
Wszelkie działania podejmowane w celu poprawy efektywności energetycznej przedsiębiorstwa i ograniczenia zużycia mediów użytkowych pozytywnie wpływają na środowisko, zarówno w skali lokalnej, jak i globalnej. W pierwszym przypadku przykładowo zakład przemysłowy będący zwykle na danym terenie największym odbiorcą wody, oszczędzając ją, może znacząco przyczynić się do poprawy bezpieczeństwa jej dostaw w całym regionie. Z kolei inwestując w energooszczędne rozwiązania, zyskuje wpływ nie tylko na jakość powietrza lokalnie, ale i na zjawiska na skalę światową, jak globalne ocieplenie.
Warto też jednak przypomnieć, że poza tym tego typu zabiegi przynoszą przedsiębiorstwu wymierne korzyści. Przede wszystkim wszelkie oszczędności przekładają się na niższe koszty operacyjne. To natomiast poprawia rentowność i konkurencyjność firmy.
Poza zmniejszeniem rachunków za energię i media użytkowe wiele rozwiązań proekologicznych, które siłą rzeczy wykorzystują najnowsze technologie i z założenia zwiększają kontrolę nad procesami i instalacjami, w tym użytkowymi, przyczynia się do poprawy jakości produkcji i komfortu oraz wydajności pracowników. Wszystko to warto uwzględnić, rozważając wdrożenie sposobów przedstawionych w artykule.
OD CZEGO ZACZĄĆ?
W zakresie poprawy efektywności energetycznej i ograniczania zużycia mediów użytkowych, w zależności od wielu czynników, w tym na przykład specyfiki produkcji, możliwości finansowych czy stopnia nowoczesności zakładu, praktykowane są rozmaite podejścia. Obejmują one działania na różnych poziomach organizacji przedsiębiorstwa i w różnej skali.

Zadania te można realizować od szczegółu do ogółu, czyli rozpoczynając na najniższym poziomie, na przykład od wymiany pojedynczych energochłonnych urządzeń na ich nowsze, energooszczędne modele lub od zoptymalizowania ich pracy. Następnie działania można rozszerzyć na większą, lecz wciąż stosunkowo niedużą skalę, czyli poprawiając efektywność energetyczną i ograniczając zużycie mediów użytkowych lokalnie, w obrębie pojedynczych maszyn lub stanowisk, przez skoncentrowanie się na poszczególnych elementach ich wyposażenia.
Na większą skalę i kompleksowo można z kolei modernizować całe procesy, instalacje i linie produkcyjne, jak też obejmujące cały zakład systemy użytkowe. Przykładami ostatnich są m.in.: instalacja oświetleniowa czy klimatyzacja.
JAK OSZCZĘDZAĆ ENERGIĘ ELEKTRYCZNĄ?
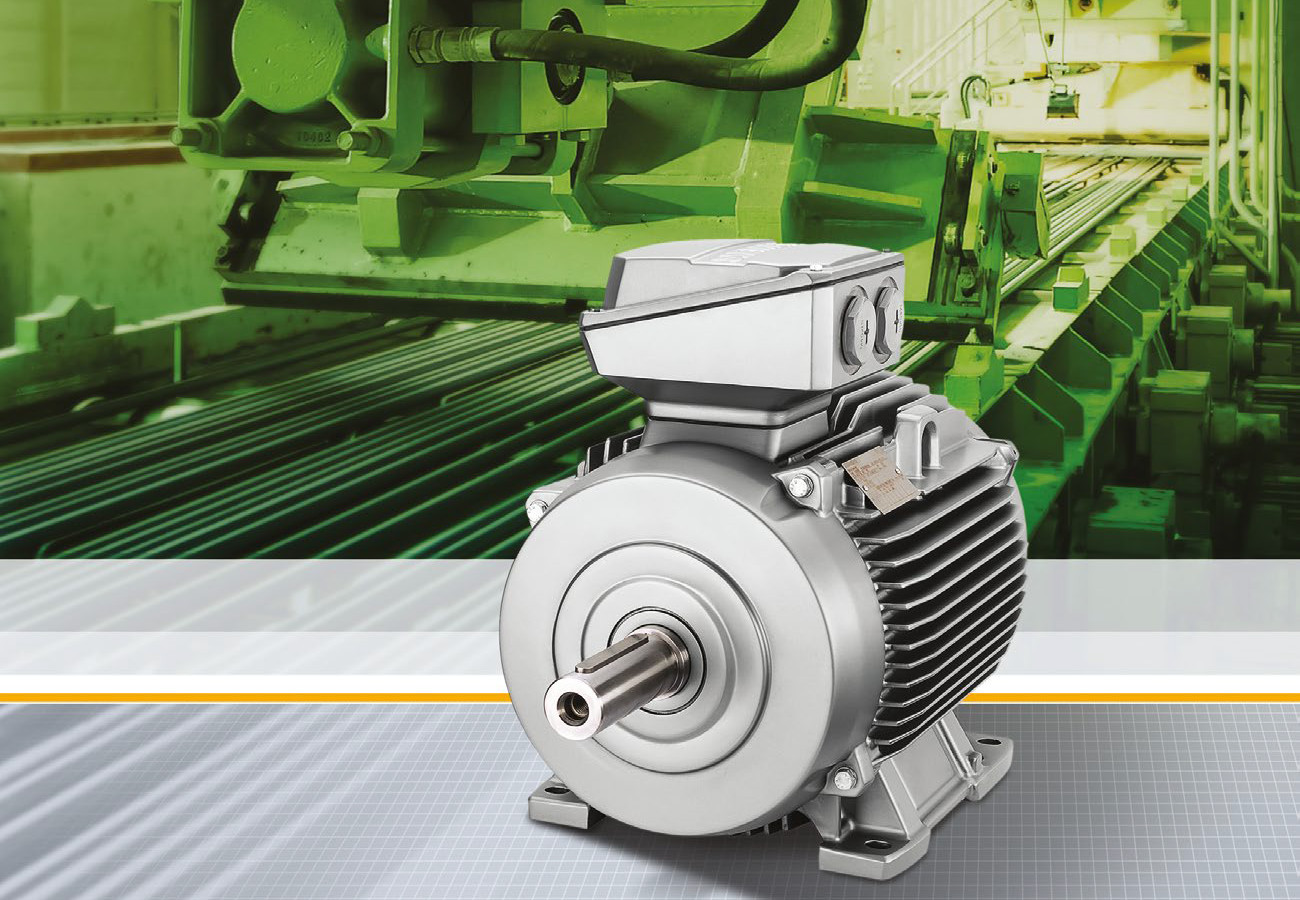
Jednym z działań, które można podjąć na najniższym poziomie i na małą skalę, jest wymiana silników na modele energooszczędne. Są one też przykładem urządzeń, w przypadku których zwiększanie efektywności energetycznej jest narzucane odgórnie oraz regulowane przepisami.
Aby ułatwić tworzenie, wprowadzanie, a później stosowanie się do tych ostatnich, silniki pogrupowano na klasy ze względu na sprawność energetyczną. Podział wprowadziło IEC (International Electrotechnical Commission) w normie IEC 60034-30:2008.
W przypadku silników klatkowych indukcyjnych trójfazowych jednobiegowych o znamionowym napięciu do 1 kV i częstotliwości 50/60 Hz, z 2, 4 albo 6 biegunami, o mocy od 0,75 do 375 kW, zdefiniowano trzy klasy sprawności: najniższą IE1 (Standard efficiency), wyższe IE2 (High efficiency) i IE3 (Premium efficiency) oraz najwyższą IE4 (Super Premium Efficiency).
W 2014 norma IEC 60034-30 została zastąpiona przez IEC 60034- 30-1. Określono w niej cztery klasy sprawności dla silników jednobiegowych znamionowanych według normy IEC 60034-1 lub IEC 60079-0. Dla poszczególnych klas od IE1 do IE4 w IEC 60034-30-1 podano zestawy wartości minimalnych sprawności w zależności od częstotliwości napięcia zasilania, liczby biegunów i mocy silnika. Sprawność urządzenia, na podstawie której określa się klasę IE, wyznacza się według procedury opisanej w normie IEC 60034-2-1. W 2014 również została ona zaktualizowana.
OD KIEDY SILNIKI ENERGOOSZCZĘDNE SĄ OBOWIĄZKOWE?
W 2009 roku Komisja Europejska wydała rozporządzenie o numerze 640/2009. Przedstawiono w nim plan, zgodnie z którym silniki o niższej sprawności miały zostać wycofane z rynku i z użytku na terenie Unii Europejskiej.
Pierwszą datą w tym harmonogramie był 16 czerwca 2011 roku. Od tego dnia silniki musiały mieć co najmniej klasę sprawności IE2. Od 1 stycznia 2015 silniki o mocy znamionowej w przedziale od 7,5 kW do 375 kW musiały z kolei mieć klasę sprawności co najmniej IE3 albo odpowiadać klasie IE2 i być wyposażone w sterownik bezstopniowy. Z początkiem 2017 roku wymóg ten objął też silniki o mocy w zakresie od 0,75 kW do 375 kW.
Ograniczenia te dotyczą konkretnej grupy urządzeń. Zakresem rozporządzenia nr 640/2009 objęto: elektryczne indukcyjne silniki klatkowe o stałej prędkości zasilane prądem trójfazowym, 50 Hz lub 50/60 Hz, które mają od 2 do 6 biegunów, napięcie znamionowe do 1 kV, moc znamionową od 0,75 kW do 375 kW i są określane na podstawie ciągłej eksploatacji roboczej.
Na początku 2014 roku wydano dokument numer 4/2014, który zastąpił ten o numerze 640/2009. Zmodyfikowano w nim artykuł 1, który dotyczy jego przedmiotu oraz zakresu. Główna zmiana to nowa lista urządzeń, których rozporządzenie to nie dotyczy. Znalazły się na niej m.in. silniki do użytku w przestrzeniach zagrożonych wybuchem zgodnie z definicją z dyrektywy 94/9/WE.
Instalacje sprężonego powietrzaJak zwiększyć efektywność?Istotnym powodem nieefektywności instalacji sprężonego powietrza są spadki ciśnienia pomiędzy sprężarką a odbiornikiem. Występują one z powodu utraty energii tego medium przy przepływie przez system. Częściowa strata ciśnienia jest oczywiście nieunikniona w przypadku korzystania z takich komponentów, jak filtry, osuszacze, czy separatory. Generalnie jednak należy dążyć do tego, aby nie przekraczała ona 10%. 
Na sprawność energetyczną instalacji sprężonego powietrza ma również wpływ pojemność zbiornika, w którym gromadzone jest to medium na wypadek nagłego zwiększonego popytu na nie, co pozwala na czasowe wyłączenie kompresora. Jeśli jest ona zbyt mała w stosunku do zapotrzebowania, sprężarka będzie dłużej eksploatowana. By temu zapobiec, warto zainstalować większy zbiornik główny dla całego systemu albo zbiorniki dodatkowe w pobliżu sprzętu, który okresowo potrzebuje większej ilości sprężonego powietrza. |
OPTYMALIZACJA INSTALACJI POMP
Silniki są jednym z komponentów systemów napędowych. Pomimo że mają znaczący wpływ na ich sumaryczną sprawność energetyczną, przeważnie wymiana tylko silnika na model energooszczędny nie wystarczy. Modernizując złożone systemy, lepiej bowiem stosować podejście kompleksowe.
W przeciwnym razie w najlepszym przypadku całkowita sprawność energetyczna się nie zmieni, a w najgorszym może się okazać nawet niższa, niż spodziewana w związku z zakupem na przykład silnika o najwyższej dostępnej sprawności, gdy równocześnie skorzystano z przekładni o bardzo niskiej sprawności. Ostatecznie bowiem to najbardziej energochłonny komponent decyduje o sprawności całego układu napędowego.
Poza tym uwzględnić trzeba specyfikę całego systemu. Przykładem takiego, dla którego wymagane jest indywidualne a zarazem kompleksowe podejście są instalacje pomp.
W tym przypadku na wybór konkretnych rozwiązań ma wpływ też to, czy pod kątem efektywności energetycznej jest modernizowana istniejąca i działająca instalacja pompowa, czy przygotowywany jest zoptymalizowany w tym zakresie projekt nowej instalacji. Dalej podpowiadamy, gdzie szukać oszczędności w pierwszej sytuacji.
EFEKTYWNOŚĆ ENERGETYCZNA POMP W PRAKTYCE
W istniejących instalacjach pomp, co może wydawać się zaskakujące, możliwości ograniczania zużycia energii często okazują się co najmniej równe, o ile nie większe, niż w tych nowo projektowanych. Wynika to stąd, że przed ich uruchomieniem i sprawdzeniem działania w praktyce trudno jest je zoptymalizować.
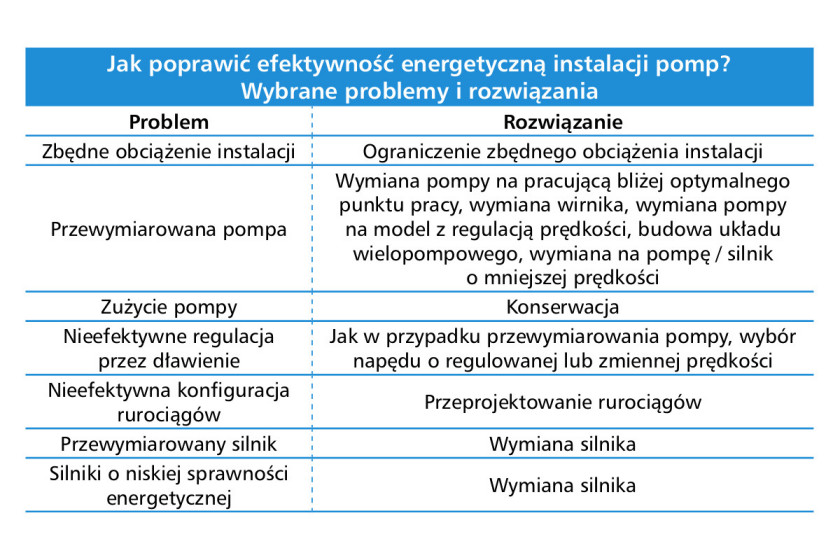
Oprócz tego zazwyczaj na etapie projektowania wysiłki projektantów koncentrują się na ograniczaniu kosztów i prawdopodobieństwa awarii. W rezultacie wiele nowo zainstalowanych pomp pracuje znacznie poniżej swojej maksymalnej sprawności. Dodatkowo w przypadku instalacji, które są eksploatowane już przez dłuższy czas, w międzyczasie zazwyczaj zachodzą zmiany w zakresie wymagań zasilanych przez nie procesów w stosunku do tych, pod których kątem dobierano początkowe parametry pracy pomp. W tabeli 1 zostały wymienione przykładowe problemy, które wpływają na sprawność energetyczną instalacji pomp wraz ze sposobami ich rozwiązania.
JAK ZMNIEJSZYĆ ZBĘDNE OBCIĄŻENIE INSTALACJI POMPOWEJ?
Jedną z metod wymienionych w tabeli 1 jest ograniczenie zbędnego obciążenia instalacji. Cel ten można osiągnąć na kilka sposobów, na przykład poprzez: zmniejszenie poboru pompowanego medium, wyeliminowanie jego wycieków, obniżenie natężenia przepływu, obniżenie ciśnienia roboczego, skrócenie czasu pracy instalacji oraz jej wyłączanie wtedy, kiedy nie musi pracować.
Przykładowo czasem instalacja pracuje cały czas z pełną mocą, podczas gdy zapotrzebowanie na pompowany czynnik, na przykład chłodzący inne urządzenia, jest zmienne i nieciągłe, na przykład jeżeli jest zależne od stopnia nagrzania chłodzonego urządzenia. W takim przypadku warto jest skorelować natężenie przepływu i sygnał sterujący wyłącznikiem pompy z obciążeniem termicznym układu odprowadzania ciepła.
JAK ROZPOZNAĆ PRZEWYMIAROWANĄ INSTALACJĘ POMP?
Kolejny problem to przewymiarowanie instalacji. Projektuje się je w ten sposób zwykle z kilku powodów, w tym: niedoprecyzowania wymagań projektowych, w celu uwzględnienia przyszłego wzrostu wydajności zakładu i/lub możliwego spadku sprawności pompy w wyniku zużycia i/lub strat tarcia w systemie rurociągów powodowanego przez zanieczyszczenia, które mogą się w nim gromadzić wraz ze starzeniem się systemu. Poza tym, że koszty energii elektrycznej instalacji przewymiarowanej są wyższe, wymaga ona też zwykle częstszej konserwacji.
Przewymiarowaną instalację pompową można łatwo rozpoznać. Wśród objawów, które powinny zaniepokoić, należy wymienić: nadmierny hałas spowodowany drganiem rurociągów, częste uszkodzenia rurociągów, konieczność częstej wymiany łożysk i uszczelek spowodowaną ich szybszym zużywaniem się pod wpływem zbyt dużego obciążenia, częste korzystanie z układów obejściowych. Na rozwiązanie problemu przewymiarowanej instalacji jest kilka sposobów, które wymieniamy w tabeli 1.
Instalacje sprężonego powietrzaWymiana sprężarki to ostatecznośćCzęścią większości instalacji sprężonego powietrza są dodatkowe komponenty, takie jak separatory, osuszacze czy filtry, które usuwają zanieczyszczenia, jak krople oleju, pary wodnej czy inne cząstki stałe. Docelowa jakość powietrza zależy od jego zastosowania. Na przykład na potrzeby przetwórstwa żywności powinna być jak najwyższa, z kolei już do celów technicznych często bywa akceptowalna niższa jakość. Nie warto w związku z tym oczyszczać tego medium w większym stopniu, niż jest to wymagane, ponieważ oznacza to straty energii, jak również może skutkować wyższymi kosztami konserwacji. Jeśli chodzi o tę ostatnią, należy pamiętać o jej regularnym przeprowadzaniu, zwłaszcza w odniesieniu do komponentów dodatkowych, takich jak na przykład filtry, bo brudne blokują przepływ sprężonego powietrza, znacząco zmniejszając sprawność całej instalacji. 
Na samym końcu procesu optymalizacji instalacji sprężonego powietrza warto jest rozważyć wymianę albo modernizację kompresora. Oprócz przeanalizowania zalet i wad różnych typów sprężarek w odniesieniu do wymogów danej instalacji, pod uwagę trzeba wziąć wyposażenie i osprzęt dodatkowy (system sterowania, napęd), a na koniec też jej lokalizację. Gdy chodzi o tę ostatnią, przykładowo znaczący wpływ na sprawność energetyczną ma temperatura powietrza na wlocie – typowo im jest niższa, tym kompresor działa wydajniej. |
REKONFIGURACJA RUROCIĄGÓW
Kolejnym problemem jest nieefektywna konfiguracja rurociągów. W tym przypadku pomóc może ich przeprojektowanie. W ramach tego zadania trzeba: dobrać odpowiednie średnice rur, tak aby zmaksymalizować natężenie przepływu, jednocześnie ograniczając straty spowodowane tarciem, zorganizować układ rurociągów w taki sposób, by zminimalizować spadki ciśnienia przez unikanie ostrych zakrętów, prowadząc rury prosto tam, gdzie to tylko możliwe i wybrać zawory oraz złączki o niskich stratach.
Warto w tym miejscu podkreślić, że często przy określaniu optymalnego rozmiaru rurociągów trzeba pogodzić sprzeczności, takie jak: niższy początkowy koszt rur o mniejszych średnicach i koszt przepływu medium, który jest niższy w przypadku rur o większej średnicy, ze względu na mniejsze straty tarcia. Podobnie jest w przypadku osprzętu. Na przykład trzeba pamiętać, że zawory kulowe, które są chętnie wybierane ze względu na niski koszt i prostotę, z drugiej strony charakteryzuje stosunkowo duży współczynnik strat przepływu.
INSTALACJE SPRĘŻONEGO POWIETRZA – JAK ZWIĘKSZYĆ EFEKTYWNOŚĆ?
Artykuł na temat oszczędności energii elektrycznej w przemyśle byłby niekompletny bez poruszenia zagadnienia optymalizacji działania instalacji sprężonego powietrza, zazwyczaj jednej z bardziej energochłonnych w zakładzie.
Często, chociaż instalacja sprężonego powietrza działa sprawnie i zaspokaja zapotrzebowanie zakładu na to medium, mogłaby pracować znacznie efektywniej. Nierzadko w takim przypadku nakładem niewielkich sił i środków można uzyskać znaczące oszczędności w zakresie zużycia energii elektrycznej i kosztów utrzymania instalacji sprężonego powietrza.
Jej działanie można optymalizować na różnych etapach, od użytkowania, przez dystrybucję, po przechowywanie oraz przetwarzanie tego medium. Zawsze jednak warto rozpocząć od analizy rzeczywistego zapotrzebowania na nie. Pozwala to m.in. zidentyfikować procesy (takie jak na przykład czyszczenie, chłodzenie czy osuszanie), w których sprężone powietrze jest używane głównie dlatego, że jest „pod ręką”, a jego zastąpienie rozwiązaniem alternatywnym wiązałoby się z dużymi kosztami inwestycyjnymi. W takich przypadkach nie bierze się jednak pod uwagę tego, że początkowo większy wydatek może się szybko zwrócić dzięki niższym kosztom eksploatacji w porównaniu do sprężonego powietrza, które jest jednym z najdroższych mediów w użytkowaniu.
Często jednak nie można zrezygnować ze sprężonego powietrza. Wtedy w dalszej kolejności warto sprawdzić, czy jest użytkowane efektywnie. Nie jest tak na przykład, gdy średnie zapotrzebowanie na nie stanowi ułamek tego szczytowego. To oznacza, że sprężarka jest przewymiarowana, a więc nie pracuje z najwyższą wydajnością. To z kolei prawdopodobnie oznacza marnotrawstwo energii. W takim przypadku lepiej jest wymienić sprężarkę na taką o mniejszej wydajności, lecz ze zbiornikiem o większej pojemności, odpowiedniej do szczytowego zapotrzebowania.
Aleksandra Latocha
|

OPTYMALIZACJA INSTALACJI SPRĘŻONEGO POWIETRZA
Instalacja sprężonego powietrza działa też efektywniej, gdy profil obciążenia jest równomierny. Oznacza to w praktyce, że większe obciążenia najlepiej jest załączać naprzemiennie, unikając w ten sposób kumulowania się zapotrzebowania.
Czasem wydajniejszym rozwiązaniem okazuje się zorganizowanie oddzielnych instalacji. Jest tak na przykład wtedy, gdy część obciążeń jest załączana poza godzinami pracy pozostałych. Wówczas, żeby uniknąć sytuacji, w której główny system pracuje nieefektywnie przy częściowym obciążeniu, lepiej jest skorzystać z oddzielnej sprężarki. Dzięki temu poprawia się wypadkowa sprawność obu instalacji.
Głównym źródłem strat w instalacjach sprężonego powietrza są wycieki tego medium. Mogą one wystąpić w wielu miejscach, na przykład: w wężach i złączkach, w rurach i na złączach rurowych, w regulatorach ciśnienia, w otwartych zaworach, w uruchomionym i niezaizolowanym sprzęcie, na złączach gwintowanych bez odpowiedniego uszczelnienia albo brudnych.
Metod ich wykrycia jest kilka. Wycieki sprężonego powietrza są słyszalne, co jednak w hałaśliwym środowisku produkcyjnym nie powinno być jedynym sposobem ich detekcji. Inna metoda, w której obserwuje się namydlone powierzchnie pod kątem wystąpienia bąbelków powietrza, chociaż jest tania i prosta, jest równocześnie dość pracochłonna. Najefektywniejszym sposobem wykrywania wycieków sprężonego powietrza są pomiary ultradźwiękowe. Więcej wskazówek z zakresu optymalizacji instalacji sprężonego powietrza przedstawiamy w ramkach.
NA CZYM POLEGA HARTOWANIE SZKŁA?
Jak wspomnieliśmy wcześniej, przechodząc od szczegółu do ogółu, na większą skalę oraz kompleksowo można modernizować całe procesy i linie produkcyjne. Dalej wyjaśniamy to na przykładzie hartowania szkła. Proces ten ma na celu zwiększenie wytrzymałości mechanicznej i termicznej tego materiału. Składa się z dwóch etapów. Pierwszym jest ogrzewania szkła do określonej, bardzo wysokiej temperatury. Następnie jest ono szybko oraz równomiernie schładzane w kontrolowanych warunkach.
HARTOWANIE SZKŁA – GDZIE ENERGIA JEST TRACONA?
Najbardziej energochłonną częścią linii hartowania jest sekcja pieca, ponieważ najwięcej energii zużywa się na ogrzewanie szkła. Na ilość ciepła, a tym samym ilość energii elektrycznej, potrzebnej do ogrzania szkła nie można wpłynąć – wymagana temperatura jest determinowana przez specyfikę tego procesu.
Niestety, ogrzewanie szkła w praktyce nie odbywa się bez strat, co trzeba uwzględnić w bilansie zużycia energii. Największe z nich to: straty energii na skutek uwalniania ciepła do otoczenia przez ściany pieca i straty ciepła towarzyszące przepływowi powietrza używanego do zwiększania sprawności przekazywania ciepła przez konwekcję.
Drugi etap procesu, czyli chłodzenie, również wnosi znaczący wkład w sumaryczne zużycie energii w procesie hartowania szkła – w przypadku cieńszych płyt w praktyce często udział ten odpowiada ilości energii zużytej na ogrzewanie szkła w pierwszym etapie. W procesie chłodzenia najbardziej energochłonnym komponentem są silniki dmuchaw wymuszających obieg powietrza, które hartuje szkło.
HARTOWANIE SZKŁA – GDZIE SZUKAĆ OSZCZĘDNOŚCI?
By poprawić efektywność energetyczną linii hartowania szkła, przede wszystkim powinno się ograniczyć straty energii cieplnej. W tym celu okresowo należy sprawdzać stan izolacji pieca, w miarę użytkowania bowiem zaczyna ona pękać oraz tracić swoje właściwości izolacyjne.

Regularne sprawdzanie, czy izolacja jest w dobrym stanie i czy odpowiada nowoczesnym standardom, ma dodatkową zaletę poza ograniczeniem strat energii – można w ten sposób uniknąć pylenia jej ubytków, co może pogarszać jakość finalnego wyrobu. Straty energii na tym etapie można również zmniejszyć, ograniczając do niezbędnego minimum czas i częstość otwierania pieca oraz zachowując w tym zakresie wśród personelu dyscyplinę.
Straty ciepła towarzyszące przepływowi powietrza używanego do zwiększania sprawności przekazywania ciepła przez konwekcję na etapie ogrzewania szkła można ograniczyć, zastępując to medium dostarczane z zewnątrz systemem z obiegiem zamkniętym. Jest to bardziej energooszczędne, gdyż wtedy do sekcji grzewczej nie jest wdmuchiwane powietrze z zewnątrz, które następnie trzeba z pieca odprowadzić z oczywistą stratą.
Jeżeli chodzi o proces chłodzenia, to zoptymalizować należy pracę silników zasilających dmuchawy, na przykład przez doposażenie je w przemienniki częstotliwości. Dzięki temu na przykład w przypadku hartowania pewnych typów szkła, gdy potrzebna jest tylko niewielka ilość powietrza, obroty wentylatorów można zwolnić. Ważne też, by ograniczyć czas pracy ich napędów na biegu jałowym do niezbędnego minimum, na co ma wpływ sprawność organizacji załadunku pieca.
Oszczędność wody w praktyceOptymalizacja pracy instalacji CIPW wielu branżach, na przykład w przemyśle spożywczym i farmaceutycznym, utrzymanie czystości i/lub sterylności linii produkcyjnych jest kluczowe dla jakości i bezpieczeństwa finalnego produktu, a przez to wymagane nie tylko przez interes producenta, ale i normy, do których musi się stosować. Dlatego ich wyposażenie jest myte, a często również sterylizowane w celu usunięcia z powierzchni mających kontakt ze składnikami oraz wyrobami resztek tych substancji, na których mogą rozwijać się bakterie, oraz zabicia drobnoustrojów już tam obecnych. Wykonuje się to ręcznie albo w sposób zautomatyzowany w systemach CIP (Cleaning in Place) i SIP (Sterilisation in Place). 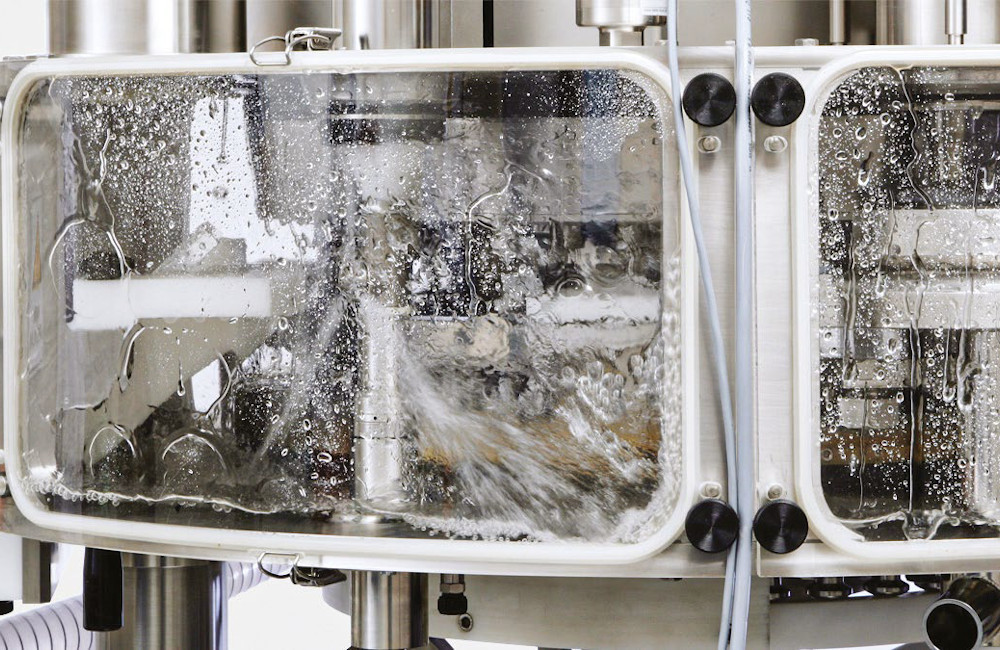
Mycie i sterylizacja na miejscu polegają na spłukiwaniu wnętrza wyposażenia linii produkcyjnych, głównie zbiorników, rurociągów, pomp, w przerwach między kolejnymi jej uruchomieniami, bez konieczności rozmontowywania jej elementów albo wprowadzania do ich wnętrza urządzeń czyszczących czy wchodzenia do nich. To ostatnie dotyczy dużych zbiorników, na przykład mieszalników. W zamian w systemach CIP/SIP realizuje się to przez wymuszenie przepływu środków myjących oraz odkażających przez te urządzenia i obiekty, a następnie ich powrotu do głównego zasobnika. W porównaniu z ręcznym czyszczeniem instalacji produkcyjnych zautomatyzowane mycie i sterylizacja na miejscu mają wiele zalet, przede wszystkim w zakresie oszczędności zasobów, z których najważniejszymi, decydującymi o opłacalności, są: energia elektryczna, woda, chemikalia i czas. Dodatkowo optymalizując działanie systemów CIP/SIP, można jeszcze bardziej zmniejszyć ich zużycie. Przykładowo, jeżeli myte są zbiorniki o różnej wielkości, czas mycia może być zaprogramowany pod kątem tych największych. W takim przypadku warto jest go zróżnicować, dostosowując do rzeczywistych wymagań. Podobnie nie wszystkie cykle wymagają użycia gorącej wody. W przypadku temperatury wody trzeba jednak pamiętać o następującej zależności: jej podwyższenie pozwala zwykle skrócić czas czyszczenia. Typowa sekwencja mycia obejmuje etapy:
Jednak nie w każdym przypadku wszystkie cykle powinny być koniecznie przeprowadzane. Czas trwania etapu spłukiwania warto dostosować do zastosowanego detergentu – przykładowo generalnie te kwasowe spłukują się łatwiej, niż zasadowe. Podobnie w przypadku środków dezynfekujących – niektóre z nich wymagają mniej spłukiwania niż inne, a niektóre nadają się do wielokrotnego użytku. Poza tym wodę wykorzystywaną do finalnego płukania instalacji można powtórne zachować w kolejnym cyklu w pierwszym etapie wstępnego spłukiwania. |
INSTALACJE OŚWIETLENIOWE – JAK POPRAWIĆ ICH SPRAWNOŚĆ ENERGETYCZNĄ?
Na koniec warto wspomnieć o systemach użytkowych. Przykładem są instalacje oświetleniowe. W dużych magazynach, zwłaszcza działających całodobowo i halach produkcyjnych, szczególnie w zakładach z pracą zmianową, udział wydatków na oświetlenie w całkowitych kosztach utrzymania jest znaczący – może sięgać nawet kilkudziesięciu procent. Można go ograniczyć, wybierając lampy energooszczędne.
Oprócz bezpośrednich oszczędności, jakie zapewnia wymiana na przykład świetlówek na diody LED, energooszczędne źródła światła mogą się również, w przypadku pomieszczeń o specjalnym przeznaczeniu, pośrednio przełożyć na niższy rachunek za prąd. Przykładem są magazyny-chłodnie, w których oświetlenie stanowi dodatkowe obciążenie termiczne instalacji chłodniczej. Jest ono tym mniejsze, im lampy mniej się nagrzewają w wyniku strat energii zasilającej na ciepło. Podobnie jest w przypadku pomieszczeń, w których dla utrzymania określonej, na przykład wymogami procesu, stałej temperatury stale pracuje klimatyzacja – silnie nagrzewające się lampy stanowią dla niej dodatkowe obciążenie, przez które rosną koszty jej działania.
Dalsze zmniejszenie kosztów zapewniają systemy sterowania oświetleniem przez jego automatyczne wyłączanie w pustych pomieszczeniach, na podstawie sygnałów z czujników obecności albo wówczas, gdy natężenie światła naturalnego przekracza określoną wartość, w oparciu o jego pomiarze za pomocą sensorów światła dziennego. Korzysta się też z wyłączników czasowych i ściemniaczy.
Wydatki na oświetlenie można ograniczyć również, zwiększając wykorzystanie dostępnego światła naturalnego, co dodatkowo wpływa pozytywnie na samopoczucie i zdrowie pracowników, oraz dbając o regularne i skuteczne czyszczenie oraz konserwację opraw świetlnych.
JAK OSZCZĘDZAĆ WODĘ?
Energia elektryczna nie jest jedynym zasobem, którego zużycie ograniczając można poprawić rentowność zakładu, zarazem pozytywnie wpływając na stan środowiska. Równie ważne są media użytkowe, których przykładem jest woda. Jej pobór można zmniejszyć na kilka sposobów.
przypadku, gdy woda jest surowcem w obrębie linii produkcyjnej jej dopływ powinien być automatycznie odcinany w razie zatrzymania produkcji. Gdzie to możliwe, warto zainstalować ograniczniki oraz regulatory przepływu. Regularnie trzeba również s
Ponadto warto zastąpić wodochłonne rozwiązania okołoprodukcyjne takimi, które pozwalają na zmniejszenie zużycia wody. Przykładem są suche smary. Przyczyniają się one do znaczących oszczędności wody, zwłaszcza w przypadku linii przenośników.

Smarowanie taśmociągów jest koniecznością, aby zmniejszyć tarcie między taśmą a przenoszonymi nią wyrobami oraz aby zapobiec zderzaniu się tych ostatnich ze sobą, szczególnie w przypadku tych podatnych na uszkodzenie, jak na przykład opakowania szklane na liniach butelkowania. Dawniej realizowano to natryskowo, używając mieszaniny wody i rozpuszczalnego smaru. Ta metoda jednak powodowała nadmierne zużycie wody, a poza tym inne problemy, jak: śliskie podłogi, zwiększoną wilgotność powietrza w pomieszczeniu oraz powstawanie warunków, które sprzyjają gromadzeniu się zanieczyszczeń i rozwojowi bakterii, co jest wysoce niepożądane, zwłaszcza w produkcji spożywczej. Suchych smarów, na przykład w postaci proszku, problemy te nie dotyczą. Ich dodatkowa zaleta to m.in. brak strat na skutek odparowywania.
JAK OPTYMALIZOWAĆ PROCES MYCIA?
Znaczący wkład w straty wody wnoszą wycieki. Można je wcześnie wykryć na podstawie danych pomiarowych z wodomierzy. By im zapobiegać, należy m.in. wymienić zużyte uszczelki, naprawić albo wymienić nieszczelne rury i zawory oraz monitorować zbiorniki pod kątem przepełniania się. Trzeba również dbać o to, by krany były zakręcone, gdy nie są używane.
Wodochłonnym procesem jest również mycie. W zależności od tego, jakie rozwiązania są w tym zakresie praktykowane w danym zakładzie, można wyróżnić kilka sposobów na zmniejszenie związanego z nim poboru wody. Wśród nich wymienić można: korzystanie z wody technologicznej z innych obszarów w czyszczeniu sprzętu, który wymaga tego regularnie, wstępne usuwanie zanieczyszczeń, o ile to możliwe i nie wymaga zbyt dużych nakładów pracy, za pomocą na przykład skrobaków, tam gdzie to możliwe, mycie w wannach, a nie przez spłukiwanie bez zamkniętego obiegu wody oraz korzystanie z alternatywnych metod czyszczenia, na przykład strumieniem powietrza pod wysokim ciśnieniem, tam gdzie to możliwe używanie dysz wysokociśnieniowych, sprawdzanie, czy są ustawione prawidłowo i korzystanie z węży wyposażonych w pistolety uruchamiane za pomocą spustu. Liczne możliwości w zakresie ograniczenia poboru wody zapewnia też optymalizacja procesów mycia CIP, czyli na miejscu. Piszemy o nich w ramce.
Monika Jaworowska
















