
Automatyzację produkcji żywności i napojów ułatwia sekwencyjność i powtarzalność zadań. Przemawia za nią natomiast ich uciążliwość powodowana towarzyszącymi jej wykonywaniu: monotonności, dużemu wysiłkowi fizycznemu i trudnym warunkom pracy, przykładowo: przy pieczeniu bardzo wysokim temperaturom, tym skrajnie niskim w chłodniach, dużemu zapyleniu, jeżeli używane są sypkie składniki, jak również konieczność przestrzegania wysokich standardów higienicznych. Razem sprawia to, że dąży się do ograniczania udziału pracowników do funkcji głównie nadzorczej nad zautomatyzowanymi liniami technologicznymi.
Przykładem zadania będącego etapem obowiązkowym w produkcji większości typów żywności oraz napojów, w którym ludzi już powszechnie zastępują specjalistyczne automaty, jest mieszanie. Poprzedza je dostarczenie do mieszalnika składników produktu w ilościach wymaganych recepturą, też coraz częściej automatyzowane.
Dlaczego automatyzuje się załadunek?
Składniki do mieszalnika podawane są w sposób ciągły albo porcjami, w ilościach wcześniej odmierzonych, wagowo lub objętościowo. Ręczne odmierzanie wsadu przed załadunkiem to zadanie praco- i czasochłonne. Dlatego warto jest ten etap zautomatyzować. Oprócz tego, że przyspiesza to ładowanie, zwiększając wydajność produkcji oraz odciąża personel, przynosi dodatkowe korzyści. Najważniejszą z nich jest dokładniejsze odmierzanie składników. To przekłada się na lepszą jakość wyrobu, dzięki automatyzacji można bowiem uniknąć błędów ludzkich.
Do tych najczęściej dochodzi, jeżeli korzysta się ze składników pakowanych w opakowania mieszczące ich standardową ilość, na przykład worki po 5 kg, 10 kg albo 20 kg. Wówczas powodem niedokładności może być niecałkowite opróżnienie opakowania albo pomyłka pracownika w zliczaniu, ile worków już wsypał do mieszalnika. Liczyć się trzeba też z tolerancją wagową opakowań. Spowodowane nią różnice w ilości składników w mieszalniku względem tej wymaganej w recepturze są tym większe, im więcej worków zostało wyładowanych.
Załadunek ubytkowy i przyrostowy
Wyróżnia się dwie metody automatycznego załadunku. Klasyfikuje się je w zależności od tego, czy mierzony jest przyrost (gain in weight) czy ubytek (loss in weight) ilości dozowanego składnika, w pierwszym przypadku podczas jego ładowania do zasobnika, a w drugim w czasie jego rozładunku. W praktyce różnią się one umiejscowieniem czujnika tensometrycznego.
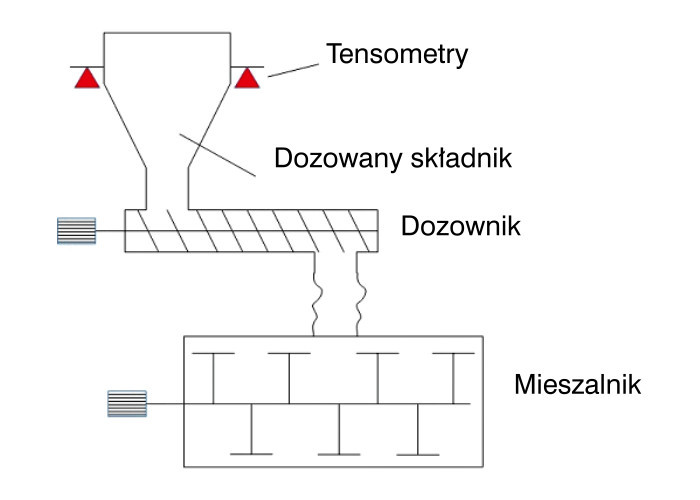
W ładowaniu przyrostowym waży się zbiornik znajdujący się w ciągu technologicznym za dozownikiem (rys. 1). W tej konfiguracji może być ładowanych wiele składników, jednak pod warunkiem, że będą one podawane sekwencyjnie, a nie jednocześnie. W ładowaniu ubytkowym natomiast ważony jest zbiornik, który znajduje się przed dozownikiem (rys. 2). Pozwala to na dodawanie jednocześnie wielu składników z kilku zasobników ważonych niezależnie.
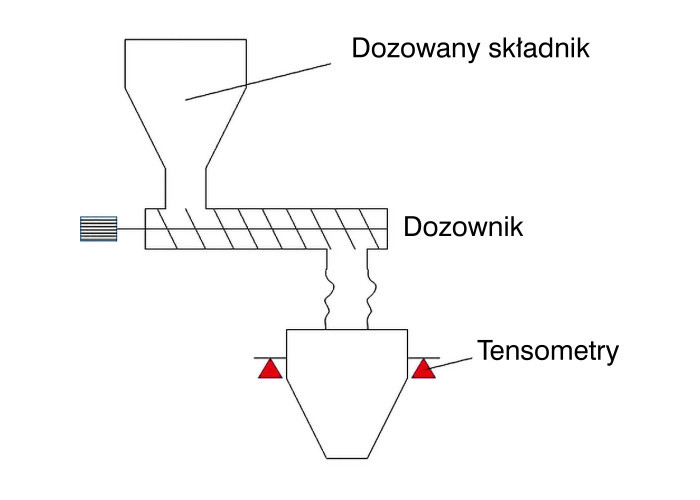
Generalnie ładowanie przyrostowe jest wolniejsze, ale dokładniejsze, w porównaniu do szybszego, lecz mniej precyzyjnego ładowania ubytkowego. Na wybór konfiguracji mają oprócz tego wpływ inne czynniki, na przykład typ zbiorników, w jakich są przechowywane składniki mieszanek. W przypadku niektórych trudne może się okazać ich umieszczenie na wadze, co wymusza pracę w systemie przyrostowym.
Automatyzacja mieszania
Celem tytułowego procesu jest połączenie wielu składników, idealnie w taki sposób, żeby dowolna próbka zawierała je wszystkie w takich samych proporcjach, jak cała mieszanina. W praktyce dąży się przynajmniej do uzyskania jak najbardziej jednorodnej mieszanki, która będzie się charakteryzować konsystencją (gęstością, lepkością) wymaganą w danym zastosowaniu.
W związku z tym, że mieszanie jest prawdopodobnie najczęstszą z operacji procesowych w branży spożywczej i napojowej, przez lata jej automatyzowania osiągnięto wysoki poziom standaryzacji urządzeń mieszających i opracowano wiele typów automatów, które są dopasowane do różnych potrzeb. Chociaż istnieją różne kryteria ich klasyfikacji, generalnie można je podzielić na trzy kategorie, w zależności od tego, czy mieszają: ciecze (mieszalniki), suche proszki (mieszarki), gęste pasty i ciasta (zagniatarki).
Mieszalniki, mieszarki, zagniatarki
W pierwszym przypadku zwykle najlepiej sprawdzają się automaty z mieszadłami śmigłowymi. W tego typu mieszalnikach ważne jest, by nie dopuszczać do powstawania regularności w przepływie, takich jak ruch okrężny cieczy, negatywnie wpływających na stopień wymieszania składników. W celu ich przełamania w ściany mieszalników wbudowuje się przegrody albo śmigło montuje się asymetrycznie.
W przypadku mieszarek proszków celem jest przemieszczenie sekcji cząstek względem siebie. Tego typu urządzenia wyposaża się na przykład w mieszadła wstęgowe, których przeciwskrętne wstęgi, obracając się na wale, przesuwają warstwy proszków względem siebie w przeciwnych kierunkach. Zagniatarki past i ciast wyróżniają się większą mocą i rozwiązaniami w zakresie odprowadzania ciepła, które w znacznych ilościach wydziela się podczas ugniatania zwykle bardzo gęstych i lepkich wsadów. Mieszadło ma w nich zazwyczaj kształt litery S. Jego zadaniem jest przemieszczanie, dzielenie i zgniatanie wsadu.
Przegląd typów mieszadeł
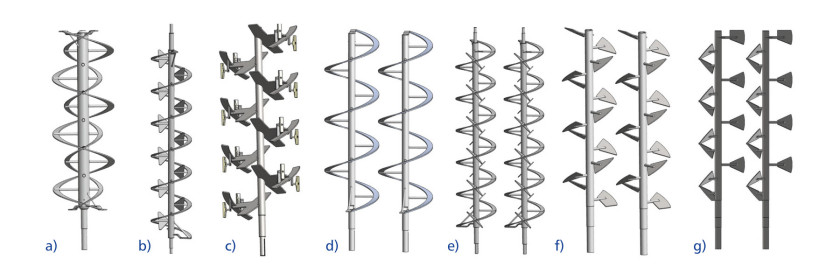
Opracowano również wiele specjalnych typów mieszadeł. Przykładem jest konstrukcja z pojedynczym wałem i dwoma wstęgami (rys. 3 a). Jest używana do mieszania produktów samopoziomujących się, jak zupy, gulasze, papki, przyprawy. Zwykle najlepsze efekty pod względem jednorodności mieszanki osiąga się, jeżeli pracuje z małą prędkością.
Na rysunku 3 b przedstawiono mieszadło z pojedynczym wałem oraz wewnętrznymi łopatkami o przeciwstawnym skoku względem zewnętrznej wstążki. Zwykle korzysta się z niego, mieszając zupy i sosy, jak również produkty bardziej lepkie i twardsze. Kolejny przykład to pojedynczy wał z podwójnymi łopatkami (rys. 3 c). Konstrukcja ta gwarantuje dużą jednorodność mieszaniny.
Te stanowiące zespół dwóch wałów z pojedynczymi wstążkami (rys. 3 d) z kolei zapewniają delikatne mieszanie produktów, które są bardzo gęste i lepkie, jak sery topione, pasty do smarowania czy wsady owocowe. Mieszadła w postaci zespołu dwóch wałów z wstęgami oraz łopatkami (rys. 3 e) sprawdzają się w mieszaniu składników o różnych gęstościach.
Konstrukcja z dwoma wałami z łopatkami jest natomiast używana w produkcji wędlin, przetworów z mielonego mięsa, wyrobów drobiowych (rys. 3 f), podobnie jak mieszadła z podwójnym wałem z nakładającymi się łopatkami (rys. 3 g).
Laminowanie ciasta
Wymieszane składniki są poddawane dalszej obróbce, specyficznej dla typu wyrobu. Na przykład w branży piekarniczej niektóry typy wypieków, jak ciasto francuskie, wymagają laminowania. Polega ono na wielokrotnym składaniu ciasta w warstwy, pomiędzy które jest wkładany tłuszcz. Ma to na celu uzyskanie delikatnej, płatkowej struktury gotowych wypieków. Najważniejsze etapy laminowania to: formowanie ciasta, pokrywanie go tłuszczem, formowanie warstw.
W związku z tym zautomatyzowane linie laminowania podzielone są na sekcje. Pierwszą maszyną jest przeważnie wałkownica ciasta. W kolejnym kroku jego płaty należy połączyć z tłuszczem. Na tym etapie decydujące dla jakości wyrobu gotowego są: konsystencja ciasta i tłuszczu oraz ich temperatura. Tłuszcze można nakładać na kilka sposobów – na wybór odpowiedniego ma wpływ m.in. specyfika typu tego dodatku. Na przykład margaryna zachowuje plastyczność w szerokim zakresie temperatur. Również masło rozprowadza się łatwo. Z kolei środki niskotłuszczowe są trudniejsze to rozsmarowywani, ponieważ topią się szybciej niż margaryna i masło. Dlatego wymagają precyzyjnej kontroli temperatury.
Automatyzacja laminowania
Tłuszcz nakłada się na arkusze ciasta, a potem zawija się ich brzegi, przykrywając posmarowaną powierzchnię. W ten sposób tworzy się strukturę ciasto–tłuszcz–ciasto. Taką samą można również uzyskać najpierw rozcinając arkusz wzdłuż, na dwie połowy. Następnie jedną z nich pokrywa się tłuszczem. Potem przykrywa się ją suchym arkuszem.
Alternatywą jest dodanie kostek tłuszczu do ciasta na etapie jego wyrabiania. Ciasto z takim dodatkiem jest rozwałkowywane. Znacznie upraszcza to linię laminowania, ponieważ nie jest potrzebna pompa ani dozownik tłuszczu. Dzięki temu, że w tym przypadku warstwy tłuszczu są rozmieszczone losowo, gotowy wypiek jest mniej kruchy. Niestety nie rozwarstwia się aż w takim stopniu, jak wypieki laminowane przez bezpośrednie natłuszczanie warstw ciasta. Dlatego te drugie zyskują na objętości, chociaż z drugiej strony są bardziej kruche.
W kolejnym kroku natłuszczone ciasto jest spłaszczane. Następnie arkusze składa się. Można to robić na kilka sposobów. Przykładowo ciasto rozwijane z arkusza jest układane na zakładkę lub najpierw jest rozcinane na paski, które są następnie układane w stos, jeden na drugim, z lekkim przesunięciem.
Piece tunelowe
Surowe ciasto trafia do pieca. Tam jest poddawane obróbce cieplnej. W tym celu w produkcji na masową skalę korzysta się z pieców tunelowych. Są one zbudowane z długiego transportera, którym ciasto jest przemieszczanie w komorze pieczenia. Piece tego typu mają długość od kilkunastu–kilkudziesięciu do nawet 100 metrów. Taśma przenośnika jest przeważnie wykonywana z siatki drucianej albo z blachy ze stali węglowej. Obraca się na bębnach znajdujących się na obu końcach tunelu grzewczego. Zmieniając prędkość taśmociągu, można regulować czas pieczenia.
Komora pieczenia może być ogrzewana bezpośrednio palnikami gazowymi lub grzejnikami elektrycznymi lub układem pośrednim, z wykorzystaniem wymienników ciepła. Tunel jest przeważnie podzielony na strefy. Warunki, w jakich surowiec jest poddawany obróbce w poszczególnych sekcjach (temperatura, wilgotność powietrza), są regulowane niezależnie. Przedziały mogą mieć od kilkunastu do kilkudziesięciu metrów długości, w zależności od pojemności pieca.
Dzięki możliwości strefowej regulacji temperatury i zawartości wilgoci w powietrzu zapewnia się optymalne warunki uwzględniające specyfikę poszczególnych etapów pieczenia. Pozwala to uzyskać zakładane parametry wyrobu końcowego, takie jak: struktura ciasta, stopień jego zawilgocenia, kolor, chrupkość.

Automatyka w produkcji mięsnej
Z rozwiązań automatyki korzysta się także powszechnie m.in. w przemyśle mięsnym. Przykładem maszyny używanej w zakładach przetwórstwa mięsa jest masownica.
Jest to urządzenie służące do ugniatania kawałków mięsa, na przykład szynki. Zabieg ten powoduje uplastycznienie się tego surowca, z którego dalej produkowane są m.in. konserwy, wędzonki, różne wędliny. Uelastycznienie mięsa w masownicy jest uzyskiwane bez niszczenia jego struktury. Dzięki temu zabiegowi lepiej wchłania się solanka i ulegają poprawie jakościowe parametry tego surowca, jak: soczystość, kruchość, smak.
Proces masowania mięsa odbywa się w hermetycznym zbiorniku w warunkach próżniowych. Ze względu na sposób, w jaki wsad mięsny jest w nim wprawiany w ruch, można wyróżnić dwa typy masownic. W pierwszych, bębnowych, kawałki surowca są podrzucane na skutek obracania się zbiornika. W bębnie wbudowane są dodatkowo półki, rozmieszczone w odstępach na obwodzie zbiornika. Mięso jest przez nie unoszone, kiedy kontener obraca się w jednym kierunku i z nich spada, uderzając o pozostały wsad, półki i ściany bębna, przy zmianie kierunku jego obrotów. W masownicach drugiego typu z kolei sam zbiornik jest nieruchomy, a mięso jest wprawiane w ruch przez mieszadło.
Zautomatyzowane rozdrabnianie i mielenie
Automatyzowane jest też rozdrabianie i mielenie mięsa. W produkcji na skalę przemysłową używa się w tym celu automatów wielofunkcyjnych, które oprócz tych zadań wykonują dodatkowe, jak mieszanie, a poza tym są przeważnie uniwersalnymi maszynami, które rozdrabniają nie tylko surowiec mięsny w różnej postaci (surowy, zamrożony), ale też inne produkty (sery, warzywa).
Są one zwykle zbudowane z dwóch popychaczy mięsa (ślimaków), doprowadzającego i roboczego. Pierwszy ma często średnicę nawet kilkudziesięciu centymetrów, co pozwala na chwytanie dużych kawałków mięsa, bez blokowania maszyny. Popychacz roboczy może pracować z różną prędkością. Szybkość obrotów tego elementu powinno się dobierać odpowiednio do rodzaju wsadu, na przykład ta najwolniejsza jest zalecana w mieleniu twardego, zamarzniętego wsadu lub jeżeli będzie on dalej przeciskany przez płytki z bardzo małymi otworami. Średnia prędkość nadaje się do mielenia mięsa świeżego, natomiast największa, jeśli wsad będzie dalej przeciskany przez płytki o średnich i dużych otworach. Ślimak podający można w niektórych modelach przełączać na bieg wsteczny, co pozwala na zamieszanie zawartości leja i skorygowanie niekorzystnego ułożenia surowca. Czasem możliwe jest niezależne regulowanie prędkości popychacza doprowadzającego i roboczego, by dostosować ich kombinację do nietypowych wsadów.
Młynki do serów są dodatkowo wyposażane w zwoje zębate do łamania bloków i chwytania wsadu. W razie zablokowania ślimaka urządzenie jest automatycznie zatrzymywane. Dostępne są poza tym młynki ze ślimakiem doprowadzającym i mieszadłem w jednej komorze. W takich modelach, jeżeli pierwszy pracuje na biegu wstecznym, surowiec jest mieszany, na przykład z solą i przyprawami, w przeciwnym razie jest podawany na mielący ślimak roboczy.
Higiena w produkcji żywnośPrzepisy nakładają na producentów żywności obowiązek dbania o jakość surowców, czystość w zakładzie i przestrzeganie standardów higieny wśród pracowników. Ma to na celu zapobieganie skażeniu żywności. Źródłem niebezpiecznych zarazków może również być sprzęt produkcyjny, o ile nie jest właściwie zaprojektowany i wykonany. Jednym z wymogów jest możliwość jego skutecznego czyszczenia. W związku z tym jego demontaż musi być uproszczony. Nie może również wchłaniać bakterii, umożliwiać im przeżycia ani namnażania się, na sobie ani na produkcie. Dlatego powierzchnie wygładza się oraz unika się zagłębień, w których zarazki rozwijałyby się i/albo mogłyby przetrwać proces czyszczenia. Preferowane są zatem płaskie, wypukłe oraz pochylone powierzchnie, które ułatwią spływanie płynów oraz zaokrąglone rogi. Zamiast pustych w środku, stosowane są wypełnione elementy konstrukcyjne. Wszelkie tabliczki, wsporniki, zaślepki, najlepiej gdy są na trwale przymocowane do podłoża, a nie tylko przykręcone do niego śrubami. Zamiast łączenia różnych elementów, lepsze są konstrukcje monolityczne, na przykład odlewy. 
Materiały, z których wykonywany jest sprzęt produkcyjny, powinny być nie tylko nietoksyczne dla produktu, ale i odporne na środki chemiczne, które będą używane do ich mycia i sposób, w jaki będzie ono wykonywane. Powinny być m.in. łatwo zmywalne, odporne na korozję i wytrzymałe mechanicznie. Nie mogą też sprzyjać namnażaniu się mikroorganizmów. Sprzętu do produkcji żywności nie zaleca się wyposażać w elementy malowane, gdyż powłoki farby mogą z czasem pękać i się kruszyć, na przykład przy szorowaniu. W przenośnikach nie powinno się korzystać z taśm z tkaniny, które łatwo wchłaniają wilgoć. Materiały konstrukcyjne muszą być również chemicznie obojętne. Inaczej mogą stać się źródłem zanieczyszczeń, będących wynikiem ich reakcji z różnymi substancjami, z żywności i tymi myjącymi. |
Automatyczne nadziewarki kiełbas
Również tytułowe zadanie jest coraz rzadziej w zakładach mięsnych produkujących na masową skalę wykonywane ręcznie. W zamian korzysta się z pół- albo w pełni zautomatyzowanych linii nadziewania kiełbas. W pierwszych przeważnie tylko osłonki są zmieniane ręcznie, natomiast w drugich zarówno ten etap, jak i napełnianie osłonek, dzielenie na kiełbasy i ich zawieszanie lub krojenie są zautomatyzowane. W maszynach półautomatycznych stosuje się różne rozwiązania, które mają usprawnić zadanie założenia nowej osłonki.
Dostępne są na przykład modele tylko z jedną głowicą. Koniec osłonki jest w nich wykrywany automatycznie przez system czujników. Jest to zrealizowane w taki sposób, żeby jednocześnie ograniczyć straty osłonki powodowane przedwczesnym sygnalizowaniem jej końca i nie dopuścić do zanieczyszczenia linii produkcyjnej resztkami surowego mięsa, które nie zmieściło się w danej partii kiełbasy. Wówczas głowica automatu wysuwa się, co pozwala operatorowi na założenie nowej osłonki. W modelach z dwoma i więcej głowicami na obrotowym podajniku podczas nadziewania jednej partii kiełbasy operator zakłada osłonkę na wolną głowicę. W maszynach w pełni zautomatyzowanych osłonki są automatycznie pobierane z zasobnika.
Roboty w produkcji spożywczej
Oprócz maszyn specjalistycznych w produkcji żywności korzysta się też z tytułowych urządzeń. Uzupełnie wyposażenia linii produkcyjnych w przemyśle spożywczym o roboty przemysłowe wiąże się z licznymi wyzwaniami. Przykładowo, zaprogramowanie robota, którego zadaniem jest obieranie owoców albo warzyw ze skórek, ze względu na to, że kolejne sztuki znacznie różnią się rozmiarem, jest znacznie trudniejsze, niż maszyny, która na przykład na stanowisku montażowym będzie operowała rozmiarowo standaryzowanymi podzespołami. Nie zniechęca to jednak do prac nad robotami wyspecjalizowanymi w zadaniach z dziedziny produkcji żywności, ze względu na liczne korzyści, które mogą przynieść.
Najważniejsze z nich to większa precyzja oraz szybkość wykonywania czynności. Poza tym łatwo je przystosować do pracy w trudnych warunkach, jak wysokie temperatury. Mogą również odciążać ludzi w zadaniach uciążliwych, na przykład podnoszeniu ciężarów przy załadunku mieszalników. W czynnościach powtarzalnych, jak dekorowanie wypieków i pakowanie, roboty mogą się przyczynić do zmniejszenia kosztów produkcji, zwiększając jej wydajność, gdyż nie męczą się, nie potrzebują przerw ani szkoleń. W ramce przedstawiamy przykłady stanowisk zrobotyzowanych w przemyśle spożywczym.
Roboty w przemyśle spożywczymPrzykład: rozbiór tusz 
W produkcji spożywczej można wyróżnić dwa etapy. W pierwszym surowce roślinne i zwierzęce są przetwarzane do postaci, w której mogą być sprzedawane albo pozwalającej na ich dalszą obróbkę. Ze względu na ich nieregularność zadania na tym etapie są trudne do zrobotyzowania. Pomimo to opracowano wiele rozwiązań w tym zakresie. Przykład to stanowiska rozbioru tusz zwierzęcych. Roboty na nich pracujące są wyposażone w narzędzia, którymi rozcinają tusze albo chwytaki, którymi je podnoszą i naprowadzają na piłę. Są zazwyczaj sterowane wizyjnie. Na podstawie obrazów z kamer tworzone są komputerowe modele tusz, analizowane w specjalistycznym oprogramowaniu. Jej wynikiem są linie cięcia zoptymalizowane pod kątem szczegółów anatomicznych danego egzemplarza tuszy. Przykład: dekorowanie ciast 
drugim etapie surowce roślinne i zwierzęce są przetwarzane do postaci jadalnych produktów. Ponieważ przeszły już wstępną obróbkę, częściej występują w zestandaryzowanej postaci, co ułatwia zrobotyzowanie zadań w ramach ich dalszego przetwarzania. Poza tym wiele z nich wymaga dużej powtarzalności i precyzji, co dodatkowo przemawia za zastąpieniem ludzi je wykonujących robotami. Przykładem jest dekorowanie ciast. Jest to jedno z bardziej praco- i czasochłonnych zadań na liniach produkcyjnych wypieków, a wykonywać je muszą osoby w zadaniu tym wyspecjalizowane, od których wymaga się: zręczności i pewności ruchów ręki, dobrego wzroku, zdolności skupienia, dokładności, powtarzalności. Coraz trudniej o takich pracowników. Tymczasem ponieważ ciasta produkowane masowo mają podobne wymiary i zdobienia, łatwo można zaprogramować robota tak, by nakładał na przykład lukier na ciastka, tworząc określony wzór. Szczegóły realizacji takiego stanowiska zależą od: typu ciasta, typu produktu, który będzie używany do jego dekorowania, wymaganej szybkości i elastyczności. Przykładowo specyficzne cechy polewy, kremu, posypki (konsystencja, lepkość, temperatura, sypkość) mają wpływ na osprzęt, taki jak typ dyszy, rodzaj dozownika, typ i parametry pracy pompy. Oprócz tego, w zależności od konfiguracji, może się poruszać aplikator albo ciasto – pierwsza zapewnia zwykle większą przepustowość systemu, a druga łatwiejsze przestrajanie, chociaż w praktyce zależy to od parametrów sprzętu. Roboty dekorujące są zwykle sterowane wizyjnie – na podstawie danych z kamer określane są lokalizacja oraz orientacja wypieków na przenośniku. Systemy wizyjne są też wykorzystywane w kontroli jakości zdobień. Integratorzy takich stanowisk duży nacisk kładą poza tym na łatwość obsługi. W tym przypadku ważne jest przede wszystkim uproszczenie wprowadzania zmian w nanoszonym przez robota wzorze, na przykład przez wgranie zdjęcia lub odręczne narysowanie wzoru albo wykonanie napisu na ekranie tabletu. |
Automatyzacja nalewania
W branży napojowej w zasadzie wszystkie etapy produkcji, od przygotowania napoju, zwykle w ramach jakiejś formy procesu wsadowego, przez jego rozlew do pojemników (które wcześniej należy umyć i osuszyć albo przedmuchać) i ich zamykanie, po kontrolę ich jakości, obecnie się automatyzuje. Dzięki temu oferta producentów automatyki dla tej gałęzi przemysłu spożywczego jest bogata. Wybór właściwego sprzętu warunkuje specyfika aplikacji.
Przykładowo kluczowe pytanie, na jakie należy sobie odpowiedzieć, wybierając nalewarką, jest to, jakimi cechami charakteryzuje się płyn, który będzie przez nią rozlewany. Trzeba się upewnić, czy można go zaliczyć do cieczy swobodnie płynących, czy może charakteryzuje go duża lepkość lub czy zawiera jakieś cząstki, może się pienić albo jest gazowany. Wybrany typ nalewarki musi być odpowiedni dla danego rodzaju płynu, inaczej nie będzie pracowała wydajnie, a nawet w ogóle może nie być w stanie rozlewać takiego napoju.
Przykładowo w nalewaniu piwa, win, soków sprawdzają się nalewarki ciśnieniowo-przelewowe, nadające się do rozlewania płynów o małej lepkości. Wyróżnia je też szybkość napełniania. Ten rodzaj nalewarek nie sprawdza się natomiast w dozowaniu gęstych płynów, na przykład miodu, w przypadku których lepiej użyć napełniarki tłokowej. Nalewarki grawitacyjne nadają się do rozlewania cieczy swobodnie płynących, o stałej lepkości, bez cząstek. Z kolei do napojów gazowanych zalecane są nalewarki przeciwciśnieniowe.
Arkadiusz Szojer
|

Jaka nalewarka będzie najlepsza?
Wybór rodzaju napełniarki wpływa również na to, czy wszystkie opakowania będą zapełniane do jednakowego poziomu, czy taką samą ilością napoju. W drugim przypadku trzeba się liczyć z tym, że poziom zapełnienia poszczególnych, na przykład butelek, może być różny. Jest to spowodowane różnicami ich wymiarów i niedokładnościami w ich wykonaniu. W przypadku przezroczystych opakowań może to sprawić, że konsument uzna niektóre z nich za niepełne.
Z drugiej strony utrzymanie jednakowego poziomu wszystkich butelek przez dolewanie, którego nie można uwzględnić w cenie produktu, może stać się źródłem strat, jeżeli opakowania, przez słabą jakość wykonania, bardzo różnią się pojemnością. Do maszyn napełniających wszystkie opakowania do jednakowego poziomu zalicza się nalewarki przelewowe, z kolei napełnianie objętościowe zapewniają nalewarki grawitacyjne.
Wybierając napełniarkę, trzeba też sprawdzić, czy sposób manipulowania opakowaniem nie spowoduje jego zniszczenia. Może do tego dojść, jeśli na przykład butelka jest wykonana z materiału nieprzystosowanego do nacisku, który będzie na niego wywierany albo jest ona za szeroka.
Ważny jest też sposób organizacji napełniarki w przestrzeni. Te liniowe sprawdzą się, jeżeli planujemy napełnianie pojemników w różnych rozmiarach. Obrotowe, które są przeważnie większe i bardziej wyspecjalizowane, są zalecane przy większej prędkości i wydajności napełniania.
Radosław Sobociński
|

Badanie jakości w produkcji napojów
Kontrolę jakości w produkcji napojów przeprowadza się na wszystkich etapach, od przygotowania po pakowanie. W czasie produkcji napojów należy kontrolować ich różne parametry, od których zależy ich smak i konsystencja. Na przykład w przypadku soków ważna jest zawartość cukrów. Wpływa ona na ich smak i jest regulowana przepisami. Do badania zawartości cukru w sokach używa się refraktometrów. Przyrządy te mierzą współczynnik załamania światła, który zmienia się w zależności od typu i stężenia substancji rozpuszczonych w danym roztworze.
W przypadku piwa natomiast istotnym parametrem jest stopień jego utlenienia. W tym napoju wpływa on bowiem na jego smak oraz klarowność. W browarnictwie do pomiaru ilości tlenu rozpuszczonego używane są sensory amperometryczne. W wyniku reakcji elektrochemicznej, która zachodzi na skutek przenikania tlenu przez membranę czujnika, generowany jest prąd. Jego natężenie jest proporcjonalne do ciśnienia cząstkowego tlenu w badanej próbce.
Kontrola jakości w branży napojowejKontrola jakości opakowań w produkcji napojów obejmuje też ich zamknięcie. W przypadku tych, które są nakręcane na nagwintowaną szyjkę, sprawdzić trzeba, czy siła potrzebna do odkręcenia zakrętki mieści się w wymaganym przedziale. Nakrętka powinna być bowiem na tyle mocno zakręcona, by zawartość opakowania nie wypływała przez nieszczelne wieczko na zewnątrz, a jednocześnie powinna być łatwa do otwarcia. Tylko spełnienie obu tych warunków gwarantuje zadowolenie klienta, inaczej jeśli będzie musiał użyć dużej siły, żeby otworzyć butelkę może się ochlapać, podobnie jak wtedy, gdy wieczko będzie przeciekać. Sprawdzenie jakości oraz siły zamknięcia powinno odbywać się w sposób naśladujący wykonywanie czynności otwierania przez człowieka, jednocześnie zapewniając powtarzalność i niezależność wyników testu od indywidualnych cech operatora. Dlatego zadanie to automatyzuje się, wykorzystując specjalne testery. W tego typu urządzeniach butelka mocowana jest w zacisku i automatycznie otwierana. Towarzyszy temu pomiar momentu obrotowego mechanizmu odkręcającego nakrętkę. Jeśli wynik nie mieści się w przedziale tolerancji, należy wyregulować zakręcarkę w napełniarce. 
Opakowania z napojami poddaje się także wielu innym testom. Przykładowo dla puszek wykonuje się testy upuszczeniowe i sprawdzające ich wytrzymałość na zniszczenie. Pierwsze badanie polega na upuszczaniu puszki na płaską powierzchnię. Powtarza się to wielokrotnie, za każdym razem zwiększając wysokość, na jaką podnoszone jest opakowanie przed jego upuszczeniem. W testach drugiego rodzaju z kolei poziom, na jaki podnoszona jest puszka, pozostaje niezmienny, natomiast spada ona za każdym razem na powierzchnię o innym nachyleniu. Poza tym automatyzuje się również pobieranie próbek napojów, które są poddawane testom jakościowym. Ręczne wykonywanie tego zadania jest czasochłonne, zwłaszcza gdy trzeba do laboratorium dostarczyć wiele próbek. W takim przypadku warto skorzystać z automatycznego testera z możliwością próbkowania kilku butelek jednocześnie. Zwykle opakowania są podawane z taśmociągu na stanowisko, na którym ich zakrętki są przekłuwane. Do środka jest wówczas wprowadzana sonda pobierająca próbkę. Jest ona przekazywana dalej do analizatora, przeważnie podłączonego do testera. |
Kontrola jakości opakowań
Monitorować trzeba również jakość gotowych napojów. W tym przypadku na celowniku jest opakowanie. Sprawdza się je przede wszystkim pod kątem: poziomu napełnienia, przecieków, szczelności zamknięcia (patrz ramka) i obecności niebezpiecznych dla konsumentów cząstek zawieszonych w płynie.
Przykładem ostatnich są drobiny szklane. W razie połknięcia stanowią one poważne zagrożenie dla zdrowia. Wykrycie szklanych odłamków, które zanieczyściły napój na skutek pęknięcia, odprysku, odkruszenia się kawałka butelki lub słoika, na przykład pod wpływem wibracji przenośnika, uderzenia głowicy napełniającej w szyjkę butelki lub zbyt mocnego zakręcenia nakrętki, w szklanych opakowaniach jest jednak trudnym zadaniem. Dlatego wymaga skorzystania ze specjalistycznych systemów pomiarowych, zwykle w ramach inspekcji rentgenowskiej. Wykrywanie szkła w szkle nie jest łatwe z kilku powodów.
Podstawowym utrudnieniem jest to, że opakowanie i zanieczyszczenia są wykonane z tego samego materiału. Kolejnym problemem jest brak jednolitości wykonania butelek – z powodu specyfiki składu oraz procesu produkcji szkła, nawet dokładając największych starań i mimo że pozornie całkowita masa oraz kształt butelek są jednakowe, poszczególne egzemplarze mogą się różnić grubością ścianek i denka, nawet o kilkanaście procent.
Dlaczego jeszcze trudno wykryć szkło w szkle?
W szkle naturalnie powstają różnego typu skazy, jak pęcherzyki gazów, wtrącenia, plamy. Może też zawierać nieszkodliwe dla konsumentów wtopione zanieczyszczenia, na przykład drobiny metali, szkła innego gatunku, plastiku. Nie są one powtarzalne. Oprócz tego opakowania od różnych producentów, choć pozornie takie same, mogą się różnić składem chemicznym szkła i jego gęstością. To także wpływa na skuteczność inspekcji rentgenowskiej.
Zależy ona oprócz tego w ogromnym stopniu od kształtu opakowania – im wymyślniejszy, tym jest mniejsza. Kontrola RTG najefektywniejsza jest w przypadku okrągłych butelek, bez ostrych kantów, w których w butelkach kwadratowych i prostokątnych od środka mogą się zbierać niewykrywalne zabrudzenia. Także orientacja okrągłych butelek jest bez znaczenia.
Utrudnienie stanowią wszelkie tłoczenia. Trudności w interpretacji obrazu rentgenowskiego może również sprawić wieczko ze względu na zgrubienia szkła na gwincie i metalową lub wykonaną z tworzywa sztucznego zakrętkę. Nie bez znaczenia są właściwości płynu, przede wszystkim jego lepkość, od niej bowiem zależy to, na jakiej głębokości będą się utrzymywać zanieczyszczenia. Zazwyczaj w przypadku napojów opadają one na dno, ale jeśli te są półpłynne, mogą podczas nalewania unieść zabrudzenia z dna i ścianek opakowania wyżej. Wówczas wymagana jest inspekcja całego pojemnika, a nie tylko jego dolnej części.
Podsumowanie
W artykule przedstawiliśmy przykłady rozwiązań sprzętowych. Branże spożywcza i napojowa mogą jednak wiele zyskać także dzięki oprogramowaniu, korzystając bowiem z najnowszych rozwiązań analitycznych, można zautomatyzować gromadzenie i analizę danych z poziomu sprzętowego, na przykład z systemów: kontroli jakości, sterowania liniami produkcyjnymi, monitorowania przepływu surowców i produktów i scentralizować dostęp do nich. Informacje te są pomocne w stawianiu czoła licznym wyzwaniom, przed którymi stają obecnie producenci żywności.
Przykładem jest rosnąca liczba przepisów, regulacji, wytycznych dotyczących tego sektora, których trzeba przestrzegać i za zmianami, w których trzeba nadążać. To bywa trudne, jeśli nie są one do końca jasne. Do takich zalicza się regulacje wymuszające na producentach żywności identyfikowanie i zarządzanie alergenami w ich wyrobach oraz informowanie o nich konsumentów. By temu sprostać, producent musi mieć dostęp do danych ze wszystkich etapów produkcji, włączając w to informacje od dostawców surowców, które musi zbierać i analizować. Dzięki temu w razie potrzeby jest w stanie ustalić źródło alergenu i może wskazać wszystkie produkty, które ze względu na obecność danego składnika niewykazaną na etykiecie produktu muszą być, w trosce o zdrowie osób na niego uczulonych, natychmiast wycofane ze sprzedaży.
Przewiduje się też, że przemysł spożywczy i napojowy skorzysta na rozwoju technologii Big Data i AI. Rozwiązania te mogą się okazać przydatne w wykrywaniu oraz analizowaniu wzorców w decyzjach zakupowych konsumentów. To z kolei pozwoli na dostosowywanie wolumenu produkcji i asortymentu do aktualnych trendów i potrzeb kupujących. Dzięki temu producenci żywności nie tylko będą mogli liczyć na większe zyski, ale będą też lepiej przygotowani na skoki popytu spowodowane nieprzewidzianymi sytuacjami. Oznacza to nie tylko korzyści dla nich, ale potencjalnie również może zapobiec marnowaniu się żywności i pośrednio przełożyć się na zmniejszenie negatywnego wpływu tej branży na środowisko.

Monika Jaworowska





















