
Automatyzowanie operacji w produkcji i przetwórstwie żywności ułatwia to, że są sekwencyjne i powtarzalne. Nie oznacza to jednak, że nie brakuje wyzwań wynikających z właściwości surowca albo produktu końcowego. Aby im sprostać opracowuje się specjalistyczne maszyny dedykowane konkretnym zadaniom.
Automatyka w branży rybnej
Nagromadzenie takich występuje m.in. w zakładach przetwórstwa ryb. Są wykorzystywane do budowy ciągów technologicznych albo pracują jako samodzielne urządzenia zastępujące personel w konkretnych zadaniach. Dostępne są w wersji w pełni zautomatyzowanej, ale korzysta się równie z maszyn półautomatycznych. Ponadto klasyfikuje się je na dedykowane określonym gatunkom, na przykład rybom słodkowodnym, albo ze względu na ich rozmiar, na przykład dla małych ryb.
W tej branży przede wszystkim automatyzuje się operacje, które ze względu na specyfikę ryb są uciążliwe do wykonania ręcznie. Poza tym, że przyspiesza to obróbkę, pozwala na urozmaicenie asortymentu, który obejmuje m.in.: ryby w całości, tuszki, czyli ryby odgłowione i wypatroszone, płaty ze skórą i bez skóry, dzwonka, zmielone, mrożone glazurowane lub panierowane. Większość zadań, z których zwalnia się pracowników, polega w związku z tym na oddzieleniu części jadalnych od tych, które nie nadają się do spożycia lub są nietolerowane przez klientów jak łuski, wnętrzności, głowy, skóra, ości. Przygotowanie surowych ryb do ich dalszej obróbki rozpoczyna się jednak standardowo od ich umycia i odśluzowania.
Jak zapewnić higienę w produkcji żywności i napojów?W produkcji żywności i napojów obowiązkowo muszą być przestrzegane standardy higieniczne – jest to wymagane przepisami. Dotyczą one różnych kwestii – odpowiednie regulacje obejmują sprzęt, procedury, personel oraz surowce. Jeżeli chodzi o ten pierwszy, to wyposażenia linii produkcyjnych powinno być wykonane w taki sposób, by można było łatwo je wyczyścić i zapobiec gromadzeniu się i rozwojowi zarazków. Aby temu wymogowi sprostać, stosuje się następujące rozwiązania konstrukcyjne: gładkie wykończenia powierzchni zewnętrznych i pokrywanie ich powłokami antyadhezyjnymi utrudniającymi przywieranie zabrudzeń, brak wentylatorów (chłodzenie przez konwekcję), dzięki czemu zanieczyszczenia z zewnątrz nie są zasysane do urządzenia i nie występują zawirowania powietrza, które rozprzestrzeniałyby zarazki w otoczeniu, wypełnianie wgłębień w obudowach (na przykład gumą), wyprofilowanie ułatwiające odpływ cieczy (bez stref martwych, w których nie ma przepływu, konstrukcje samościekowe), odpowiedni stopień ochrony zapewniający szczelność, korpusy z jednego odlewu (konstrukcje bezspawowe), brak nitów i śrub w komorze z produktem, wzmocnienie uszczelek metalowymi pierścieniami. Ponadto elementy wyposażenia linii produkcyjnych, które będą miały kontakt z żywnością, muszą być wykonane z materiałów dopuszczonych do użytku w branży spożywczej. Takimi są m.in. stal nierdzewna oraz tytan. Poza tym sprzętu do produkcji żywności nie zaleca się wyposażać w elementy malowane, gdyż powłoki farby mogą z czasem pękać i się kruszyć, na przykład przy szorowaniu. W przenośnikach natomiast nie powinno się korzystać z taśm z tkaniny, które łatwo wchłaniają wilgoć. Wszelkie tabliczki, wsporniki, zaślepki, najlepiej gdy są na trwale przymocowane do podłoża, a nie jedynie przykręcone do niego śrubami. 
Mycie i odkażanie muszą być przeprowadzane regularnie. Zadania te automatyzuje się w ramach systemów CIP (Cleaning in Place) oraz SIP (Sterilization in Place), czyli mycia i sterylizacji na miejscu. Polegają one na spłukiwaniu wnętrza wyposażenia linii produkcyjnych w przerwach między kolejnymi jej uruchomieniami, bez konieczności rozmontowywania elementów, wprowadzania do ich wnętrza urządzeń czyszczących lub wchodzenia do środka. Wytyczne dla personelu Zalecenia w zakresie higieny dotyczą też personelu. Podstawą jest oczywiście mycie i dezynfekcja rąk, przed rozpoczęciem pracy, jak i później, podczas wykonywania zadań tak często, jak to tylko możliwe, a zarazem wymuszane specyfiką danej czynności. Personel powinien także zdejmować wszelkie ozdoby, jak pierścionki, zegarki i bransoletki, ponieważ utrudniają dokładne mycie rąk i stanowią miejsce gromadzenia się zarazków. Personel mający styczność z żywnością musi nosić odzież ochronną – zasadniczo w części produkcyjnej powinno się przebywać tylko w ubraniu tego typu. Stan oraz czystość odzieży ochronnej trzeba regularnie monitorować. Ubranie, podobnie jak narzędzia oraz ręce, trzeba koniecznie umyć oraz zdezynfekować. Obowiązkowe są również okresowe badania lekarskie personelu. Higieniczne opakowania i surowce Dezynfekcji i myciu poddaje się także opakowania, a czasem i surowce. Jeśli chodzi o pierwsze, to na przykład w przemyśle napojowym obowiązkowym elementem wyposażenia linii produkcyjnych są płuczki. Zapobiegają one zanieczyszczeniu produktu zarazkami i drobinami, które osadzają się w opakowaniach podczas ich produkcji, transportowania i magazynowania. Jest to niepożądane tak ze względów sanitarnych, jak i wizerunkowych. W tej gałęzi przemysłu spożywczego trzeba również zadbać o jakość surowca, jakim jest woda. Metodą, która w zakresie jej dezynfekcji zyskuje coraz większą popularność, jest odkażanie przez naświetlanie promieniowaniem ultrafioletowym. |
Maszyny specjalistyczne w przetwórstwie ryb
W tym zadaniu wykorzystuje się płuczki, w przykładowym wykonaniu zbudowane z przenośnika ze zbiornikiem lub myjki bębnowe pionowe. Kolejnym etapem jest usunięcie łusek. W tym celu wykorzystuje się odtłuszczarki bębnowe, w przykładowej realizacji zbudowane z metalowego, perforowanego walca ścierającego łuski z ryb, które są w nim obracane. Ich uzupełnieniem są elektryczne skrobaki ręczne, które pozwalają usunąć resztki łusek, jeżeli takowe pozostaną po zautomatyzowanym skrobaniu.
Następnym krokiem jest odgławianie. Głowy ryb usuwa się, wykonując cięcia różnego typu. Najpopularniejsze są: proste, pod kątem, okołoskrzelowe po prostych pod kątem prostym albo okołoskrzelowe po łuku. W przykładowym wykonaniu w automatycznej maszynie do odgławiania rolą operatora jest jedynie załadunek ryb, zaś inne operacje, czyli pomiar, cięcie, transport na kolejne stanowisko, są w pełni zautomatyzowane.
Urządzenie wyposaża się w system wizyjny, który śledzi oraz analizuje położenie ryby na podajniku. Każda sztuka jest zmierzona. Określane jest również położenie głowy i innych charakterystycznych części (skrzela, ogon).
Na tej podstawie wyznaczany jest optymalny rozstaw i kąt nachylenia ostrzy. W niektórych maszynach odcina się też ogon i wykonuje nacięcia przygotowujące rybę do kolejnych etapów obróbki. Następnie, o ile odgławiarka współpracuje z kolejną maszyną, ryba jest automatycznie podawana dalej. Warto dodać, że nawet urządzenia półautomatyczne, ze względu na wysiłek, jakiego przeważnie wymaga odcięcie głowy ryby przez przecięcie bardzo twardego akurat w tym miejscu kręgosłupa, mogą znacząco odciążyć personel.
Sebastian Dmytryk
|

Zautomatyzowane patroszenie i odszlamianie
W podobny sposób automatyzowane jest patroszenie, uznawane za jedną z bardziej pracochłonnych operacji w przetwórstwie ryb. W pierwszej kolejności, po przetransportowaniu do takiej maszyny kolejnej sztuki, mierzona jest jej grubość i długość. Na tej podstawie regulowane jest ustawienie narzędzi tnących – na przykład obrotowych noży powietrznych albo ryba jest pozycjonowa pozycjonowana względem nieruchomych ostrzy i innych narzędzi przez prowadnice, w których przesuwa się po przenośniku. Te następnie rozcinają brzuch i, jeżeli wcześniej nie odcięto głowy, również skrzela i ich okolice. W kolejnym kroku płaty są rozchylane i do wnętrza jest wprowadzany skrobak, który luzuje wnętrzności. Te są następnie odsysane próżniowo. W kolejnym etapie obrotowe szczotki z natryskiem usuwają pozostałości krwi i błon. W półautomatach proces ten przebiega podobnie, z tym że operator operuje ssawką.

Ważną częścią linii przetwórstwa ryb jest również automat do usuwania śluzu i krwi – odszlamianie znacząco zmniejsza liczbę bakterii, a tym samym poprawia higienę produkcji i finalnego wyrobu. Szlam powinno się usuwać na jak najwcześniejszym etapie, najlepiej po odgłowieniu, przed i po patroszeniu oraz przed filetowaniem. W przykładowym wykonaniu na stanowisku odszlamiania ryby są spłukiwane kilkakrotnie przez płaskostrumieniowe dysze z wodą pod dużym ciśnieniem.
Stosowane są różne podejścia w zakresie ograniczenia zużycia wody. W niektórych modelach jej obieg jest zamknięty i wówczas jest ona oczyszczana albo, by ograniczyć możliwość skażenia do minimum rezygnuje się z systemu recyrkulacji wody. W drugim przypadku, by oszczędzić wodę, transporter maszyny wyposaża się na przykład w fotokomórkę, która uruchamia dysze dla każdej kolejnej sztuki i odcina dopływ wody w odstępach czasu.
Kolejnym etapem w ramach typowej linii przetwórstwa ryb jest ich filetowanie. Następnym krokiem jest usunięcie ości. Na końcu zwykle filety są odskórzane. W ramce wyjaśniamy, w jaki sposób automatyzuje się te czynności.
Automatyzacja filetowania i odskórzania
Niezbędnym etapem w ramach typowej linii przetwórstwa ryb jest ich filetowanie. W automatach wykorzystywanych w tym zadaniu głównym komponentem są ostrza, które wycinają kręgosłup i opcjonalnie żebra. Następnym krokiem jest usunięcie ości. Celem jest w tym przypadku wyjęcie jak największej liczby kości, bez uszkadzania struktury mięsa, przy równoczesnym osiągnięciu maksymalnej możliwej wydajności.
W przykładowym wykonaniu filety są transportowane na przenośniku, ułożone skórą do dołu, a głowica, na przykład próżniowa, usuwa z nich ości. Parametry jej pracy oraz prędkość przesuwu transportera w maszynach tego typu są często dobrane pod kątem specyfiki układ kostnego konkretnych gatunków ryb, ale są przestrajalne. Przeważnie filety, z których maszynowo usunięto ości, są dodatkowo podawane kontroli jakości pod tym kątem przeprowadzanej przez pracowników. Oprócz tego dostępne są maszyny dedykowane konkretnym gatunkom ryb, które nie usuwają ości, ale je tną na krótkie, bezpieczne w razie połknięcia, kawałki. Na efektywność tego procesu ma wpływ gęstość nacięć (typowo co kilka milimetrów). Ich głębokość z kolei powinna być tak dobrana, żeby w czasie cięcia nie została uszkodzona skóra filetu, jeżeli wymaga tego wyrób końcowy.
W następnym kroku zwykle filety są odskórzane. W automatach wykorzystywanych w tym celu kluczowym elementem jest wał z ostrzami, które usuwają skórę, dociskany do niej przez rolki. Regulując nacisk tych ostatnich, można wpływać na głębokość odskórzania – zwykle w tym zakresie dostępnych jest kilka opcji, od głębokiego odskórowania po powierzchowne, w zależności od wymagań stawianych produktowi finalnemu. Oprócz tego w ramach linii przetwórstwa surowych ryb zastosowanie znajdują automaty do ich porcjowania, na przykład cięcia na dzwonki. |
Czujniki w produkcji oleju palmowego

W produkcji i przetwórstwie żywności ciągi technologiczne obejmują nie tylko zadania dyskretne, realizowane w maszynach specjalistycznych, ale i procesy ciągłe i wsadowe. Te muszą przebiegać w ściśle określonych warunkach, dlatego niezbędnym elementem ich wyposażenia są różnego typu czujniki. Ich przegląd przedstawiamy na przykładzie branży olejarskiej, a dokładnie linii produkcji i przetwórstwa oleju palmowego.
Już na wczesnym etapie jego wytwarzania można wskazać kilka procesów, których parametry muszą być monitorowane. Takim jest wysokociśnieniowa sterylizacja owoców olejowca, której są one poddawane w celu poprawienia właściwości oleju i ułatwienia ich późniejszego oddzielenia od kiści. W komorach, w których zachodzi ten proces, instaluje się czujniki przepływu pary, temperatury oraz ciśnienia. W kolejnym kroku owoce są mechanicznie oddzielane od kiści.
Służą do tego obrotowe bębny lub bębny stacjonarne wyposażone w zbieraki obrotowe. W następnym etapie owoce są rozbijane, zaś ich miąższ zostaje podgrzany. To ma zwiększyć efektywność ekstrakcji oleju. Kolejnym krokiem jest tłoczenie, w czasie którego miąższ poddawany jest mechanicznemu oddziaływaniu prasy.
Czujniki w przetwórstwie oleju palmowegoPierwszym krokiem w obróbce surowego oleju palmowego jest proces jego odśluzowania. Ma ono na celu usunięcie fosfolipidów i innych zanieczyszczeń, które negatywnie wpływają na kolor, zapach i pienienie oleju. Wyróżnić można kilka metod odśluzowywania, w tym wodną i kwasową. Pierwsza polega na dodaniu do podgrzanego oleju ciepłej wody. Po ich wymieszaniu otrzymuje się wodno-olejową emulsję. W jej warstwie wodnej, oddzielonej od oleju, rozpuszcza się fosfolipidowy śluz, co pozwala na jego odseparowanie jako strumienia odpadów. W przypadku olejów, w których jak w palmowym, zawartość fosfolipidów jest niewielka, stosuje się jednak odśluzowywanie kwasowe. Ta metoda może stanowić także kolejny etap przetwarzania oleju poddanego wcześniej odśluzowaniu wodnemu. Obydwa procesy często przeprowadza się w ramach tej samej linii technologicznej. 
W jej pierwszej sekcji zwykle nieprzetworzony olej palmowy gromadzi się w zbiorniku. Za pomocą czujników przeważnie radarowych i pojemnościowych monitoruje się poziom jego zapełnienia i kontroluje natężenie przepływu w rurociągu, którym jest on podawany do wymiennika ciepła. W tym ostatnim natomiast instaluje się przepływomierz, który monitoruje przepływ pary grzewczej. Pod kątem przepełnienia i opróżnienia nadzoruje się także zbiornik z kwasem fosforowym, który reagując ze śluzem, powoduje jego wytrącanie się. Po tym, jak zostaje on dodany do oleju, ich mieszanina jest doprowadzana do zbiornika odśluzowania, wraz z podgrzaną wodą. Na tym etapie mierzona jest temperatura w zbiorniku, na przykład za pomocą termopar, a oprócz tego przepływ i ciśnienie wody. Kolejną sekcję stanowi separator, w którym ostatecznie olej i śluz ulegają rozdzieleniu na dwa strumienie. Stąd odśluzowany olej jest pompowany do suszarki próżniowej, gdzie woda jest odparowywana, aż do uzyskania wymaganego stopnia jego zagęszczenia. W tej sekcji kontrolowany jest przepływ oleju. Poza tym przepływomierz monitoruje szczelność suszarki próżniowej. |
Monitorowanie tłoczenia
Uzyskuje się w niej mieszaninę oleju palmowego, resztek włókien i nasion. Ponieważ jest bardzo gęsta i lepka, dodaje się do niej gorącą wodę. By zapewnić ciągłość procesu zbiornik, w którym woda jest gromadzona, monitoruje się pod kątem przepełnienia i, by uniknąć suchobiegu pompy, pod kątem opróżnienia, na przykład za pomocą pojemnościowych czujników poziomu. Pomiar bezdotykowy zapewnia higienę. Oprócz tego kontroluje się temperaturę wody w zbiorniku i jej przepływ.
Rozcieńczenie mieszaniny gorącą wodą powoduje, że cięższe zanieczyszczenia opadają na dno, a olej unosi się na powierzchni, skąd jest odprowadzany. Na tym etapie kontroluje się jego przepływ. Olej i oddzielone od niego zanieczyszczenia są poddawane dalszej obróbce. Pierwszy jest ponownie oczyszczany, zaś z zanieczyszczeń oddziela się jeszcze resztki oleju. Pierwszym krokiem w obróbce surowego oleju palmowego jest jego odśluzowywanie. W ramce charakteryzujemy ten proces i dokonujemy przeglądu czujników, które są niezbędne na liniach odśluzowywania.
Bielenie, dezodoryzacja i uwodornianie oleju
Bielenie to proces odbarwiania oleju, który ma na celu nadanie mu jasnożółtej barwy, naturalnie jest on bowiem ciemniejszy. Niepożądane barwniki usuwa się, najpierw mieszając odśluzowany surowiec z substancją, która je absorbuje (ziemią bielącą). Zachodzi to w warunkach próżni w zbiorniku, w którym mierzona jest temperatura i ciśnienie. Ważne zmienne procesowe to też wilgotność oraz czas oddziaływania ziemi bielącej na olej. Do zbiornika doprowadzana jest dodatkowo para wodna, co ułatwia uzyskanie jednorodnej mieszanki. Jej przepływ też jest kontrolowany. Następnie absorber jest usuwany za pomocą filtrów monitorowanych przez przetworniki różnicy ciśnień. Po wybielaniu przeprowadza się dezodoryzację, aby usunąć niepożądane zapachy i smaki, przez poddanie oleju działaniu pary w warunkach próżni i wysokiej temperatury. Z kolei uwodornianie utwardza olej.
Przeprowadza się je w reaktorze, gdzie surowiec jest podgrzewany i mieszany z wodorem i katalizatorem. Ostatni później się odsącza, natomiast olej schładza w wymienniku ciepła. Wielkości, których wartości są w procesie uwodorniania monitorowane, to: temperatura oleju, przepływ pary w wymienniku ciepła, natężenie przepływu wodoru oraz azotu, którego dodatek obniża ciśnienie cząstkowe wodoru, spowalniając uwodornianie. Kontrolowane jest też ciśnienie w reaktorze. Warto zaznaczyć, że w tłuszczu utwardzonym występują niezdrowe tłuszcze trans. Dlatego w produkcji margaryn, o której piszemy dalej, odchodzi się od jego stosowania.
Procesy wsadowe w produkcji margaryny

Margarynę wprowadzono na rynek jako substytut masła. Jej głównie składniki to: olej i tłuszcze roślinne, woda, sól, emulgatory, mleko i dodatki, jak witaminy czy aromaty. Stanowi ona układ niemieszających się składników, czyli emulsję, w której faza ciekła jest drobno rozproszona w postaci kropli w fazie stałej tłuszczu. Proces jej produkcji składa się z wielu etapów, z których większość ma charakter wsadowy. Oznacza to, że przebiegają przez określony czas, zwykle w jednym urządzeniu, zgodnie z wcześniej opracowaną recepturą (sekwencją zadań). Zakłada ona załadowanie surowców do zbiornika (pieca, reaktora, mieszalnika), a potem ich przetwarzanie w kontrolowanych warunkach (zwykle temperaturze, ciśnieniu).
Poprzedza je przygotowanie surowców fazy ciekłej i stałej. W tym celu woda jest uzdatniana, na przykład przez poddanie oddziaływaniu promieniowania ultrafioletowego. Potem dodaje się do niej mleko, sól i pozostałe dodatki rozpuszczalne w wodzie. Z kolei w ramach przygotowania fazy stałej w zbiorniku miesza się tłuszcze lub ich mieszanki, najpierw te o wysokiej temperaturze topnienia, a później niższej, z olejem. Na koniec dodawany jest emulgator i reszta składników margaryny, które są rozpuszczalne w oleju. Gdy wszystkie surowce fazy tłuszczowej zostaną wymieszane, łączy się ją z fazą wodną do powstania emulsji.
Stanowiska jej produkcji działają w trybie wsadowym albo ciągłym. To drugie jest rzadsze, ale często jest najlepszym rozwiązaniem, gdy brak jest miejsca na zbiorniki do ładowania wsadu. Wówczas do odmierzania składników wykorzystywane są przeważnie pompy dozujące oraz przepływomierze masowe. Ostatnie są także używane w systemach załadunku wsadów jako alternatywa dla wag zbiornikowych. Jeżeli natomiast korzysta się z tych drugich, surowce są podawane do zbiornika ustawionego na czujnikach tensometrycznych, które kontrolują ilość wsadu.
Jak przebiegają pasteryzacja i krystalizacja?
W kolejnym kroku emulsja jest zwykle pompowana w sposób ciągły przez płytowy lub skrobakowy wymiennik ciepła. W przypadku produktów pełnotłustych zazwyczaj stosuje się ten pierwszy, a w tych o niższej zawartości tłuszczu, które charakteryzuje duża lepkość, wymiennik skrobakowy.
Standardowo proces pasteryzacji emulsji o temperaturze około +50°C obejmuje sekwencję jej podgrzania do temperatury około +80°C, jej podtrzymania typowo przez kilkanaście sekund, a następnie schłodzenia do temperatury około +50°C. Ta ostatnia zależy od temperatury topnienia fazy tłuszczowej – im jest wyższa, tym wyższa jest temperatura końcowa.

Proces pasteryzacji hamuje rozwój bakterii, poprawiając tym samym stabilność mikrobiologiczną emulsji. Warto zaznaczyć, że możliwe jest poddanie temu procesowi tylko fazy wodnej, jednak z kilku powodów pasteryzacja gotowej emulsji jest korzystniejsza. Przede wszystkim dzięki temu produkt pasteryzowany szybciej trafia na stanowisko pakowania. Ponadto pasteryzacja emulsji sprawia, że na kolejny etap przetwarzania trafia produkt o ustabilizowanej temperaturze. Tym jest jego schładzanie.
W tym celu emulsję pompuje się do krystalizatora. Jest to zwykle skrobakowy wymiennik ciepła przeznaczony do pracy w warunkach wysokiego ciśnienia, chłodzony na przykład amoniakiem. Krystalizator jest przeważnie wyposażony w specjalnie zaprojektowane ostrza, pozwalające uzyskać jednorodny produkt i jednocześnie zapewniające jego skuteczne usuwanie ze ścian cylindra roboczego. Dzięki temu emulsja jest jednocześnie schładzana oraz ugniatana. Pod wpływem zmiany temperatury tłuszcz w emulsji krystalizuje się, dzięki czemu sieć utworzona przez jego cząstki zatrzymuje krople wody oraz ciekły olej. W efekcie powstaje produkt o właściwościach plastycznych półstałych. Następnie jest on poddawany obróbce mechanicznej w mieszalniku. Krystalizacja emulsji margaryny w połączeniu z jej mieszaniem zapewnia margarynie wymaganą konsystencję, plastyczność i temperaturę topnienia.
Jak działają nalewarki tłokowe?

Ważnym etapem produkcji i przetwórstwa żywności jest pakowanie. W przemyśle napojowym w tym celu wykorzystywane są nalewarki. Dostępne są różne rodzaje tych maszyn, o konstrukcjach dedykowanych określonym rodzajom płynów. Przykładem jednych z popularniejszych są tłokowe.
Napełniarki tego typu odmierzają i dozują produkty o swobodnym przepływie, czyli raczej rzadkie albo średnio gęste ciecze. Maszyny te mają wiele zalet, z których najważniejszymi są: atrakcyjna cena, szybkie napełnianie, szeroki zakres płynów, w dozowaniu których się sprawdzają oraz ich delikatne pompowanie.
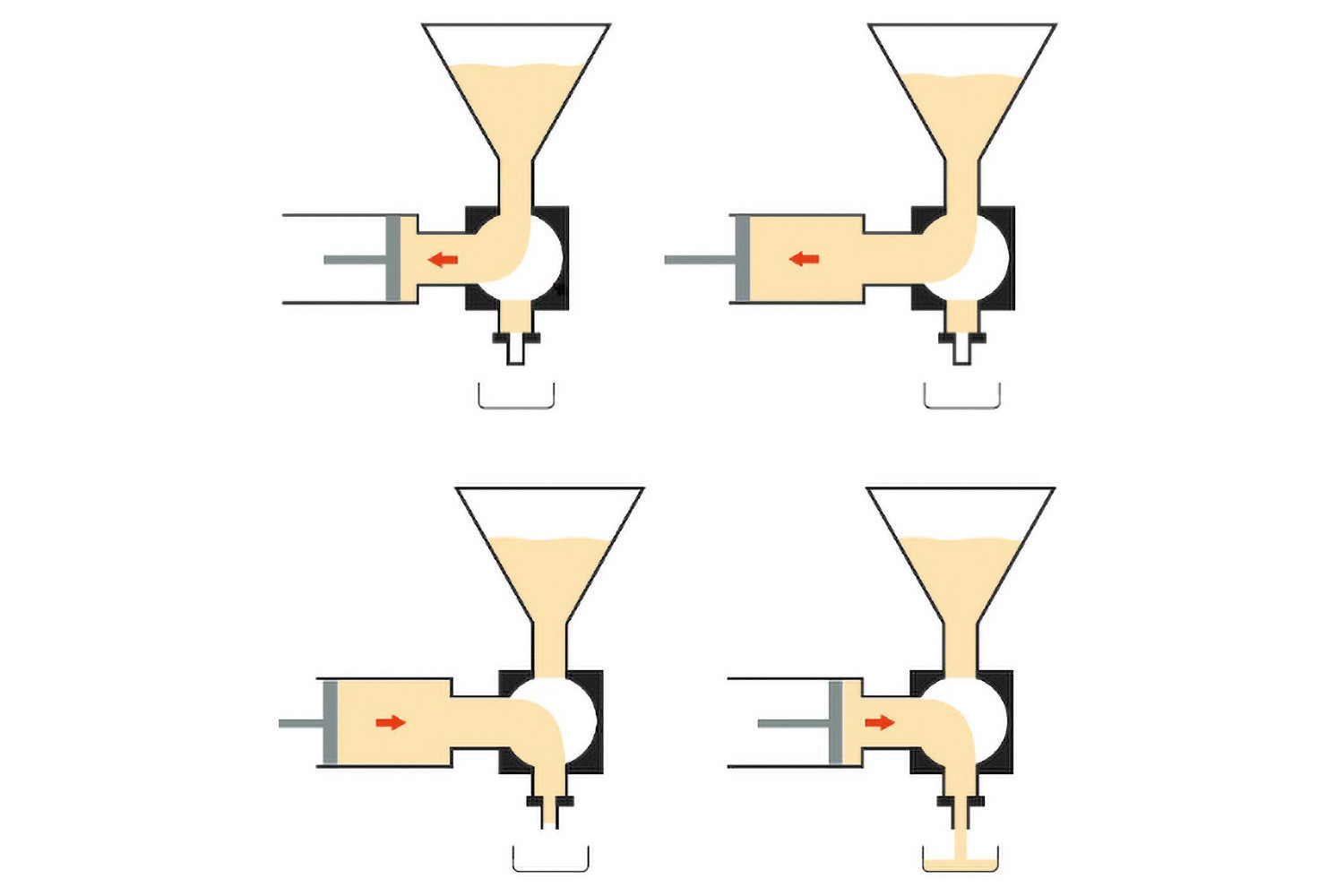
W działaniu nalewarek tłokowych można wyróżnić cztery główne etapy. W pierwszym kroku każdego cyklu maszyna zostaje aktywowana przez system nadrzędny. Powoduje to otwarcie zaworu, którym produkt będzie płynąć z zasobnika do cylindra. Na skutek przesuwania się tłoka płyn jest zasysany. Po napełnieniu cylindra otwierany jest zawór, którym produkt ma być wtłaczany do dyszy. Powrót tłoka do pozycji wyjściowej wymusza przepływ płynu do głowicy i dalej do pojemnika.
Dysze nalewarekDysze, które regulują przepływ płynu, są kluczowym elementem maszyn do napełniania, chociaż często przy kupowaniu nalewarki nie poświęca się im należytej uwagi. Ważnym kryterium wyboru jest na przykład ich rozmiar. Zależy on od typu wlewanego płynu, szybkości napełniania, typu pojemnika, wielkości otworu wlotowego opakowania. Średnica dyszy 
Generalnie najlepiej, jeżeli dysze mają jak największą średnicę, jednocześnie jednak powinny być wystarczająco małe, żeby mogły się zmieścić w pojemniku. Im większa średnica bowiem, tym niższa jest prędkość wlewania produktu przy danym natężeniu przepływu. Przynosi to liczne korzyści – zmniejsza pienienie, rozpryskiwanie i wstrząsy spowodowane dużym natężeniem przepływu. Z drugiej strony dysza musi być na tyle mała, by podczas napełniania pozwalała na ucieczkę powietrza z pojemnika, odstęp pomiędzy dyszą a wlotem opakowania wpływa bowiem na prędkość uchodzenia powietrza. Na wymaganą średnicę dyszy ma także wpływ lepkość oraz konsystencja produktu. Bardziej lepki płyn będzie wymagał większej średnicy, by można było uzyskać zadowalające natężenie przepływu, a zarazem uniknąć nadmiernego ciśnienia pompowania. Dysze dedykowane.... sam typ napełniarki determinuje konstrukcję dyszy. Tak jest na przykład w przypadku nalewarek przelewowych. Urządzenia te zaliczane są do kategorii maszyn, które napełniają wszystkie opakowania do jednakowego poziomu. W tym celu wyposaża się je w specjalną dyszę, przez którą płyn wpływa do butelki, a gdy przekroczy zadany poziom, jego nadmiar jest zwracany do zbiornika. Jest to możliwe, dzięki uszczelnieniu, które jest wspólną cechą konstrukcyjną dysz nalewarek przelewowych, które poza tym mogą różnić się rozmiarami i niestandardową funkcjonalnością. Zasadniczo jednak wybór głowicy napełniającej dla tego typu napełniarek jest ograniczony. …i specjalne Oprócz tego dysze mogą mieć dodatkowe funkcje i cechy. Przykładem drugich jest zabezpieczenie przed kapaniem przez zamknięcie odpływu głowicy po napełnieniu zbiornika. Dodatkową funkcją jest natomiast czyszczenie pojemnika. Często głowice tego typu mają konstrukcję podwójną – dysza wewnętrzna napełnia pojemnik, zaś zewnętrzna wdmuchuje sprężony gaz dookoła tej wewnętrznej w celu oczyszczenia opakowania lub jego odpowietrzenia, na przykład azotem, który jako cięższy wypiera powietrze. |
Ilość produktu, która jest w każdym cyklu najpierw pobierana ze zbiornika, a potem wtłaczana do opakowań, jest uwarunkowana średnicą wewnętrzną cylindra i długością skoku tłoka. Im większy jest cylinder, tym więcej płynu można w nim jednorazowo zmieścić. Ilość produktu, która jest w każdym cyklu wtłaczana do pojemnika, można zwykle regulować, zmniejszając lub zwiększając długość skoku tłoka. Do kontroli jego położenia wykorzystywane są najczęściej przełączniki zbliżeniowe.
Typ nalewarki, który będzie najlepszy w danym przypadku, jest uwarunkowany specyfiką płynu oraz wymaganiami zadania nalewania. Dotyczy to również jej osprzętu, przede wszystkim dyszy. W ramce wyjaśniamy, na co trzeba zwrócić uwagę, dobierając ten komponent. Poza dopasowaniem nalewarki do potrzeb zadania ważne są również jej cechy użytkowe. Jedną z najważniejszych jest łatwość obsługi.
Radosław Sobociński
|

Sterowanie nalewarkami
Nalewarki to przeważnie maszyny w pełni zautomatyzowane albo półautomaty. Zadaniem ich operatorów jest w związku z tym konfiguracja parametrów pracy i ustawień, które koordynują działanie wszystkich podzespołów tych urządzeń oraz nadzorowanie ich działania. W tym celu korzystają z paneli sterowania – interfejsy z ekranami dotykowymi są standardem we wszystkich urządzeniach do automatycznego napełniania. Chociaż różnią się w zależności od modelu, można w nich wyróżnić kilka standardowo dostępnych opcji.
Zazwyczaj na głównym ekranie operatorowi prezentowane są podstawowe informacje dotyczące produkcji (jej wolumenu, liczby cykli, receptur). Za jego pośrednictwem można się także zwykle przełączyć na kolejne, na przykład ekran z interfejsem do manualnego sterowania komponentami napełniarki. Przykładowo korzystając z niego, operator może ręcznie kontrolować, czyli włączać / wyłączać albo zamykać / otwierać, przenośniki, dysze, czy bramki indeksujące. Praca w trybie manualnym jest wymagana m.in. w czasie konserwacji, rozwiązywania problemów, wymiany podzespołów lub czyszczenia nalewarki. Operator może też konfigurować ustawienia trybu automatycznego, decydując, czy dany komponent maszyny będzie w danym cyklu aktywny.
Korzyści z automatyzacji w produkcji żywności i napojówLinie produkcyjne w przemyśle spożywczym i napojowym są obecnie przeważnie w pełni zautomatyzowane, ewentualnie stanowią kombinację maszyn półautomatycznych i tych automatycznych. Zastąpienie pracowników maszynami, generalnie bez względu na stopień automatyzacji, zawsze wiąże się z korzyściami. Przede wszystkim znacznie przyspiesza produkcję, co z kolei przekłada się na zwiększenie wydajności. Możliwość szybszego w porównaniu z ręcznym przestrojenia linii produkcyjnej zapewnia też większą elastyczność. Ponadto dzięki temu, że główne zadanie operatora sprowadza się do konfigurowania, nadzorowania i ewentualnej interwencji w razie wystąpienia problemów w działaniu maszyn, jest on znacząco odciążony. Automatyzacja pozwala również na ujednolicenie jakości wyrobów. W tytułowych branżach zastąpienie ludzi maszynami ma też dodatkową zaletę, jaką jest łatwiejsze dochowanie standardów higieny, wymaganych w tym przypadku przepisami. 
|
Ułatwienia dla operatorów

Jeżeli na przykład w danej serii mają być napełniane pojemniki inne niż standardowe – wyższe, różniące się kształtem szyjki, w przypadku których istnieje obawa o stabilność, może się okazać konieczne włączenie chwytaków do ich podtrzymania podczas napełniania. Poza tym regulowane są ustawienia czasów, na przykład indeksowania, otwierania i zamykania bramek czy opóźnienia zanurzenia dyszy. Czas napełniania można zwykle skonfigurować dla każdej głowicy niezależnie lub dla wszystkich jednocześnie.
Standardem jest także tryb automatycznego doboru wstępnych ustawień, który znacznie upraszcza i przyspiesza konfigurację nalewarki. Parametry pracy maszyny dla danej kombinacji produktu i typu opakowań można też przeważnie zapisać, dzięki czemu nastawy wystarczy dobrać tylko raz, by móc je później aktywować wielokrotnie. Operator jest również alarmowany o wystąpieniu problemów w pracy linii pakowania, na przykład zablokowaniu się butelek. Prezentowane są mu także wskazówki co do dalszego zalecanego postępowania w razie konkretnej awarii.
Monika Jaworowska



















