oraz obicia, wypełnione na przykład gąbką, na siedzeniach.
Proces produkcji krzesła zaczyna się od strugania bloków drewna, na które zostały porozcinane pnie. Jego celem jest wyrównanie ich powierzchni – struganie to metoda obróbki skrawaniem polegająca na wiórowym usuwaniu materiału przez jednoostrzowe narzędzie wykonujące ruch prostoliniowy przerywany. W tym celu kawałki drewna są obracane i dociskane do stacjonarnej maszyny tnącej. Kolejne kroki to czopowanie i kołkowanie, podczas których wycina się występy, które później wkłada się we wpusty i łączy kawałki drewna za pomocą kołków. Następnie części krzesła są szlifowane. Ostatnie dwa etapy to montaż i wykończanie powierzchni. Ich kolejność może być różna. W zależności od typu krzesła oraz wymagań jakościowych mebel ten może być najpierw montowany, a potem wykończany albo odwrotnie, jest wykończany przed montażem.
Case study: Roboty składają meble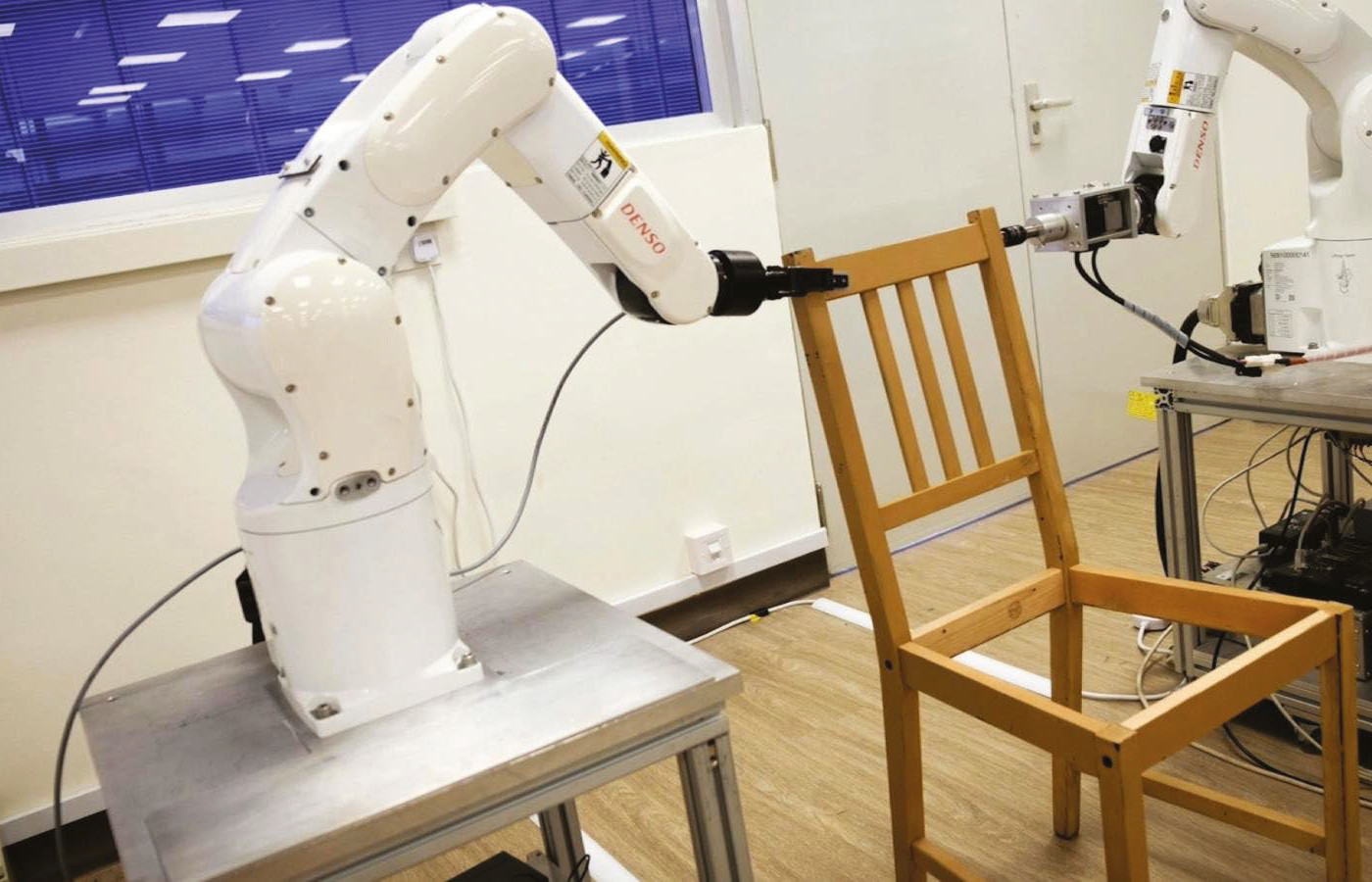
Naukowcy z Singapuru opracowali system robotów przemysłowych, które potrafią samodzielnie złożyć krzesło z Ikei. Składa się on z dwóch maszyn, których ramiona wyposażono w kamery 3D, chwytaki oraz zamontowane w nadgarstkach czujniki siły. Zadanie jest wykonywane etapowo. Pierwszym krokiem jest analiza widoku 3D elementów ułożonych na podłodze, które wcześniej rozpakowali i przygotowali do montażu ludzi. Zadaniem w tym celu zaimplementowanych algorytmów przetwarzania obrazów jest rozpoznanie i zlokalizowanie poszczególnych części krzesła. Następnie muszą zostać zaplanowane ścieżki ruchu obu ramion, tak aby poruszały się szybko i bezkolizyjnie. Ruchy powinny być skoordynowane z siłą nacisku chwytaków na części, dobraną tak, aby robot był w stanie odpowiednio silnie, ale bez zniszczenia, chwytać elementy krzesła i je ze sobą łączyć, na przykład za pomocą kołków montażowych. Wszystkie te czynności, które ludziom przychodzą naturalnie, w tym przypadku wymagały implementacji specjalnych algorytmów postępowania. W przyszłości naukowcy zapowiadają prace nad zwiększeniem autonomii systemu, dzięki wdrożeniu rozwiązań sztucznej inteligencji, by przykładowo roboty mogły uczyć się kolejnych etapów montażu przez obserwację ludzi, na podstawie instrukcji obsługi, a nawet tylko z obrazu zmontowanego krzesła. Skrócony ma być także czas ich pracy – w pierwszej wersji systemu roboty składały krzesło w 8 minut i 55 sekund, wcześniej przez 11 minut i 21 sekund, planując ścieżki ruchu i w 3 sekundy, lokalizując części. |
W pierwszym, częstszym przypadku unika się uszkodzeń finalnego wyrobu, o co jest nietrudno podczas jego składania. W ramach wykończania natomiast powierzchnię drewna powleka się specjalnymi środkami. W zależności od typu zabezpieczają one drewno przed wysychaniem, pękaniem, blaknięciem, zadrapaniami, poplamieniem, wilgocią.
Substancje te dzieli się na: penetrujące i powlekające. Pierwsze wnikają pod powierzchnię, na którą je nałożono i zostają przez drewno wchłonięte, natomiast drugie tworzą na jego powierzchni trwałą powłokę ochronną. Środki penetrujące, przeważnie oleje naturalne, stosuje się, aby drewnu nadać naturalny wygląd i je zakonserwować. Przykłady to oleje: tungowy, lniany, duński (mieszanka naturalnego oleju na przykład lnianego z lakierem i rozpuszczalnikiem). Są zwykle łatwe w aplikacji, nietoksyczne dla ludzi, przyjazne środowisku. Przykłady środków tworzących na powierzchni drewna trwałe powłoki to natomiast: szelak, lakiery będące mieszanką żywic i rozpuszczalników, wosk, bejca, farby. Ich nakładanie jest trudniejsze i mogą być toksyczne.
W produkcji na masową skalę większość etapów produkcji krzeseł automatyzuje się z wykorzystaniem maszyn specjalistycznych. Ponadto m.in. szlifowanie, powlekanie, a nawet ich montaż coraz chętniej są robotyzowane (patrz: ramki).
Case study: Kontrola jakości w produkcji mebli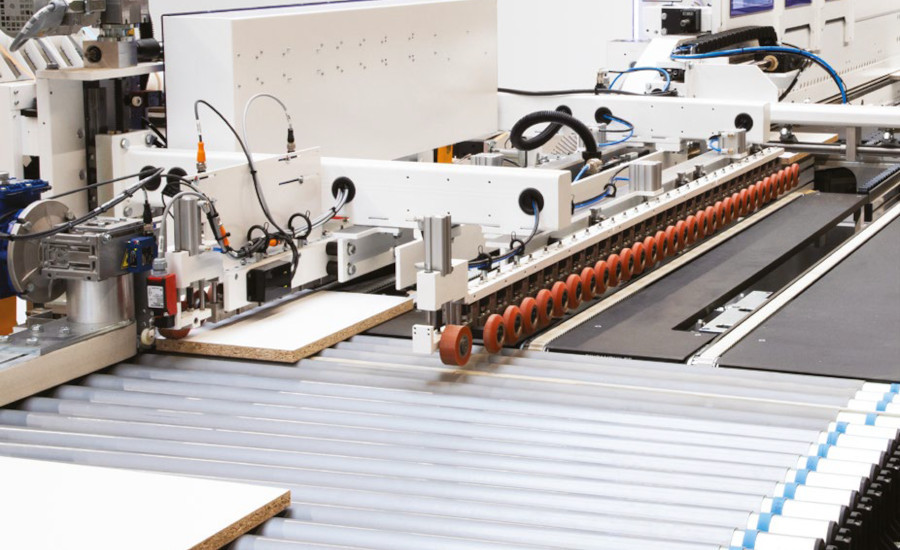
W pewnej firmie produkującej meble wdrożono zautomatyzowany system kontroli jakości laminowania płyt wiórowych. Zadanie to realizowane w ciągu technologicznym przebiega następująco: najpierw maszyna do laminowania nakłada folie z klejem na obie strony drewnianych paneli, potem maszyna tnąca odcina nadmiar materiału na krawędziach do odpowiedniej długości. Wiele parametrów procesu wpływa na jakość wyrobu końcowego. Musi on być także elastyczny, ponieważ stosowane są różne laminaty, z kilkoma wzorami imitującymi różne typy drewna i w różnych kolorach. Wydajność linii laminowania przekracza kilka tysięcy sztuk na dzień. To uniemożliwia ręczną inspekcję jakości online. Po pierwsze pracownikowi trudno byłoby sprawdzać jednocześnie obie strony panelu. Po drugie szybkość, z którą przesuwa się taśma, rzędu kilkudziesięciu m/min, nie pozwoliłaby mu wykryć wszystkich wad. Ręczna inspekcja byłaby też niebezpieczna, ponieważ wymagałaby podejścia blisko ruchomych części maszyn. Dlatego zdecydowano się wdrożyć zautomatyzowany system kontroli jakości, który zintegrowano z ciągiem technologicznym laminowania i docinania. Jego kluczowe komponenty, kamery wysokiej rozdzielczości wraz z oświetleniem, zainstalowano w obudowach maszyn. Rozstaw kamer, dzięki wbudowanym serwosilnikom, można zmieniać. To jest konieczne, gdyż szerokość poddawanych inspekcji paneli jest zmienna. Uzupełnieniem części sprzętowej jest oprogramowanie do analizy rejestrowanych obrazów. System został zaprojektowany do detekcji i eliminacji: nadmiaru kleju, niepełnego laminowania i odklejania się folii, po obydwu stronach płyt. Od paneli uznanych za wybrakowane odcinane są części zidentyfikowane jako niespełniające wymogów. Potem takie płyty są oznaczane jako uszkodzone i ręcznie sortowane pod kątem ewentualnego dalszego wykorzystania. Kontrola jakości zatem zapobiega sprzedaży wybrakowanych elementów, a równocześnie zmniejsza ilość odpadów. |
Monika Jaworowska


















