
Najczęściej roboty są wykorzystywane w: spawaniu łukowym, zwykle MIG oraz TIG, zgrzewaniu oraz spawaniu laserowym. Przeważnie łączą materiały w postaci blach, chociaż przestrzeń robocza robotów wieloosiowych, wyposażonych w czujniki oraz przy wykorzystaniu odpowiedniego osprzętu, zapewnia w tym zakresie większą elastyczność.
Robot spawalniczy może wykonywać swoje zadanie, przemieszczając się po zaprogramowanej ścieżce ruchu albo jest sterowany wizyjnie. Zdarzają się również kombinacje obydwu metod. Możliwe są ponadto dwie konfiguracje stanowiska. W pierwszej z nich to robot manipuluje palnikiem, łącząc nieruchome detale, a w drugiej wykorzystywany jest stacjonarny palnik, a zadaniem robota jest odpowiednie ustawienie względem niego spawanych części.
W związku z różnorodnością technologii spawania i konfiguracji stanowisk, planując robotyzację tego zadania, trzeba podjąć szereg decyzji w kwestii jego wyposażenia oraz sposobu organizacji. Przede wszystkim należy wybrać robota oraz sposób jego programowania.
W tym zastosowaniu popularne są zwłaszcza dwa typy tych maszyn: kartezjańskie i przegubowe. Pierwsze to roboty z przemieszczeniem liniowym, o wzajemnie do siebie prostopadłych osiach ruchu. Ich przestrzeń robocza jest prostokątna. Z kolei roboty przegubowe mają sferyczną, nieregularną przestrzeń roboczą, dzięki której charakteryzują się większą elastycznością ruchu w porównaniu do robotów kartezjańskich. Jeśli natomiast chodzi o programowanie, to dwa popularne podejścia to metody online i offline.
Robotyzacja spawania – jakie przynosi korzyści?Zastąpienie człowieka robotem na stanowisku spawania szybko procentuje. Spodziewać się można przede wszystkim: większej wydajności, w porównaniu ze spawaniem ręcznym nawet kilkakrotnie, zmniejszenia kosztów pracy dzięki zwolnieniu wykwalifikowanych (i zwykle wysoko opłacanych) pracowników z wykonywania powtarzalnych spawów na rzecz zadań bardziej wymagających oraz oszczędnościom na szkoleniach, lepszej i powtarzalnej jakości spoin, uzyskiwanej przy mniejszym zużyciu materiałów, a wskutek mniejszej ilości spawów wymagających poprawek oraz blach przeznaczonych do zezłomowania. Trzeba dodać, że roboty spawalnicze, dzięki postępowi w technologiach napędów, sterowania, czujników oraz oprogramowania są wszechstronniejsze niż jeszcze kilkanaście lat temu – poza palnikiem wyposaża się je także w wymienne narzędzia i programuje do realizacji różnych zadań dodatkowych. Przykładem jest robot z chwytakiem, który po wykonaniu spawu zmienia orientację łączonych płyt i wykonuje kolejną spoinę. Dzięki współpracy z systemami wizyjnymi można z kolei na danym stanowisku jednocześnie kontrolować jakość złączy. Ponadto, jak w przypadku innych dojrzałych rozwiązań, których koszt staje się bardziej przystępny, a parametry lepsze, również roboty spawalnicze stają się bardziej opłacalne jako inwestycja, zwracając się w stosunkowo krótkim czasie (patrz: kolejna ramka). |
Programowanie online czy offline?
Pierwsza polega na programowaniu robota na jego stanowisku pracy przez nauczenie go właściwej kolejności ruchów. Odpowiada za to operator. Za pomocą panelu sterującego albo joysticka porusza on ramieniem robota, a w tym czasie w konkontrolerze zapisywane są współrzędne kolejnych punktów wyznaczających tory poszczególnych przemieszczeń albo współrzędne pozycji docelowej, jeżeli sposób jej osiągnięcia nie jest dla przebiegu ani rezultatu spawania ważny. Do wad tej metody zalicza się: długi proces programowania, wymóg dostępności robota, a tym samym konieczności jego wyłączenia z realizacji innych zadań produkcyjnych i wymóg zaangażowania operatora z odpowiednim doświadczeniem.
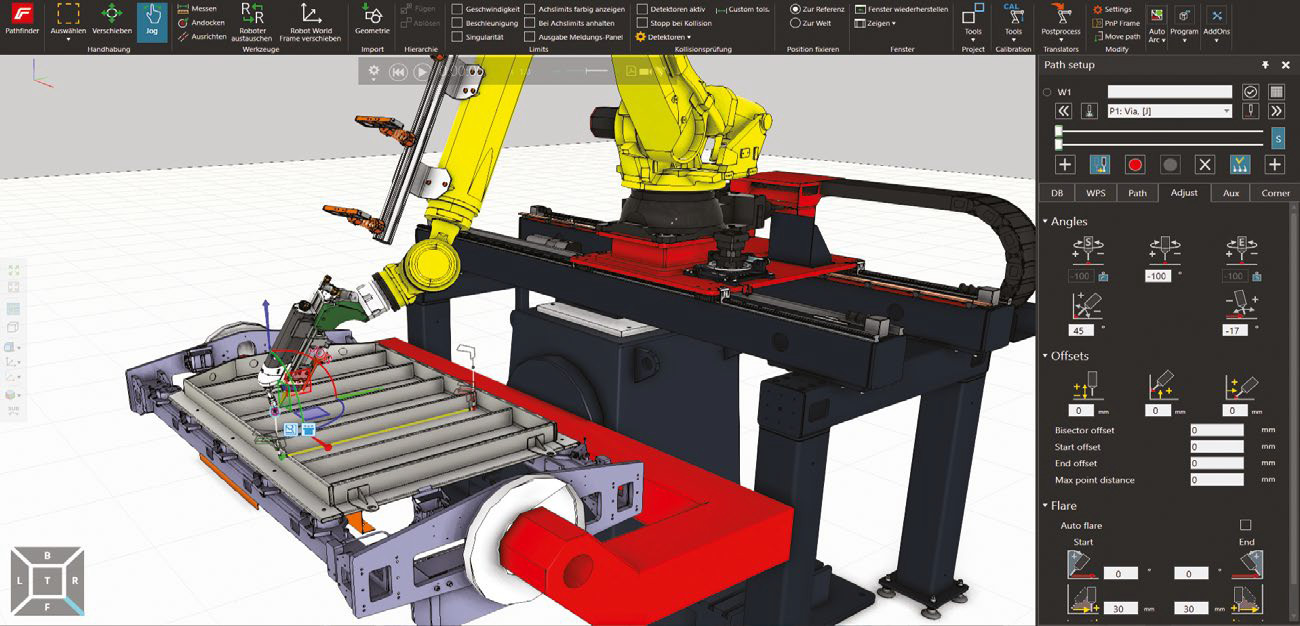
Programowanie offline odbywa się poza stanowiskiem roboczym robota w specjalnym programie symulacyjnym, w którym trajektorie wyznacza się na podstawie modeli cyfrowych przedmiotów spawania, modeli kinematycznych robotów i trójwymiarowej reprezentacji stanowiska. Zaletą tej metody jest możliwość przetestowania programu przez wizualizację procesu w komputerze pod kątem m.in. możliwych kolizji między robotem, oprzyrządowaniem, osprzętem i ogrodzeniami bezpieczeństwa i innych problemów. Ponadto wielokrotnie modyfikować można wcześniejsze programy. W komputerze łatwiej jest także przedstawić skomplikowane ruchy, korzystając z różnych funkcji danego oprogramowania. Wprawdzie koszt zakupu tego typu aplikacji jest wysoki, jest to jednak wydatek jednorazowy. Zwykle zwraca się on dość szybko, ponieważ robot w trakcie prac nad programem nie musi być wyłączony z dotychczasowych zadań.
Kiedy programowanie offline się opłaca?
Tu warto jest zaznaczyć, że programowanie offline jest korzystnym rozwiązaniem w robotyzacji zadań, w których ścieżki ruchu są skomplikowane i składają się z wielu punktów. Poza spawaniem do takich zaliczyć można m.in. cięcie, malowanie. Jeśli jednak ścieżka składa się z 3 do 5 punktów, bardziej opłacalne jest programowanie online. Dlatego na przykład w zadaniach jak pick and place, pakowanie czy paletyzacja programowanie offline nie jest zalecane – szybciej i taniej jest kolejne punkty wskazać robotowi ręcznie.
Kolejna istotna kwestia w programowaniu offline to konieczność zadbania o to, żeby modele cyfrowe wykorzystywane w oprogramowaniu były jak najdokładniejszą repliką rzeczywistej komórki roboczej. W związku z tym zdarza się, że rozbieżności między dokumentacją CAD a rzeczywistymi wymiarami uniemożliwiają zaprogramowanie robota. W takim przypadku różnice wymiarowe należy skorygować przed uruchomieniem symulacji
Sterowanie adaptacyjne

Poza precyzyjnym podążaniem zadaną ścieżką dla ostatecznej jakości spawu ważna jest możliwość przystosowywania się do zmiennych warunków. W tym celu kontroler robota powinien odpowiednio modyfikować parametry ruchu ramienia spawającego. Realizuje się to przez sterowanie adaptacyjne, na podstawie informacji z czujników, w które wyposaża się robota. Ich zadaniem jest: detekcja krawędzi złącza, śledzenie jego przebiegu, aby odpowiednio do niego zmieniało się położenie płomienia palnika oraz pomiar szerokości złącza w celu wykrycia wszelkich nieregularności i nieciągłości krawędzi.
Do znalezienia początku złącza i krawędzi arkusza używane są przede wszystkim czujniki dotykowe i zbliżeniowe. Sensor dotykowy realizuje się, doprowadzając napięcie na przykład do dyszy, którą przepływa gaz osłonowy, drutu spawalniczego albo do dodatkowego próbnika. Kiedy końcówka takiego elementu dotknie blachy, zwarcie jest wykrywane przez sterownik robota. Z kolei sensory zbliżeniowe to zwykle czujniki indukcyjne. Do śledzenia przebiegu oraz wyznaczania wymiarów złącza używane są natomiast głównie systemy wizyjne i skanery laserowe.
Wykorzystuje się też rozwiązania programowe zaliczane do kategorii Through Arc Seam Tracking (TAST), w których analizuje się zmienność prądu spawania. Pozwala to określić pionową pozycję palnika – wraz ze wzrostem odległości pomiędzy końcówką a spawem prąd maleje, a w miarę jej zmniejszania się jego natężenie rośnie. Umożliwia to także korekcję ustawień palnika w poziomie – w środku spawu prąd ma minimalną, a na krawędziach maksymalną wartość. W ten sposób można wyznaczyć, a następnie skorygować, odchylenia toru palnika względem zaprogramowanej ścieżki ruchu.
Stanowiska zrobotyzowane

Planując zrobotyzowanie spawania, zgrzewania bądź lutowania, takie stanowisko powinno się rozpatrywać jako zautomatyzowany system, a nie jedynie jako ramię robota posługującego się palnikiem w zastępstwie człowieka. Pozwoli to zmaksymalizować wydajność oraz optymalnie wykorzystać dostępną przestrzeń, bez obaw o to, że etap spawania na skutek zrobotyzowania stanie się wąskim gardłem w procesie produkcji. Pod uwagę powinno się w związku z tym wziąć wiele kwestii, które pozwolą na skompletowanie go w sposób najefektywniejszy, w tym organizację transportu łączonych elementów i, po zespawaniu, ze stanowiska, na ich mocowanie i pozycjonowanie.
To ostatnie umożliwiają urządzenia ustawiające spawaną część w położeniu, które zapewni swobodny dostęp do miejsca wykonania złącza robotowi, z którym są zsynchronizowane dzięki wyposażeniu ich w serwonapęd sterowany przez jego kontroler. Korzystanie z nich zwiększa szybkość spawania i poprawia jakość spoin, zwłaszcza w przypadku łączenia dużych elementów, z trudno dostępnymi miejscami spawów.
Robotyzacja spawania – czy to się opłaca?Do niedawna roboty spawalnicze były uważane za rozwiązanie sprawdzające się przede wszystkim w produkcji wielkoseryjnej, na przykład w przemyśle motoryzacyjnym, w którym jako pierwszym i na największą skalę robotyzacja tego zadania się przyjęła. Dzięki postępowi, jaki ostatnio nastąpił w tym zakresie, stała się ona jednak możliwa również w mniejszych zakładach. Składa się na to kilka kwestii. Przede wszystkim roboty spawalnicze stały się bardziej przystępne cenowo. Ponadto ich programowanie jest bardziej intuicyjne. Charakteryzuje je również większa elastyczność – ich przestawienie na spawanie części o innym kształcie albo różniących się rozmiarem, dzięki łatwiejszemu programowaniu oraz wymiennym końcówkom (palnikom, innym narzędziom), znacząco się uprościło. Dzięki temu opłaca się korzystać z nich w produkcji małoseryjnej i o szerokim asortymencie. Instalację robota spawalniczego w mniejszych zakładach, w których występują ograniczenia przestrzenne, ułatwia natomiast ich modułowość, dzięki której są one oferowane w różnych konfiguracjach, od standardowych po dostosowane do indywidualnych potrzeb. |
Przykłady pozycjonerów
Prawidłowo dobrany pozycjoner powinien uwzględniać specyfikę spawania i części, które będą łączone. Pod uwagę trzeba wziąć: ilość miejsca na stanowisku, cykl pracy robota, wagę, kształt i rozmiary spawanego obiektu oraz ograniczenia poszczególnych konstrukcji pozycjonerów. Inaczej jakość spoin może się pogorszyć, a tempo spawania spowolnić.
Przykładem są jednoosiowe pozycjonery wrzecionowe. Te dwustronne nadają się do manipulowania w poziomie długimi elementami, o prostokątnym albo cylindrycznym kształcie, wymagającymi podparcia na obu końcach, jak duże zbiorniki albo ramy. Z kolei jednostronne sprawdzają się w pozycjonowaniu małych części. W przypadku tych cięższych stosuje się podwójne podparcie z jednej strony. Regulować można ich rozstaw i wysokość. Montuje się je na podłodze lub stole.
Pozycjonery typu ferris wheel z kolei są polecane w przypadku obiektów od średnich do dużych. Wyróżnia je optymalne wykorzystanie zajmowanej powierzchni. Stoły obrotowe sprawdzają się w pozycjonowaniu od małych do średnich elementów. Pozycjonery z ramą H polecane są w spawaniu konstrukcji w średnim rozmiarze, ale o złożonym kształcie oraz wielostronnych. Dostępne są również pozycjonery wieloosiowe, pozwalające na obracanie i przechylanie detali.
Podajniki drutu. Czym są cast i helix?
Kolejny przykład niezbędnego osprzętu to system podawania drutu spawalniczego – od jego działania zależą parametry łuku, a od nich dokładność oraz jakość spoin. Przy jego wyborze pomocne są dwa parametry, które charakteryzują drut spawalniczy: cast i helix.
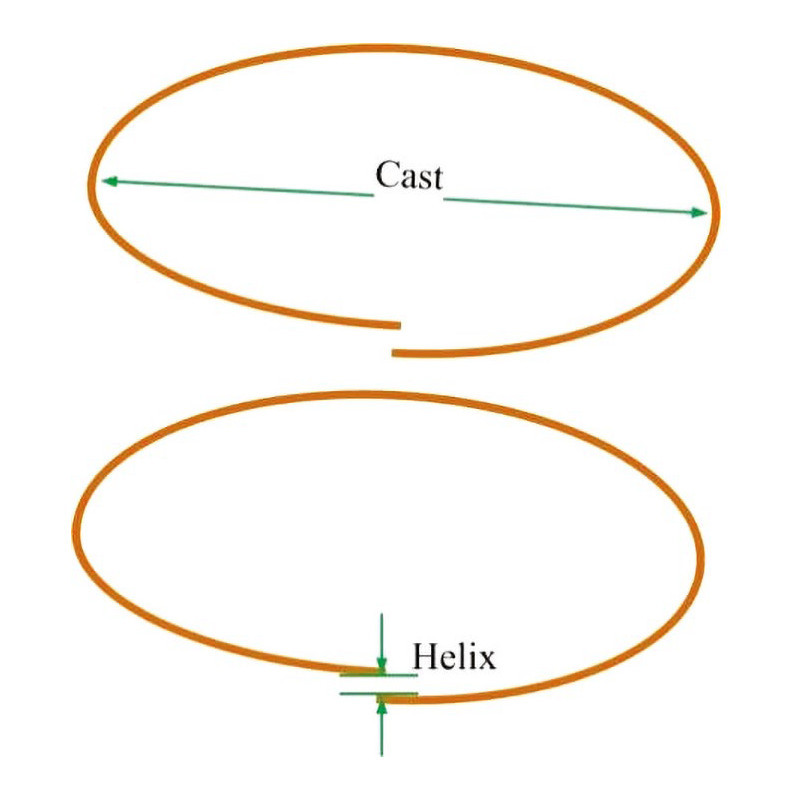
Pierwszy z nich to średnica pętli drutu, w jaką się on formuje po rozwinięciu – łatwo go wyznaczyć, odwijając kilku zwojów, bez ich deformacji, układając je na płaskiej powierzchni i mierząc średnicę pętli. Można wówczas przy okazji wyznaczyć też drugi parametr – helix ma wartość wysokości końca przewodu nad podłogą (rys. 1).
Silnie skręcony drut, o dużej wartości helix, będzie się również mocno zwijać na wylocie spawarki. W spawaniu ręcznym utrudnia to pracę, ponieważ stale trzeba kompensować ruch drutu przemieszczając palnik. Na stanowiskach zrobotyzowanych z kolei może to skutkować nieciągłością spawów. Ponadto drut może zablokować podajnik. Warto zaznaczyć, że jeśli drut odwinięty ze szpuli lub z bębna jest słabo skręcony, lecz na wyjściu spawarki jest silnie zwinięty, prawdopodobnie ulega deformacji w podajniku, na przykład z powodu niewyrównania jego rolek.
Optymalna wartość cast zapewnia dobry kontakt między drutem a końcówką prądową. Dlatego jego prostowanie w podajniku nie jest dobrą praktyką, a jeżeli dodatkowo użyjemy przewymiarowanej końcówki prądowej, można się spodziewać jej przepalenia. Za duża średnica pętli drutu też nie jest jednak pożądana, gdyż może utrudniać jego rozwijanie i powodować jego obcieranie w podajniku, a powstające przy tym wióry mogą go zablokować.
Daniel Oblamski
|

Bęben czy szpula?
Zazwyczaj drut spawalniczy jest pobierany ze szpuli albo bębna. Przeważnie na tym drugim jest go więcej, dzięki czemu starcza na dłużej. Z drugiej strony przez to waży więcej. Dlatego, jeżeli na stanowisku zużywa się dużo drutu, warto zdecydować się na bęben, żeby ograniczyć przerwy w produkcji na uzupełnianie zapasu. Liczyć się trzeba jednak wtedy z tym, że do jego transportu potrzebny może być specjalistyczny sprzęt, jak wózek widłowy.
Szpule są zwykle lżejsze, ponieważ nawija się na nie mniej drutu. Oznacza to, że wprawdzie trzeba je częściej wymieniać, ale operowanie nimi wiąże się z mniejszymi komplikacjami.
Jeśli natomiast chodzi o parametry drutu cast i helix, to pierwszy może być problemem w przypadku systemów podawania ze szpuli, zaś drugi z bębna. Wynika to stąd, że bęben ma większą średnicę, a drut jest na nim nawinięty równomiernie, cast zatem jest w miarę stały. W przypadku szpuli z kolei średnica nawinięcia zwiększa się z każdym kolejnym zwojem, natomiast helix się nie zmienia, inaczej niż w drucie nawiniętym na bęben. W skrajnym przypadku nadmierny helix spowoduje splątanie drutu, a w konsekwencji jego blokadę w podajniku.
Materiały eksploatacyjne na stanowisku z robotem

Kompletując zrobotyzowane stanowisko spawania poza robotem i osprzętem, ważny jest również wybór odpowiednich materiałów eksploatacyjnych, takich jak, poza drutem spawalniczym, kable, końcówki prądowe, dysze, końcówki palnika. Powinno się je dobierać tak, aby spełniały swoją funkcję, jednocześnie zużywając się możliwie najwolniej, ponieważ ich krótka żywotność przekłada się na większe koszty utrzymania stanowiska.
Wymóg ten dotyczy wszystkich stanowisk spawania, jednak tych zrobotyzowanych szczególnie. Wynika to stąd, że w ich przypadku wymiana tych elementów odbywa się zgodnie z wcześniej zaplanowanym harmonogramem, a nie jak w spawaniu ręcznym wówczas, gdy operator palnika, monitorujący ich stan na bieżąco, zauważy jego pogorszenie się. Może to skutkować pogorszeniem jakości spoin, jeśli na przykład dysze czy końcówki zużyją się szybciej, niż zakładał to harmonogram.
Osłony kabli spawalniczych
Kable palników spawalniczych narażone są na kilka czynników, które mogą skrócić ich żywotność. Takim jest tarcie, na które kabel jest wystawiony w czasie wielokrotnie powtarzanych cykli ruchu, gdy dotyka innych powierzchni (spawanej części, uchwytów, innych elementów stanowiska). Na skutek tego wielokrotnego kontaktu powierzchnia jego osłony ulega postępującemu uszkadzaniu, które ostatecznie skutkuje jej rozerwaniem. Kolejnym częstym problemem jest przecięcie kabla. Dochodzi do niego wówczas, gdy styka się z ostrą krawędzią, zwykle spawanej części. Ponadto kabel może się zaplątać, blokując ruch palnika. Tak się dzieje wtedy, gdy został nieprawidłowo zainstalowany lub jest zbyt długi. Wszystkie przedstawione problemy skutkują przestojami na stanowisku spawania, powinno się im zatem próbować zapobiec.
Przede wszystkim osłona kabla powinna być wytrzymała – odporność na ścieranie, przecięcie, zerwanie w razie zablokowania gwarantuje jej odpowiednio dobrany materiał. Przykładowo wytrzymałe na ścieranie oraz przecięcie są powłoki wykonane z usieciowanego polietylenu.
Co więcej, nawet jeżeli osłona z tego materiału ulegnie uszkodzeniu w jednym miejscu, nie rozszerzy się ono poza nie. Inaczej jest w przypadku na przykład osłon z neoprenu, których uszkodzenia propagują w głąb materiału. Ostatecznie jednak wybór kabla w zależności od materiału wymaga kompromisu, gdyż wytrzymalsze osłony z usieciowanego polietylenu są mniej elastyczne od tańszych neoprenowych. Dodatkowym zabezpieczeniem są też rękawy, w których umieszcza się kable spawalnicze, wykonane na przykład ze skóry.
Długość kabla na ramieniu i przelotowo
Generalnie w zakresie prowadzenia kabla palnika możliwe są dwie konfiguracje: over-arm i through-arm, w zależności od tego, czy jest prowadzony na zewnątrz, czy wewnątrz ramienia robota. W pierwszej, naramiennej konfiguracji najważniejsze jest ustalenie właściwej długości kabla. Jeżeli będzie zbyt długi, bardziej prawdopodobne będzie, że szybciej się zużyje na skutek tarcia i zginania, uszkodzi albo zaplącze ze względu na nadmierny luz. Skróceniu ulegnie również żywotność zbyt krótkiego kabla, ze względu na jego nadmierne naprężanie, skręcanie, rozciąganie. Oprócz tego, jeżeli jego długość jest niewystarczająca, ogranicza swobodę ruchu ramienia robota. Podsumowując, aby sprawdzić, czy długość kabla w konfiguracji naramiennej jest wystarczająca, trzeba się upewnić, że robot może wykonać pełny ruch, a kabel nie zwisa.
W drugiej konfiguracji kluczowym parametrem kabla jest jego obciążenie skręcające, ponieważ nadmierne skręcenie podczas obracania palnika jest najczęstszą przyczyną uszkodzenia tego elementu, jeżeli został on poprowadzony przelotowo w ramieniu robota. Poza tym w tym przypadku margines błędu w doborze odpowiedniej długości kabla jest jeszcze mniejszy, niż w konfiguracji naramiennej.
Końcówka prądowa a jakość spoiny
W przypadku końcówki prądowej wybór tej konkretnej sprowadza się do kompromisu między jej twardością a przewodnością. Pod względem tej drugiej wyróżnia się miedź, której jednak nie charakteryzuje twardość. Oznacza to, że przy końcówce wykonanej z tego materiału można wprawdzie oczekiwać lepszych parametrów łuku, a w rezultacie lepszej jakości spoin oraz rzadszych poprawek, zarazem jednak trzeba się liczyć z częstą wymianą tego komponentu. Skutkuje to częstymi przestojami, a zatem mniejszą przepustowością celi spawalniczej. W związku z tym końcówki są zwykle wykonywane ze stopów miedzi, na przykład z cyrkonem. Popularne są również te posrebrzane wewnątrz oraz na zewnątrz, które charakteryzuje dłuższa żywotność, a dodatkowo słabsze przyleganie odprysków i gładkość otworu. To zapewnia lepszą przewodność cieplną i elektryczną.
Lepiej jest też korzystać z końcówek wierconych niż wytłaczanych, mimo że te drugie są tańsze. Wynika to po pierwsze stąd, że końcówki tłoczone nie są równie trwałe, jak te wiercone, więc konieczność ich częstej wymiany będzie zwiększać koszty eksploatacji stanowiska spawania. Oprócz tego, co ma szczególne znaczenie w przypadku zrobotyzowanych cel spawalniczych, jakość oraz tolerancja wykonania i wymiarów końcówek tłoczonych oraz ich powtarzalność są znacznie gorsze niż w przypadku wierconych, których parametry w procesie produkcji można skuteczniej kontrolować. Pogarsza to jakość spoin.
Jaką dyszę wybrać?
W przypadku dysz również materiał wykonania ma kluczowe znaczenie, od niego bowiem zależy ich odporność na wysokie temperatury oraz przywieranie odprysków spawalniczych, co z kolei warunkuje ich żywotność. Pod tymi względami dysze wykonane z miedzi i mosiądzu ustępują tym chromowanym i niklowanym.
Istotny jest również sposób mocowania dysz. W tym zakresie najpopularniejsze są dwa ich typy: wsuwane oraz gwintowane. Na temat pierwszych panuje powszechna opinia, że są łatwiejsze do zakładania oraz zdejmowania. Niestety w tym przypadku istnieje ryzyko poluzowania dyszy, co wpływa negatywnie na jakość spoin, a nawet jej odpadnięcia, co zwykle skutkuje wybrakowanym spawem i koniecznością zezłomowania takiej części, zwłaszcza na stanowiskach zrobotyzowanych, gdy nie można na to natychmiast zareagować. W dyszach gwintowanych taki problem nie występuje. W sprzedaży są dwa typy takich konstrukcji: z gwintem drobnozwojowym lub grubozwojowym. W pierwszych łatwiej jest o gromadzenie się odprysków oraz zabrudzeń, co utrudnia ich montaż i demontaż.
Jak ważna jest konstrukcja końcówki palnika?
W zrobotyzowanym spawaniu bardzo ważna jest powtarzalność wykonania spoin. Jednym z komponentów, który ma na nią ogromny wpływ, jest końcówka palnika (swan neck), w której zamontowana jest końcówka prądowa oraz dysza gazowa. Elementowi temu stawia się szereg wymagań, przede wszystkim wytrzymałości na uderzenia, a ich spełnienie zależy od jego konstrukcji, głównie kształtu oraz tego, czy jest jedno- czy wieloczęściowy.
Zazwyczaj końcówka jest prosta albo wygięta, przeważnie pod kątem 45 stopni lub 22 stopni w połączeniu z ramieniem montażowym pod kątem 23 stopniu, czyli łącznie 45 względem spoiny. Zwykle jest montowana wtykowo, co zapewnia powtarzalność TCP (Tool Center Point), czyli punktu pracy narzędzia, w przypadku wymiany na nowy egzemplarz, bez konieczności przeprogramowania robota. Oprócz tego jednoczęściowe końcówki są generalnie wytrzymalsze niż składające się z wielu części.
Wpływ konstrukcji dyfuzora
Kolejny ważny element to uchwyt końcówki prądowej. Wykonuje się go jako konstrukcję jednoczęściową, łącząc dyfuzor i uchwyt końcówki w jeden element albo je rozdzielając. Konstrukcję jednoelementową wyróżnia lepsza przewodność i pokrycie gazem osłonowym, zarazem panuje opinia, że prawdopodobniejsze jest jej wygięcie, skutkujące niewspółosiowością końcówki kontaktowej, drutu i złącza. Problem ten występuje rzadziej w przypadku krótszych uchwytów. W przypadku dyfuzorów z kolei lepiej jest, jeżeli można je umieścić w końcówce palnika – podparcie na tym elemencie zwiększa ich odporność na uderzenia, co pozwala na zachowanie punktu pracy TCP w razie kolizji. Otwory na obwodzie dyfuzora to kolejna ważna cecha konstrukcyjna. Znaczenie mają przede wszystkim ich liczba i rozmiar – im jest ich więcej i im są większe, tym lepszy rozkład gazu i większa odporność na odpryski.
Bezpieczeństwo stanowiska zrobotyzowanego
Jak pisaliśmy we wstępie, dzięki zastąpieniu ludzi robotami spawalniczymi chroni się operatorów przed toksycznymi oparami, poparzeniami skóry, uszkodzeniem wzroku, zwyrodnieniem kręgosłupa. Nie oznacza to jednak, że automatycznie proces spawania staje się im przyjazny – jak się okazuje, po zainstalowaniu na takim stanowisku robotów nowe zagrożenia zastępują stare. Co więcej, chociaż wypadki zdarzają się rzadziej, jeżeli już do nich dochodzi, zawsze są tragiczne w skutkach, a często nawet śmiertelne. Dlatego robotyzacja spawania w żadnym razie nie może zwalniać pracodawcy ani pracowników z przestrzegania najlepszych praktyk z zakresu bezpieczeństwa.
Do wypadków na stanowiskach zrobotyzowanych, nie tylko spawania, przeważnie dochodzi w czasie podejmowania przez pracowników działań dodatkowych, takich jak: programowanie, konserwacja, testowanie czy regulacja, w czasie których tymczasowo znajdą się oni w zasięgu robota, a ten, choć powinien być w tym czasie nieaktywny, wznowi niespodziewanie pracę. Rolą zabezpieczeń powinno być zatem niedopuszczenie do zaistnienia takiej sytuacji.
Zrobotyzowane spawanie – rozwiązywanie problemówRobotyzacja spawania ma na celu poprawę szybkości, dokładności i powtarzalności tego procesu. Przestoje na stanowisku negatywnie wpływają na te parametry, co wydłuża czas zwrotu z inwestycji poniesionej na jego wyposażenie. Ewentualnie problemy powinno się więc rozwiązać najszybciej, jak to możliwe. Te najczęściej występujące to: problemy z podawaniem drutu, powodujące niską jakość łuku i spoiny, spawy o niejednakowej jakości i ich przesunięcia względem miejsca docelowego oraz krótsza od spodziewanej żywotność materiałów eksploatacyjnych (dysz, końcówek stykowych, głowic, dyfuzorów, wkładek). Przyczyny pierwszego to najczęściej: nagromadzenie się zanieczyszczeń we wkładce palnika albo nieprawidłowe działania podajnika drutu, zwykle przez problem z rolkami napędowymi. Wkładkę powinno się w takim przypadku wymienić podczas konserwacji palnika. Można również korzystać z funkcji jego przedmuchu, programując jej aktywację każdorazowo podczas przestoju, na przykład w czasie mocowania kolejnego elementu do spawania, o ile taka opcja jest w danym modelu dostępna. Zużyte albo uszkodzone rolki również trzeba wymienić. Niejednakowa jakość i przesunięcie spoin zazwyczaj spowodowane są zmianą punktu pracy TCP (co jest najczęściej skutkiem kolizji) lub odchyleniami od właściwej pozycji spawanych elementów. W drugim przypadku należy skorygować ustawienie uchwytów mocujących, a w pierwszym sprawdzić pod kątem uszkodzenia końcówkę palnika i w razie potrzeby wymienić ją na nową. Ostatni problem jest zwykle spowodowany nagromadzeniem zabrudzeń i odprysków. To z kolei jest najczęściej skutkiem nieprawidłowego działania stacji czyszczących usuwających zanieczyszczenia (i po każdym cyklu czyszczenia dodatkowo nakładających powłokę środka antyodpryskowego) lub zbyt rzadkiego, w stosunku do potrzeb z nich korzystania. Drugi problem wymaga zmiany ustawień częstości cykli czyszczenia. Sama stacja z kolei zwykle działa nieprawidłowo, gdy: palnik i ostrze czyszczące nie są na siebie nakierowane albo ostrze jest nie dość ostre. Jeżeli z kolei zauważymy nierównomierne pokrycie środkiem antyodpryskowym, należy sprawdzić ustawienia i poziom napełnienia spryskiwacz |
Przykłady zabezpieczeń
W tym celu wykorzystuje się rozwiązania, które po pierwsze odseparowują stanowisko z robotem, a po drugie, w przypadku wkroczenia pracownika w obszar będący w zasięgu ramion robota, automatycznie natychmiastowo go zatrzymują i blokują do momentu, aż jego przestrzeń robocza będzie znowu pusta. Przykłady takich to: bramki z blokadami, skanery laserowe, kurtyny świetlne, maty czułe na nacisk. Ostatnie stanowią tradycyjnie tylko dodatkowe zabezpieczenie, uzupełniające inne rozwiązania bezpieczeństwa, a rozmieszczając je, trzeba się upewnić, że pracownik znajdując się na nich, nie będzie mógł sięgnąć do niebezpiecznego miejsca przed zatrzymaniem robota.
Ważny aspekt bezpieczeństwa na stanowiskach zrobotyzowanych to również szkolenia, które uświadomią pracownikom zagrożenia oraz wyjaśnią działanie zabezpieczeń. Te ostatnie należy także zrealizować tak, by nie dawały fałszywego poczucia bezpieczeństwa ani nie przeszkadzały personelowi w wykonywaniu jego zadań. To może go bowiem skłaniać do omijania zabezpieczeń.
Czy oddymiać celę zrobotyzowaną?
Na stanowiskach spawania ręcznego wyciąg usuwający dymy spawalnicze jest obowiązkowy. W przypadku robotyzacji tego procesu można się jednak zastanawiać, czy ten środek ochronny jest konieczny, skoro w celi nie przebywają ludzie. Okazuje się jednak, że także w tym przypadku nie powinno się lekceważyć zagrożenia, jakie stanowią trujące opary, które oczywiście w dalszym ciągu towarzyszą spawaniu i z samego faktu, że zadanie to jest wykonywane przez robota, nie przestają być niebezpieczne. Jedyną różnicą jest odległość od źródła toksycznych dymów, w jakiej może się znaleźć człowiek. W spawaniu ręcznym jest to narażenie bezpośrednie, zaś w przypadku celi zrobotyzowanej takiego dystansu nie można dokładnie określić ani przewidzieć. Nie można zatem wykluczyć, że na przykład osoba nadzorująca robota albo inny pracownik znajdą się wystarczająco blisko, aby dymy spawalnicze w stężeniu powyżej bezpiecznego im zaszkodziły.
Dlatego stanowiska spawania ręcznego, jak i te zrobotyzowane, muszą mieć wyciąg i powinny być odseparowane od otoczenia w hali produkcyjnej, na przykład przez obudowanie, a przynajmniej osłonięcie. W przypadku, gdy to człowiek operuje palnikiem, nawet wtedy jest on jednak wciąż narażony na bezpośredni kontakt z trującymi oparami. Podobne zagrożenie nadal stwarza też zamknięta cela spawalnicza, jeżeli na przykład zostanie otwarta w celu załadunku / rozładunku nowych części. Dlatego bezpieczniejszą opcją, która najlepiej gdy stanowi dopełnienie wyciągu i obudowy stanowiska ręcznego, jak i zrobotyzowanego spawania, powinno być usuwanie dymów spawalniczych w miejscu ich powstawania. W tym celu wykorzystuje się uchwyty spawalnicze z odciągiem, zintegrowanym albo domontowanym.
O czym jeszcze pamiętać?
Kompletując i organizując stanowiska spawania z robotem, można popełnić wiele błędów, które skutkują tym, że od razu po jego uruchomieniu jakość spawów jest niezadowalająca lub ulega pogorszeniu dopiero po pewnym czasie, co wywołuje konsternację, jeżeli pozornie nic się nie zmieniło. Aby temu zapobiec, trzeba pamiętać o kilku kwestiach.
Taką jest m.in. zastosowanie ochrony na wypadek kolizji, o którą ze względu na szybkość, z jaką przemieszczają się ramiona robotów, nietrudno, a która może spowodować uszkodzenie albo deformację końcówki palnika. To skutkuje przesunięciem spawów względem ich docelowego położenia, jeżeli się w porę tego zniekształcenia nie zauważy. Rozwiązaniem jest zastosowanie zabezpieczenia, które w razie kolizji natychmiast zatrzyma robota, nie pozwalając na uszkodzenie końcówki palnika. Nie zmienia się wówczas też punkt roboczy TCP, którego dzięki temu nie trzeba resetować. Pozwala to oszczędzić czas, a zarazem zachować zakładaną dokładność i powtarzalność wykonania spoin.
Nawet jednak jeśli w trakcie kompletowania stanowiska nie popełniono błędów, z czasem mogą wystąpić problemy, które spowodują przestoje albo będą skutkować pogorszeniem jakości spawów. W ramce podpowiadamy, jak radzić sobie z tymi najczęstszymi.
Robotyzacja innych zadań
Dzięki robotyzacji spawania można uzyskać znaczący wzrost wydajności produkcji, w której jest to jeden z etapów. Przeważnie jednak jest ono poprzedzone innymi wymagającymi zadaniami, w przypadku których także warto wykorzystać potencjał, jaki niesie ze sobą ich automatyzacja, pod względem zwiększenia wydajności, jak też jakości obróbki. To w rezultacie może się dodatkowo przełożyć pozytywnie na jakość wykonania spoiny. Przykładami takich zadań są gięcie i cięcie (patrz: ramka).
Zrobotyzowane gięcie...Typowe komponenty stanowiska zrobotyzowanego gięcia blach to: prasa krawędziowa, robot przemysłowy o parametrach, przede wszystkim udźwigu, dobranych stosownie do wagi oraz wymiarów blach, stół z płaskimi arkuszami i stół, na który odkładane są odkształcone arkusze. Zapas blach przeznaczonych do obróbki jest na stanowisko transportowany przez operatora lub robota mobilnego. Są one układane na stole podawczym na tacy. Jest on wyposażony w czujnik detekcji arkuszy. Aktywuje on alarm, jeżeli na stanowisku zabraknie materiałów do obróbki, co zapobiega podniesieniu przez robota pustej tacy. W pierwszym kroku jego ramię przesuwa się nad stół podawczy, gdzie mierzy wysokość stosu blach czujnikiem ultradźwiękowym, w który wyposażony jest jego chwytak, a potem, za pomocą przyssawek, podnosi arkusz. Układa go w kolejnym kroku na podkładce wyrównującej, która pozycjonuje arkusz względem chwytaka i mierzy jego grubość. Następnie podnosi blachę i razem z nią przesuwa się do prasy, do której wkłada arkusz. Na podstawie danych z sensorów tej maszyny wyrównuje blachę. Gdy skończy, wysyła sygnał startu. Podczas gięcia robot współpracuje z prasą, w zależności od docelowego kształtu, podtrzymując, odginając, zmieniając orientację albo przesuwając blachę. Dla efektu końcowego kluczowe znaczenia ma m.in. to, by chwytając i podtrzymując arkusz, robot go nie deformował i utrzymywał względem niego niezmienną pozycję. Wpływa też na niego precyzja skoordynowania ruchu oraz prędkości robota i prasy, co zwykle sprawia największą trudność. W ostatnim kroku ramię przenosi gotowy detal na wieszak z przyssawkami, które go przez chwilę podtrzymują. W tym czasie ustawienie chwytaka jest zmieniane tak, by ponownie chwytając detal, mógł go w odpowiedni sposób ułożyć na stosie z innymi już gotowymi. ...i cięcieRoboty przemysłowe są też wykorzystywane w cięciu laserowym 3D. Przykładowe stanowisko składa się z robota, zwykle 6-osiowego, z głowicą tnącą zamontowaną na końcu jego ramienia. Popularne są zwłaszcza lasery światłowodowe z powodu łatwości poprowadzenia w ramieniu przegubowym medium transmisyjnego (światłowodu) przesyłającego wiązkę laserową. Ze względu na specyfikę (cienkość ścianek, materiał) elementów poddawanych obróbce – są to przykładowo profile i rury gięte, formowane, hydroformowane albo głęboko tłoczone, ze stali nierdzewnej, stopów miedzi, aluminium, tytanu, wymagany jest laser o mniejszej mocy w porównaniu z tym do cięcia blachy. Wynosi ona typowo 1–3 kW. Pozostałe elementy takiego stanowiska to: systemy dostarczania gazu osłonowego, chłodzenia źródła laserowego, odprowadzania dymów, osłona. |
Monika Jaworowska













