
W dziedzinie utrzymania ruchu wyróżnia się trzy strategie podstawowe: reakcyjną i predykcyjną, obie zaliczane do metod korekcyjnych, oraz prewencyjną i wiele technik złożonych. Przykładem ostatnich są: RCM (Reliability Centered Maintenance), która jest podejściem zorientowanym na niezawodność, polegającym na optymalizacji zadania utrzymania ruchu pod tym kątem przy jednoczesnym zachowaniu zasad bezpieczeństwa i ograniczeniu kosztów oraz TPM (Total Productive Maintenance), o której piszemy dalej. W metodach złożonych wykorzystuje się elementy strategii podstawowych.
Reakcyjne utrzymanie ruchu
 Reakcyjne utrzymanie ruchu jest najstarszą spośród wszystkich wymienionych koncepcji. Przez lata było to w zasadzie jedyne praktykowane podejście. Wraz z rozwojem nowych strategii, takich jak prewencyjna, a zwłaszcza predykcyjna, zaczęto jednak od niej odchodzić, w porównaniu z nimi reakcyjne utrzymanie ruchu przynosiło bowiem więcej strat niż korzyści.
Reakcyjne utrzymanie ruchu jest najstarszą spośród wszystkich wymienionych koncepcji. Przez lata było to w zasadzie jedyne praktykowane podejście. Wraz z rozwojem nowych strategii, takich jak prewencyjna, a zwłaszcza predykcyjna, zaczęto jednak od niej odchodzić, w porównaniu z nimi reakcyjne utrzymanie ruchu przynosiło bowiem więcej strat niż korzyści.
Dlatego aktualnie uzasadnione jest pytanie, czy z tego podejścia powinno się całkowicie zrezygnować, czy w pewnych przypadkach warto jeszcze rozważyć jego wdrożenie? Żeby na to odpowiedzieć, wcześniej trzeba poznać istotę, zalety oraz wady strategii reakcyjnej.
Przyjęto w niej w uproszczeniu następujące założenie: dopóki wszystko działa, nie podejmuje się żadnych działań. Interweniuje się dopiero, jeśli z powodu awarii urządzenie, maszyna, system lub instalacja nie spełnia swojej funkcji. W zależności od tego jak poważna jest usterka, trzeba wówczas wykonać mniej lub bardziej złożone czynności.
Czasem by przywrócić prawidłową pracę, wystarczy tylko wyczyścić zabrudzenie, usunąć blokujący element lub włożyć nową baterię. Innym razem konieczna jest wymiana jakiegoś podzespołu lub całego urządzenia, jeżeli nie można go już naprawić. Łatwiejsze czynności wykonuje personel zakładu, trudniejsze natomiast zwykle wymagają ingerencji specjalistów z zewnątrz.
Czy strategia reakcyjna ma zalety?
Inaczej, niż pozostałe podstawowe strategie utrzymania ruchu, które mają zalety i wady, koncepcja reakcyjna zastosowana do urządzeń, maszyn, instalacji, systemów, których znaczenie jest krytyczne dla pracy zakładu, ma wyłącznie te drugie.
Przede wszystkim należy liczyć się z tym, że często dochodzi wówczas do nieplanowanych przestojów spowodowanych nagłymi awariami. Nie spodziewając się ich nie można się do nich przygotować inaczej niż wtedy, gdy w zakładzie zostanie wdrożona strategia predykcyjna albo prewencyjna.
Z reakcyjnym utrzymaniem ruchu mogą się także wiązać duże koszty wynikające z konieczności wymiany zepsutego podzespołu albo całej maszyny. Ponieważ stosując to podejście, należy się częściej spodziewać poważnych napraw niż drobnych ingerencji, do ceny części zamiennych zwykle trzeba doliczyć wynagrodzenie zewnętrznych specjalistów.
Ponadto, ponieważ awarie występują niespodziewanie, przeważnie potrzebnych podzespołów nie ma na stanie w magazynie. Wtedy, by nie przedłużać czasu trwania nieplanowanego przestoju, który z reguły im jest dłuższy, tym droższy, trzeba skorzystać ze specjalnych, dodatkowo płatnych opcji przyspieszonej wysyłki.
Konsekwencje podejścia reakcyjnego
Innym rozwiązaniem, również generującym dodatkowe koszty, jest gromadzenie zapasów części zamiennych. Jest to zwykle nieopłacalne z kilku powodów - jeśli części jest dużo, potrzebne jest miejsce do ich przechowywania, a ponadto zakup na zapas jest zamrożeniem środków, które nie wiadomo kiedy i czy w ogóle kiedykolwiek zostaną wykorzystane.
W zakładach, w których praktykuje się eksploatację aż do uszkodzenia, w związku z brakiem długofalowej strategii w zakresie utrzymania ruchu nie przydziela się na stałe osób, które mają czuwać nas stanem wyposażenia. W związku z tym w razie awarii często napraw podejmują się osoby do tego nieprzygotowane.
Nacisk na szybkie rozwiązanie problemu w połączeniu z brakiem praktyki zachęca do stosowania rozwiązań prowizorycznych i tymczasowych. Jest to niekorzystne z kilku powodów - obniża zdolności produkcyjne, wywołuje konflikty pomiędzy naprawiającymi a użytkownikami, zniecierpliwionymi oczekiwaniem albo niezadowolonymi z efektów ich działań, a przede wszystkim naraża zdrowie i życie pracowników. O tym, czy wobec powyższego w ogóle warto jeszcze stosować podejście reakcyjne, piszemy w ramce.
Czy stosować jeszcze strategię reakcyjną?Na podstawie przedstawionych w artykule wad i braku zalet strategii reakcyjnej można by odnieść wrażenie, że nie ma już dla niej zastosowania w nowoczesnych zakładach przemysłowych. Jak wspomniano w tekście, w przypadku urządzeń, maszyn, instalacji, systemów o znaczeniu krytycznym dla ciągłości pracy i wydajności zakładu rzeczywiście tak jest. Dlatego w zamian lepiej wdrożyć założenia koncepcji predykcyjnej lub prewencyjnej, których nie tylko nie dotyczą wady strategii reakcyjnej, ale które mają poza tym wiele zalet. Nie oznacza to jednak, że w pewnych sytuacjach albo w ograniczonym stopniu nie warto rozważyć zastosowania podejścia reakcyjnego. Może się to nawet okazać najlepszym rozwiązaniem. Dotyczy to wyłącznie wyposażenia zakładu o niekluczowym znaczeniu, o ile spełnione będą następujące warunki: można dokonać jego naprawy w krótkim czasie i we własnym zakresie, a nagła awaria nie zagraża pracownikom i nie wpływa w decydujący sposób na produktywność zakładu. W takich przypadkach uzasadnienia nie znajdują bowiem koszty, które należałoby ponieść, wdrażając strategię predykcyjną albo prewencyjną. |
Predykcyjne utrzymanie ruchu
 W strategii predykcyjnej działania podejmuje się w czasie najbardziej do tego odpowiednim, czyli tuż po tym, jak pojawią się pierwsze oznaki zbliżającej się awarii, lecz nim do niej dojdzie. Polega to na ciągłym monitorowaniu stanu urządzenia w celu natychmiastowego wykrycia ewentualnych niepokojących objawów.
W strategii predykcyjnej działania podejmuje się w czasie najbardziej do tego odpowiednim, czyli tuż po tym, jak pojawią się pierwsze oznaki zbliżającej się awarii, lecz nim do niej dojdzie. Polega to na ciągłym monitorowaniu stanu urządzenia w celu natychmiastowego wykrycia ewentualnych niepokojących objawów.
Wówczas interweniuje się, aby zapobiec rozwinięciu się problemu, a w konsekwencji awarii. Jeśli dane pomiarowe są archiwizowane, z czasem im jest ich więcej, tym pełniejsza staje się wiedza o danym urządzeniu, która może się okazać przydatna w przyszłości w odniesieniu do niego albo innego podobnego.
Predykcyjne oraz reakcyjne utrzymanie ruchu zaliczane są do metod korekcyjnych. Do tej kategorii należą działania podejmowane w celu przywrócenia prawidłowego funkcjonowania urządzenia po wystąpieniu awarii albo odnotowaniu pogorszenia pracy ostatecznie do niej prowadzącego.
Klasyfikacja metod korekcyjnych
Metody korekcyjne dzieli się ze względu na szybkość reagowania na: natychmiastowe i odroczone. W pierwszych od razu reaguje się na awarię lub jej oznaki, podejmując starania o jak najszybsze przywrócenie pełnej sprawności urządzenia. Do tej grupy zazwyczaj zaliczana jest strategia reakcyjna, w przypadku której dąży się do jak najszybszej naprawy, aby zmniejszyć koszty przestojów.
Druga grupa obejmuje czynności, które są podejmowane z opóźnieniem. W podejściu reakcyjnym przeważnie nie można sobie na to pozwolić, w predykcyjnym natomiast zwykle dopuszczalne jest, aby urządzenie po wykryciu oznak awarii jeszcze przez jakiś czas działało.
Prewencyjne utrzymanie ruchu
Predykcyjne utrzymanie ruchu jest pośrednim rozwiązaniem pomiędzy skrajnymi podejściami, prewencyjnym i reakcyjnym. W związku z tym jego zalety i wady najlepiej jest wyjaśnić przez porównanie z nimi. W tym celu najpierw przedstawiamy koncepcję prewencyjną. Jest to wciąż najczęstsze podejście, które zyskało popularność dzięki temu, że pozwoliło zmniejszyć koszty i przestoje w porównaniu z reakcyjnym.
Prewencyjne utrzymanie ruchu polega na przeprowadzaniu regularnych i planowanych przeglądów, które mają na celu wykrycie i dzięki temu zapobiegnięcie awarii. Odstępy, w jakich są dokonywane, wyznacza się w zależności od specyfiki urządzenia i jego awaryjności - inspekcje przeprowadza się zwykle co kilka tygodni, miesięcy albo lat.
Jest to popularne podejście, lecz praktykuje się również uzależnienie częstości przeglądów od tego, jak długo urządzenie faktycznie działało albo jaką wydajność osiągnęło. W pierwszym przypadku odstępy wyrażane są liczbą przepracowanych godzin, a w drugim inspekcji dokonuje się na przykład po wyprodukowaniu określonej liczby produktów.
Jak częste powinny być przeglądy?
 Zwykle przedziały czasu między sprawdzeniami zawęża się w okresach wzmożonej eksploatacji urządzenia, które mogą na przykład występować sezonowo (latem, zimą, pod koniec roku) albo w miarę jak urządzenie się starzeje. To ostatnie nie powinno być jednak regułą, gdyż w przypadku niektórych maszyn odwrotnie, częściej do usterek dochodzi zaraz po instalacji. Podpowiedzią w zakresie doboru odpowiedniej częstości przeglądów powinny być także odstępy zalecane przez producenta zamieszczone w specyfikacji urządzenia.
Zwykle przedziały czasu między sprawdzeniami zawęża się w okresach wzmożonej eksploatacji urządzenia, które mogą na przykład występować sezonowo (latem, zimą, pod koniec roku) albo w miarę jak urządzenie się starzeje. To ostatnie nie powinno być jednak regułą, gdyż w przypadku niektórych maszyn odwrotnie, częściej do usterek dochodzi zaraz po instalacji. Podpowiedzią w zakresie doboru odpowiedniej częstości przeglądów powinny być także odstępy zalecane przez producenta zamieszczone w specyfikacji urządzenia.
Podczas oględzin wykonuje się czynności, które są niezbędne, aby do czasu kolejnego przeglądu nie doszło do awarii, takie jak czyszczenie, smarowanie, wymiana zużytych części. Ich przebieg opisuje się, dzięki czemu powstaje dokumentacja zmian stanu urządzenia w całym okresie jego użytkowania.
Jakie są zalety i wady prewencji?
Choć prewencyjne utrzymanie ruchu ma wiele zalet, zwłaszcza w porównaniu z reakcyjnym, nie jest pozbawione wad. Jeżeli chodzi o zalety, jak już wspomniano, pozwala zmniejszyć koszty oraz przestoje, z tym że wyłącznie te nieplanowane. Niestety bowiem przeglądy również wymagają zatrzymania urządzenia, dlatego do przerw i tak dochodzi, z tą różnicą, że dokładnie wiadomo, kiedy nastąpią, co pozwala na dostosowanie planów produkcji do harmonogramów inspekcji.
Regularne przeglądy wydłużają żywotność urządzenia i poprawiają bezpieczeństwo jego obsługi. Z drugiej strony okresowa inspekcja jest czasochłonna i wymaga zaangażowania w nią personelu, który nierzadko trzeba w tym zakresie dodatkowo przeszkolić.
Wdrażając tę strategię utrzymania ruchu, należy również uważać, żeby nie przesadzić z częstością sprawdzeń. Zarówno bowiem przeglądy za częste, jak i te przeprowadzane za rzadko mijają się z celem i z różnych przyczyn są nieopłacalne.
Prewencja czy predykcja?
W pierwszym przypadku wynika to stąd, że zbędne inspekcje oznaczają marnotrawstwo pieniędzy, pracy, czasu, wydajności. Z kolei za długie odstępy pomiędzy kolejnymi sprawdzeniami sprawiają, że granice pomiędzy prewencyjnym a reakcyjnym podejściem ulegają zatarciu ze wszystkimi tego konsekwencjami wynikającymi z wad tej drugiej koncepcji.
Wracając do strategii predykcyjnej, jej najważniejszą zaletą w porównaniu z prewencyjną jest to, że stan urządzenia jest monitorowany bez konieczności wyłączania urządzenia. Dzięki temu przestoje, nieplanowane i planowane, zostają całkowicie wyeliminowane. Podobnie jak prewencja predykcja wydłuża żywotność urządzeń, a dodatkowo jest mniej kosztochłonna, czasochłonna i pracochłonna.
Czym jest tpm?
TPM (Total Productive Maintenance) to kompleksowe podejście, które ma na celu uzyskanie poprawy we wszystkich aspektach działalności przedsiębiorstwa, a przede wszystkim w trzech obszarach: dostępności sprzętu produkcyjnego, dzięki usprawnieniu jego konserwacji i zwiększeniu efektywności napraw, wydajności oraz jakości produkcji.
Aby cele te zrealizować, korzysta się z różnych strategii utrzymania ruchu, zwłaszcza predykcyjnej oraz prewencyjnej i wprowadza nowe zasady w dziedzinie organizacji pracy. W proces ulepszania zaangażowani muszą być pracownicy różnych szczebli, czego dodatkowym efektem jest poprawa relacji między nimi, wzrost znaczenia pracy zespołowej i wzmocnienie związków pracowników z pracodawcą. Zmiany powinny być wprowadzane stale, ale stopniowo.
Początki historii TPM sięgają jeszcze lat 50. minionego wieku. Wówczas to rosnące rozczarowanie podejściem prewencyjnym, które okazywało się w wielu przypadkach drogie i nieefektywne, jeśli zbyt często wykonywano przeglądy jeszcze sprawnego sprzętu, doprowadziło do rozwoju podstawowych założeń tej strategii. Więcej informacji o zasadach TPM przedstawiamy w ramce.
Zasady TPMTytułowe podejście zakłada wdrożenie kilku zasad. W związku z tym, że wzajemnie się uzupełniają i wzmacniają swoje efekty, dobrze jest wprowadzić je wszystkie. TPM zaleca m.in., by drobne prace konserwacyjne (przeglądy, czyszczenie, smarowanie) były wykonywane przez obsługę maszyny. To pozwala uniknąć wydatków na pracowników zewnętrznych oraz ograniczyć liczbę nieplanowanych przerw, zaś personel lepiej poznaje sprzęt, z którym na co dzień pracuje. TPM wymaga też wprowadzenia zasad prewencyjnego i predykcyjnego utrzymania ruchu. Ponadto jeśli w działaniu danego urządzenia występuje problem, to celem podejmowanych działań powinno być nie tylko jego rozwiązanie, ale i wprowadzenie zmian zapobiegających jego powtórzeniu się w przyszłości. Osiąga się to między innymi poprzez współpracę z producentami maszyn. Zmiany powinny być wprowadzane stale, ale stopniowo. Powinny też obejmować wszystkie obszary procesu produkcyjnego. Zrezygnować należy za to z gwałtownych zmian, w dużym zakresie, ale tylko w jednej dziedzinie. Strategia TPM zaleca włączenie do działania pracowników wszystkich szczebli. Dotyczy to nie tylko personelu produkcyjnego, ale i z działu administracyjnego. Dzięki temu pracownicy bardziej zaangażują się w realizację wspólnych celów. Duży nacisk jest również kładziony na stworzenie bezpiecznego środowiska pracy, m.in. poprzez szkolenia personelu. Organizacja pracyPrzed wprowadzeniem zasad TPM warto jest wdrożyć tzw. zalecenia 5S. Dotyczą one dziedziny organizacji pracy. Składa się na nie pięć zadań, które należy wykonywać w ustalonym porządku cyklicznie. Pierwszym jest podzielenie wyposażenia na ważne oraz to mniej ważne, a następnie zorganizowanie przestrzeni roboczej w taki sposób, aby to pierwsze było zawsze łatwo dostępne. Usprawnia to pracę i zmniejsza prawdopodobieństwo wypadków. Wyposażenie należy oznakować oraz pogrupować tak, żeby zawsze łatwo można było znaleźć to, co w danej chwili jest potrzebne. Na stanowisku pracy powinno się też dbać o czystość, dokonywać regularnej konserwacji sprzętu i przestrzegać zasad bezpieczeństwa, jeżeli używane są substancje niebezpieczne, na przykład nosić ubrania ochronne i przestrzegać zasad higieny. Podejmowane działania powinno się dokumentować. Dla wyżej wymienionych czynności należy opracować harmonogram i rozdzielić obowiązki między personel. Kluczowy wskaźnik - OEEGłównym wskaźnikiem wykorzystywanym do oceny podejmowanych działań w TPM jest OEE (Overall Equipment Efficiency). Charakteryzuje on efektywność wykorzystania posiadanych zasobów produkcyjnych. Oblicza się go jako iloczyn trzech składników: dostępności, czyli stosunku rzeczywistego czasu pracy maszyn do całkowitego możliwego czasu do wykorzystania (długości zmiany w zakładzie, godzin pracy w tygodniu, dni roboczych), wydajności oraz jakości, wyrażanej jako stosunek liczby dobrych produktów do wszystkich wyprodukowanych, włącznie z tymi wybrakowanymi. Idealnie byłoby, gdyby urządzenia pracowały z maksymalną możliwą wydajnością, bez przestojów, a wszystkie produkty ich działania były najwyższej możliwej jakości. W praktyce przeważnie OEE w typowym zakładzie nie przekracza 40%. Udane wdrożenie strategii TMP pozwala ten wskaźnik znacząco zwiększyć, nawet powyżej 80%. TPM - jak zacząć?Jeżeli spodziewamy się, że strategia TPM może się sprawdzić w naszym przedsiębiorstwie, dobrze jest rozpocząć od wdrożenia jej zasad w niewielkim zakresie, na przykład w stosunku do kilku maszyn, a nie od razu kompleksowo, do całego parku maszynowego. Dobrze jest wybrać urządzenia, które sprawiają konkretne rozwiązywalne problemy, na przykład pracują z niską wydajnością lub jakość ich produktów jest słaba. Jeżeli w małym zakresie uda się odnieść sukces, warto rozszerzyć zasięg działań na cały zakład. W tym celu trzeba stworzyć harmonogramy pracy, podzielić pracowników na zespoły i rozdzielić między nich zadania i problemy do rozwiązania. |
Co jest niezbędne w każdym podejściu?
Bez względu na to, czy utrzymanie ruchu w naszym zakładzie będzie realizowane w oparciu o strategię prewencyjną, predykcyjną, czy ich połączenie, zarówno w ciągłym monitorowaniu stanu urządzeń, jak i w czasie ich regularnych przeglądów nie można się obyć bez odpowiednich narzędzi pomiarowych. Powinno się korzystać z takich, które będą wykrywać oznaki awarii spodziewanych w przypadku danego obiektu inspekcji. Najczęstsze objawy przedstawiamy dalej na przykładzie silników elektrycznych.
Jakie są najczęstsze oznaki problemów?
 W przypadku silników oznaką, która od razu powinna wzbudzić niepokój, jest ich przegrzewanie się. Poza tym, że nadmierny wzrost temperatury powoduje spadek wydajności, prowadzi też do niszczenia izolacji uzwojeń, a w konsekwencji skrócenia ich żywotności.
W przypadku silników oznaką, która od razu powinna wzbudzić niepokój, jest ich przegrzewanie się. Poza tym, że nadmierny wzrost temperatury powoduje spadek wydajności, prowadzi też do niszczenia izolacji uzwojeń, a w konsekwencji skrócenia ich żywotności.
Silniki przegrzewają się z kilku powodów. Jednym z nich jest nagromadzenie się brudu na korpusie. Tworzy się wówczas na nim warstwa izolująca, która blokuje przepływ ciepła wydzielającego się w silniku na zewnątrz. Innym powodem może być zapchanie się kanałów wentylatora. Oba problemy można rozwiązać, wyłączając silnik i go czyszcząc.
Jeśli to nie pomoże, trzeba sprawdzić, czy przepływ powietrza wokół silnika nie jest zablokowany albo czy w pobliżu nie znajduje się źródło ciepła, jak przykładowo inne silnie nagrzewające się urządzenie. Ponadto silnik może się przegrzewać z powodu nadmiernego obciążenia albo jeśli maszyna, którą napędza, się zablokuje.
Kolejnymi niepokojącymi symptomami są: nadmierne drgania i zbyt głośna praca. Przyczyn tych pierwszych powinno się szukać etapami. Najpierw trzeba sprawdzić współosiowość połączenia wału silnika z resztą układu napędowego. Jeżeli jest zapewniona, należy odłączyć silnik od obciążenia. Gdy wibracje ustają, ich źródła szukać trzeba dalej w napędzanej maszynie. W przeciwnym wypadku silnik należy odłączyć od zasilania.
Na co jeszcze zwrócić uwagę?
Jeżeli wtedy urządzenie przestaje drgać, przyczyną wibracji są najpewniej przerwy albo zwarcia w jego obwodach elektrycznych. Silnik, który poruszając się tylko na skutek siły bezwładności, nadal drga, jest najpewniej niewyważony. Może to być spowodowane: niestabilnością jego zamocowania, wygiętym wałem, niewyważeniem wirnika albo obluzowaniem się jego elementów.
Niepokój wzbudzić powinno iskrzenie oraz dziwne dźwięki, na przykład charakterystyczny terkot, towarzyszące pracy szczotek. W takim przypadku po wyłączeniu silnika należy się upewnić, czy mogą się one swobodnie przemieszczać w oprawie, a siły nacisku wszystkich sprężyn są równe.
Sprawdzić trzeba oprócz tego gładkość powierzchni roboczej szczotek oraz to, czy powierzchnia komutatora jest czysta, a w miejscu kontaktu ze szczotkami też odpowiednio gładka. W razie potrzeby rowki komutatora i oprawki szczotek trzeba wyczyścić. Te ostatnie należy później umieścić z powrotem w tej samej oprawie, gdyż ich zamiana pogarsza jakość komutacji.
Silniki można uznać za przykład reprezentatywny - nadmierne wibracje, hałas, skrajne temperatury, które występują razem albo oddzielnie, to bowiem najczęstsze symptomy problemów nie tylko maszyn elektrycznych, ale i mechanicznych, hydraulicznych i pneumatycznych. Dlatego też to właśnie mierniki tych wielkości są podstawowym wyposażeniem służb utrzymania ruchu.
Pomiary wibracji
 Wibracje mogą być oznaką wielu anomalii. Przykładami są: niewyważenie wirujących elementów lub nierównomierny rozkład pola magnetycznego w silniku, turbulencje w przepływie medium w pompie, zaburzenia w procesie spalania w kotle, osłabienie zamocowania maszyny w podstawie, pęknięcia podstawy, tarcie, niewspółosiowość i obluzowanie pasa napędowego.
Wibracje mogą być oznaką wielu anomalii. Przykładami są: niewyważenie wirujących elementów lub nierównomierny rozkład pola magnetycznego w silniku, turbulencje w przepływie medium w pompie, zaburzenia w procesie spalania w kotle, osłabienie zamocowania maszyny w podstawie, pęknięcia podstawy, tarcie, niewspółosiowość i obluzowanie pasa napędowego.
W rozpoznaniu źródła problemu pomocna jest analiza różnych parametrów drgań. Najważniejszymi z nich, standardowo mierzonymi przez przyrządy do pomiaru wibracji, są: częstotliwość, prędkość, przyspieszenie oraz przemieszczenie.
Na podstawie widma częstotliwościowego drgań można odkryć zależność między częstotliwością wibracji a prędkością obrotową konkretnego elementu będącego przyczyną nieprawidłowej pracy urządzenia. Nie zawsze jednak istnieje takie powiązanie wprost.
Niektóre problemy bowiem, jak przykładowo obluzowanie komponentu lub niewspółosiowość elementów, są źródłem wibracji o częstotliwości odpowiadającej wielokrotności prędkości obrotowej komponentu. Przekładnie z kolei mogą generować wibracje o częstotliwości równej iloczynowi liczby zębów i prędkości obrotów, a wentylatory być źródłem wibracji o częstotliwości będącej iloczynem prędkości obrotowej i liczby łopatek wirnika.
Kiedy mierzyć przemieszczenie, a kiedy prędkość?
Często drgania się na siebie nakładają albo nie sposób jest skojarzyć częstotliwości wibracji z prędkością obrotową żadnego komponentu maszyny. Wówczas na znaczeniu zyskują pozostałe parametry: prędkość, określająca, jak szybko obiekt przemieszcza się między dwoma skrajnymi wychyleniami od pozycji ustalonej, przemieszczenie i przyspieszenie, które charakteryzuje siłę oddziałującą na odchylany obiekt.
Im większa prędkość, tym szybciej dana część zniszczy się z powodu zmęczenia materiału. Duże przemieszczenie powodujące odchylenie poza dopuszczalny zakres może spowodować złamanie śrub mocujących maszynę do podstawy, pęknięcie spoin albo podstaw urządzenia.
Uszkodzenie zębów przekładni, ich zacieranie się, wykruszenie, itp. oraz pogarszający się stan łożysk tocznych najszybciej wykryjemy mierząc przyspieszenie drgań. Dzieje się tak, gdyż tego typu awarie generują wysokie i szybkie wibracje, zaś przyspieszenie drgań osiąga wysokie wartości.
Zaleca się, żeby w określonych przedziałach częstotliwości mierzyć konkretne parametry. W przypadku drgań o częstotliwości poniżej 10 Hz największe znaczenie ma przemieszczenie, ponieważ w przypadku wibracji o małych częstotliwościach uszkodzenia są powodowane przeważnie przez zbyt duże wychylenie.
Z kolei w zakresie 10 Hz - 2 kHz, nawet jeżeli przemieszczenie nie jest zbyt duże, zniszczenie może być wywołane zmęczeniem materiału. Dlatego na znaczeniu zyskuje prędkość, z jaką obiekt drga. Przy częstotliwościach powyżej 2 kHz zaleca się natomiast, aby mierzyć przyspieszenie.
Pomiary termowizyjne w praktyceKorzystając z kamer termowizyjnych, warto przestrzegać kilku zasad. Na przykład dokonując przy ich użyciu inspekcji maszyn elektrycznych, powinno się ją przeprowadzać wtedy, gdy urządzenie pracuje co najmniej przy 40% typowego obciążenia, a najlepiej przy obciążeniu maksymalnym. Za bazę do porównań dla obrazów termicznych rejestrowanych przy kolejnych inspekcjach powinno się używać profilu temperaturowego wyznaczonego dla urządzenia, które dopiero co zostało oddane do użytku lub bezpośrednio po przeglądzie, w czasie którego dokonano niezbędnych sprawdzeń, napraw i czynności konserwujących (nasmarowano łożyska, sprawdzono izolację, itp.). Wówczas najłatwiej wykryć wszelkie anomalie i rzetelnie ocenić ich wpływ na funkcjonowanie maszyny. Warto rejestrować obrazy termiczne urządzenia regularnie. Uzyskujemy wówczas dodatkowy punkt odniesienia w analizie stanu jego podzespołów. Łatwiejsze jest wtedy określenie, czy przyczyną jest nagła awaria, czy dany komponent z powodu stopniowego zużywania się już od dłuższego czasu wyróżniał się na obrazie termowizyjnym podwyższoną albo zbyt niską temperaturą. |
Wibrodiagnostyka w praktyce
 Warunkiem wiarygodności wyników pomiaru wibracji jest odpowiednio przeprowadzony pomiar, co w ogromnym stopniu zależy od właściwego zamocowania sensora. W tym zakresie powinno się przestrzegać kilku zasad.
Warunkiem wiarygodności wyników pomiaru wibracji jest odpowiednio przeprowadzony pomiar, co w ogromnym stopniu zależy od właściwego zamocowania sensora. W tym zakresie powinno się przestrzegać kilku zasad.
Ważne, żeby punkty pomiarowe były dokładnie określone i wyraźnie oznaczone. Powierzchnia, do której czujnik zostanie przymocowany, musi być płaska i czysta - poza typowymi zabrudzeniami trzeba również usunąć z niej na przykład łuszczącą się farbę, rdzę i ją odtłuścić.
Oprócz tego czujnik oraz okablowanie łączące go z systemem pomiarowym powinny być odpowiednio zabezpieczone, tak by się nie przemieszczały. Jeśli pomiary będą powtarzane, należy koniecznie dopilnować, by warunki, w jakich pracuje maszyna, na przykład obciążenie, w czasie każdego testu były zbliżone.
Zapewnienie porównywalnych warunków jest szczególnie trudne w przypadku pomiarów, które są przeprowadzane ręcznie, przy użyciu przenośnych analizatorów drgań. Lepszym rozwiązaniem są systemy ciągłego monitorowania wibracji ze stacjonarnymi analizatorami.
Poza tym, że gwarantują powtarzalność pomiarów dodatkowo umożliwiają ciągłe analizowanie wartości wielkości mierzonej w celu wykrycia przekroczenia przez nią zaprogramowanej wartości granicznej. Można je również zintegrować z systemem sterowania monitorowanej maszyny albo systemem centralnym.
Pomiary temperatury
Podobnie jak nadmierne wibracje, za wysoka lub za niska temperatura może być objawem wielu problemów. Przykładami są, w instalacjach elektrycznych: niezrównoważenie faz, przeciążenie, błędne połączenie, harmoniczne, niedokładnie zamocowane, nadmiernie napięte, obluzowane i przerwane okablowanie, skorodowane złącza i przepalone bezpieczniki, w transformatorach - zablokowany przepływ oleju, w wentylatorach - uszkodzone łożyska, w wymiennikach ciepła - nagromadzenie się osadów wewnątrz i na zewnątrz rur.
Temperaturę można mierzyć kontaktowo albo bezkontaktowo. Spośród czujników zaliczanych do pierwszej grupy w przemyśle najczęściej korzysta się z termometrów elektrycznych dwóch typów: termopar i rezystancyjnych. Sprawdzają się one szczególnie w stacjonarnych i ciągłych pomiarach temperatury.
Podczas przeglądów praktyczniejsze są bezkontaktowe przyrządy pomiarowe: pirometry, które służą do punktowego pomiaru temperatury oraz kamery termowizyjne. Na ekranie tych drugich prezentowany jest obraz przedstawiający rozkład temperatur powierzchni, która jest poddawana inspekcji. Jest to termogram.
Różnymi kolorami są na nim zaznaczane obszary, które różnią się temperaturami wyznaczanymi na podstawie pomiaru emitowanego przez nie promieniowania cieplnego odbieranego przez detektor podczerwieni w kamerze.
Zalety i ograniczenia kamer termowizyjnych
Pomiary przy użyciu kamer termowizyjnych mają wiele zalet. Przede wszystkim nie wymagają wyłączenia urządzenia, a pomiar bezkontaktowy jest nieniszczący i można go wykonać z dużej odległości. To pozwala na bezpieczne kontrolowanie pracy na przykład gorących obiektów, jak piece i kotły, czy urządzeń pod napięciem.
Kamery termowizyjne są łatwe w obsłudze. Pomiar nimi jest szybki, a wyniki są dostępne natychmiast i bez dodatkowego przetwarzania zapewniają pełny obraz sytuacji. Przyspiesza to ocenę stanu obiektu i odkrycie przyczyny problemu. Poza zaletami kamery termowizyjne mają także niestety kilka ograniczeń.
Nie są tanie. Jeśli obiekt badania jest ukryty za osłoną wykonaną z materiału, który nie przepuszcza promieniowania podczerwonego, to pomiaru nie można dokonać bez jej usunięcia albo otwarcia. Poza tym do poprawnej interpretacji termogramu wymagana jest spora wiedza oraz doświadczenie.
Aby go rozszyfrować, nie wystarczy bowiem odnieść się do skali, na której określono przedziały temperatur odpowiadające poszczególnym barwom, ale trzeba również uwzględnić specyfikę obiektu inspekcji. Na wiarygodność wniosków wyciągniętych na podstawie termogramu ma ponadto ogromny wpływ otoczenie oraz warunki, w jakich został przeprowadzony pomiar.
Jak interpretować termogram?
 Trzeba pamiętać, że obiekt nie tylko emituje promieniowanie cieplne, ale też odbija je z otoczenia, tymczasem kamera termowizyjna tego nie rozróżnia. Nie wiadomo zatem, w jakim stopniu promieniowanie przez nią mierzone jest sumą różnych składników.
Trzeba pamiętać, że obiekt nie tylko emituje promieniowanie cieplne, ale też odbija je z otoczenia, tymczasem kamera termowizyjna tego nie rozróżnia. Nie wiadomo zatem, w jakim stopniu promieniowanie przez nią mierzone jest sumą różnych składników.
By więc termogram właściwie zinterpretować, należy wiedzieć, jaka jest emisyjność i refleksyjność badanej powierzchni. Pierwsza właściwość opisuje skuteczność, z jaką ciało emituje promieniowanie podczerwone, zaś refleksyjność to, jak silnie je odbija.
Dużą emisyjność mają dielektryki, takie jak guma, ceramika, szkło, natomiast metale, szczególnie polerowane, charakteryzuje duża refleksyjność. Właściwości te zależą też od koloru powierzchni materiału oraz w przypadku półprzezroczystych materiałów od ich grubości. Dokładne wartości emisyjności i refleksyjności różnych materiałów znaleźć można w tablicach fizycznych albo w materiałach udostępnianych przez producentów kamer termowizyjnych.
Wykonując pomiary na zewnątrz budynków, trzeba uwzględnić to, że intensywność promieniowania docierającego do detektora podczerwieni w kamerze zależy od warunków atmosferycznych, takich jak wiatr i nasłonecznienie. To ostatnie powoduje powstawanie odblasków i nagrzewa oświetlane powierzchnie. Dlatego łatwo o błędną interpretację obrazów termicznych obiektów stojących w cieniu i tych niezacienionych.
Wiatr z kolei chłodzi obiekty, co także fałszuje wyniki pomiarów kamerą termowizyjną. Dlatego zaleca się, by nie używać ich przy wietrze wiejącym z prędkością większą niż kilka m/s. Wpływ słońca i wiatru nasila się albo osłabia w zależności od pory roku. Z analogicznych powodów dokonując pomiarów wewnątrz budynków, nie powinno się ignorować wpływu klimatyzacji. W ramce przedstawiamy jeszcze kilka innych porad praktycznych w zakresie pomiarów termowizyjnych.
Z czego jeszcze się korzysta?
Poza kamerami wizyjnymi i analizatorami wibracji w utrzymaniu ruchu korzysta się z wielu innych przyrządów pomiarowych. Przykładem są wspominane pirometry, które tak jak kamery termowizyjne są przydatne w pomiarach temperatury powierzchni trudnodostępnych, z tym że mierzą ją punktowo.
Korzysta się również z higrometrów, które mierzą wilgotność, a często też temperaturę (termohigrometry). Służą one do kontrolowania warunków klimatycznych panujących w pomieszczeniach. Mierniki ciśnienia (manometry), które mierzą ciśnienie różnych płynów, są na przykład przydatne w diagnostyce urządzeń hydraulicznych i pneumatycznych.
Kolejnym przykładem są mierniki dźwięku (decybelomierze), które mierzą natężenie dźwięku. Często są zintegrowane z rejestratorem. Decybelomierze są przydatne w pomiarach hałasu maszyn.
Służby utrzymania ruchu mają też często na wyposażeniu endoskopy techniczne. Są to kamery do inspekcji miejsc trudnodostępnych, na przykład kontroli stanu wnętrza rur, zbiorników i silników.
Do czego służą lokalizatory przewodów?
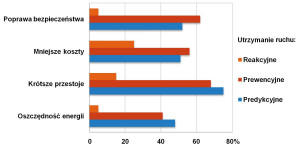
Rys. 1. Potencjalne korzyści związane z różnymi strategiami utrzymania ruchu (źródło: mobil.com)
Mierniki obrotów (tachometry) wyznaczają prędkość obrotową. Używa się ich w związku z tym przykładowo do wyznaczania prędkości obrotów wałów i innych elementów wirujących.
Ważną grupą narzędzi pomiarowych są mierniki wielkości elektrycznych. Przykładem są mierniki jakości energii elektrycznej. Przyrządów tych używa się do diagnozowania problemów, które są spowodowane pogorszeniem się jakości energii elektrycznej oraz do długookresowej rejestracji jej parametrów.
Kolejnym przykładem są lokalizatory przewodów i kabli. Służą do wyszukiwania przewodów i wyznaczania tras ich przebiegu. Umożliwiają też wykrywanie ich uszkodzeń, jak przerwy czy zwarcia. Używa się oprócz tego różnego typu testerów elektrycznych, na przykład: testerów napięcia i ciągłości obwodu, próbników napięcia, wskaźników kolejności faz, testerów izolacji.
Czym są cmms?
Działy utrzymania ruchu w zakładach przemysłowych korzystają oprócz tego z informatycznych systemów typu CMMS (Computerized Maintenance Management Systems). Głównym zadaniem tych aplikacji jest automatyzacja zadań w zakresie: zarządzania rejestrem urządzeń i obiektów zakładu i ich dokumentacji, planowania remontów, konserwacji i napraw wyposażenia fabryki, zbierania oraz aktualizacji danych o awariach, uszkodzeniach, naprawach i wymianie urządzeń, zarządzania stanem magazynów części zapasowych, zakupów nowego wyposażenia oraz części zamiennych, nadzoru nad personelem i organizacji jego pracy (m.in. aktualizacji listy zadań dla poszczególnych pracowników oraz postępów w realizacji zadań).
Podsumowanie

Tematy numerów APA w przyszłości
W przyszłości duże nadzieje w zakresie rozwoju technik utrzymania ruchu, zwłaszcza predykcyjnego, pokłada się w upowszechnieniu się w przemyśle Internetu Rzeczy i sztucznej inteligencji. Idea Przemysłowego Internetu Rzeczy (Industrial Internet of Things, IIoT) zakłada, że maszyny będą korzystać z Internetu i za jego pośrednictwem się ze sobą komunikować całkowicie bez udziału ludzi.
Dzięki temu będą dostarczać sobie nawzajem oraz systemom nadrzędnym informacji o postępach w wykonaniu zadań, błędach, wskaźnikach stanu, awariach i wynikach pomiarów. Zasięgiem IIoT zostaną objęte nie tylko pojedyncze maszyny, ale całe linie produkcyjne i inne wyposażenie zakładów, systemy sterowania, systemy zarządzania oraz komunikacja na zewnątrz, między zakładami i między fabrykami, a przedsiębiorstwami z nimi współpracującymi, na przykład producentami ich wyposażenia, dostawcami części zamiennych czy firmami, które świadczą usługi w zakresie napraw i remontów.
W analizie danych pozyskiwanych w sieciach IIoT ludzi będzie wspomagać, a z czasem być może nawet całkiem ich wyręczy, sztuczna inteligencja. Jej zadaniem będzie przewidywanie awarii przez wyciąganie wniosków z danych opisujących stan obiektu inspekcji.
Monika Jaworowska
źródła zdjęć: FAG Industrial Services, Fluke, Siemens, BMW, Testo




















